異形變截面空心彎管的內高壓成形工藝研究
2020-06-03 01:21:48王欣芳石凱天津市天鍛壓力機有限公司
鍛造與沖壓 2020年10期
關鍵詞:工藝
文/王欣芳,石凱·天津市天鍛壓力機有限公司
郎利輝*·北京航空航天大學
隨著航空航天及汽車產業的日益發展,輕量化成為發展趨勢。航空航天器及汽車均有許多異形管件,傳統成形方法為先沖壓成形出半管后進行拼焊,由于焊縫的存在,降低了零件的整體強度和剛度。內高壓成形是一種新興的成形技術,它是以管材為原始坯料,在管材中加入液體并施加高壓,成形出軸線為二維或三維曲線的異形截面空心零件。由于可以成形出異形截面的空心管件,減少了焊接工序,且可以成形出較傳統工藝更加復雜的截面形狀,從而大大提高了零件的整體強度和剛度,使得在同等強度和剛度的情況下內高壓成形出的零件壁厚更薄,質量更輕。因此內高壓成形成為航空航天及汽車輕量化的重要技術手段。
空心變截面零件在航空航天及汽車領域應用很廣,由于截面的復雜和多樣性,不可避免的帶來零件截面周長變化大的特點。通常坯料是等截面周長的管件,這就導致有些截面膨脹率較大,需要運用一些方法來提高零件的極限膨脹率。
零件和材料簡介
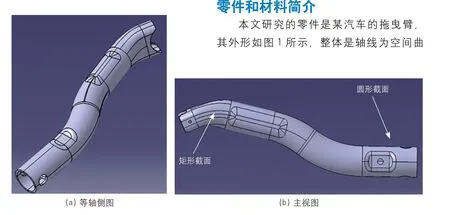
圖1 零件外形

表1 QSTE420tm 材料力學性能
本文研究的零件是某汽車的拖曳臂,其外形如圖1 所示,整體是軸線為空間曲線、截面為不規則形狀且變化的管狀零件。零件的技術要求是最終減薄率不超過15%,配合型面輪廓度0.5mm,非配合型面輪廓度3mm。零件壁厚4.5mm,材料是QSTE420tm,屬于冷成形熱軋汽車結構鋼,其材料力學性能參數如表1 所示。圖2 所示是零件截面周長趨勢圖,由圖2 可以看出,除去截面不是封閉曲線的部分零件,零件截面積最小等效周長約192mm,最大等效周長約211.58mm。考慮管徑公差,選取外徑為φ62mm 的圓管作為成形坯料,最小變形-1.38%,最大變形8.68%。
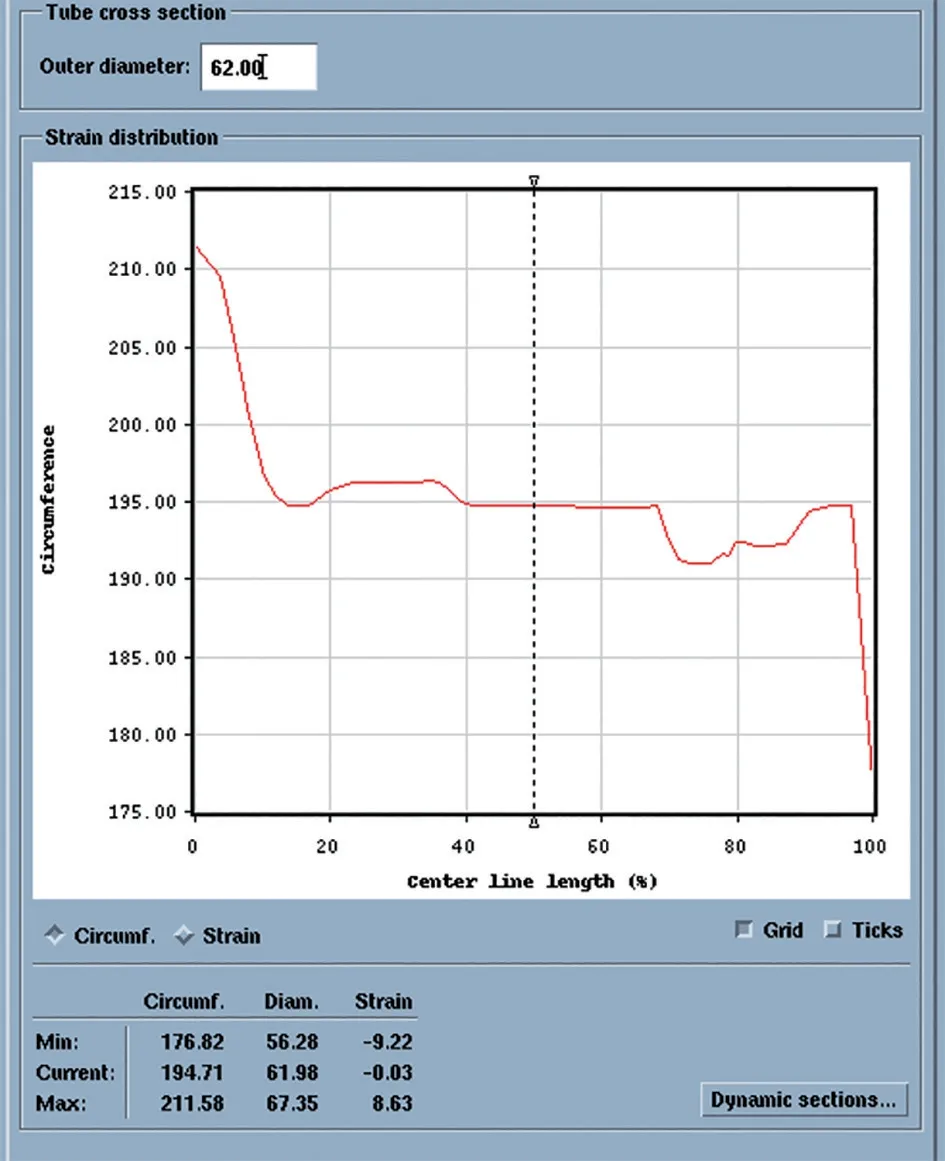
圖2 零件截面周長趨勢圖
有限元分析
分析零件特征及技術要求,該零件明顯是彎曲管件,初始毛坯是圓管,需要彎管工序。因零件的一個方向上高度差較大,成形過程中偏載力大,可采用一模兩件的方法成形,使兩個零件的偏載力互相抵消,同時提高生產效率。零件的橫截面由圓形過渡為矩形,周長變化較大,需要脹管工序(管端補料)。工藝路線制定為彎管→剛性模壓彎→管端補料脹管。
利用有限元分析軟件建模,對管坯進行彎曲成形模擬,設置彎管成形參數時,軸線盡量與最終所需零件的軸線相近,確保能順利放到后序成形模具型腔中,避免啃模現象的出現。圖3 所示為彎管成形時設置的參數,圖4 所示為彎管工藝分析模型,圖5 所示為彎管后的零件減薄云圖。
零件的橫截面由兩端的圓形慢慢過渡為中間的矩形,因為矩形橫截面的高度小于圓形毛坯的直徑,故需要采用壓彎預成形工序,將坯料壓扁,同時調整零件的軸線,使零件軸線基本與最終軸線一致。圖6 所示為壓彎成形工藝分析模型,圖7 所示為壓彎成形后的零件減薄云圖。

圖3 彎管成形參數
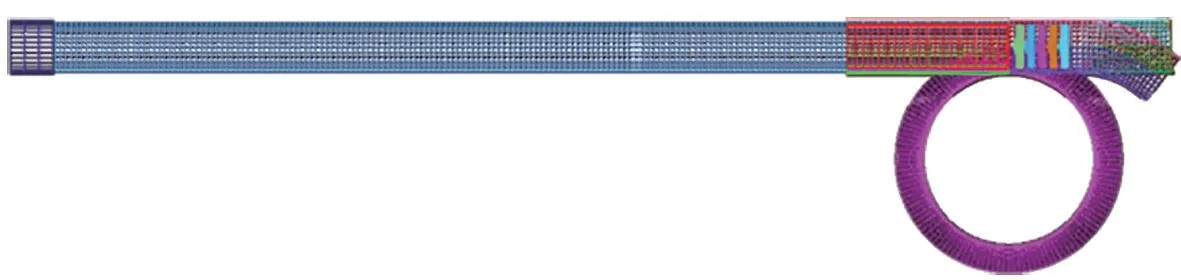
圖4 彎管工藝分析模型
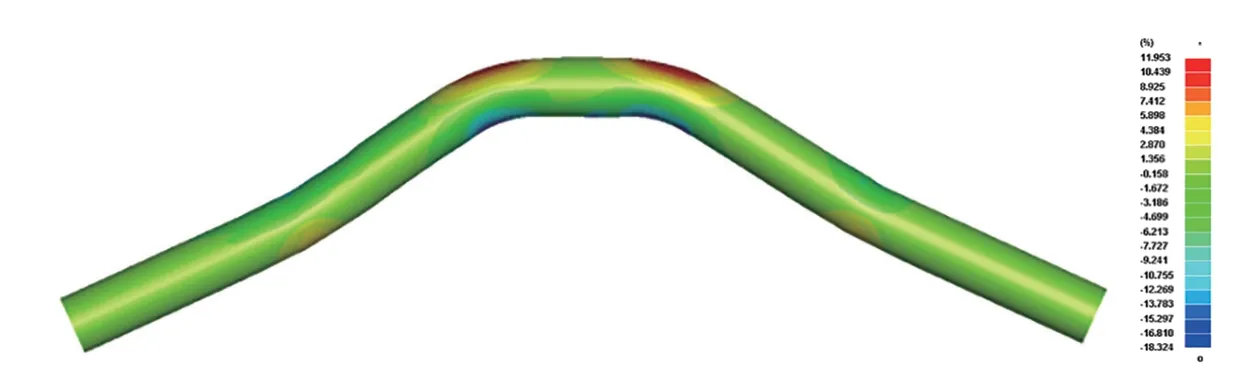
圖5 彎管后零件的減薄云圖
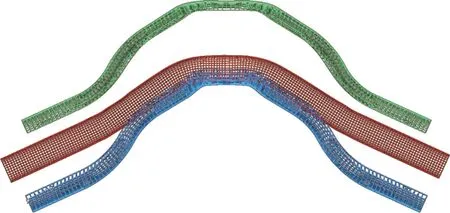
圖6 壓彎成形工藝分析模型
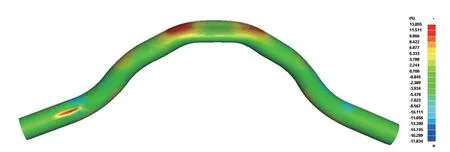
圖7 壓彎成形后零件的減薄云圖
壓彎成形完成后,利用內高壓脹形工藝成形零件最終形狀及尺寸。將零件放入脹形模具中,在無合模力的情況下,凸模下行至完全合模。施加合模力和管內液體壓力,兩端推頭推料,最大合模力1500t,最大液體壓力180MPa,最大推料量20mm。圖8 所示為管內壓力加載曲線,圖9 所示為脹形工藝分析模型,圖10 所示為脹形后的零件減薄云圖。
由圖10 可以看出脹形后零件的最大減薄率為24.3%,位于矩形截面的圓角處,大于零件技術要求中的減薄率(15%)。截面為圓管的毛坯脹形成為截面為矩形的毛坯時,脹形量最大為8.68%,圓角處最后貼模,因此減薄危險區主要集中在四個圓角及短邊處。由于減薄危險區距離管端較遠,增加側推進給量對中間減薄作用并不明顯。本文采用修改脹形零件的初始形狀(即壓彎成形后的零件形狀)的方法,提高零件的極限膨脹率,進而成形大周長矩形。在橫截面為矩形的壓彎模具的凸、凹模上增加兩個“凸包”,修改后的壓彎模具型面如圖11 所示。
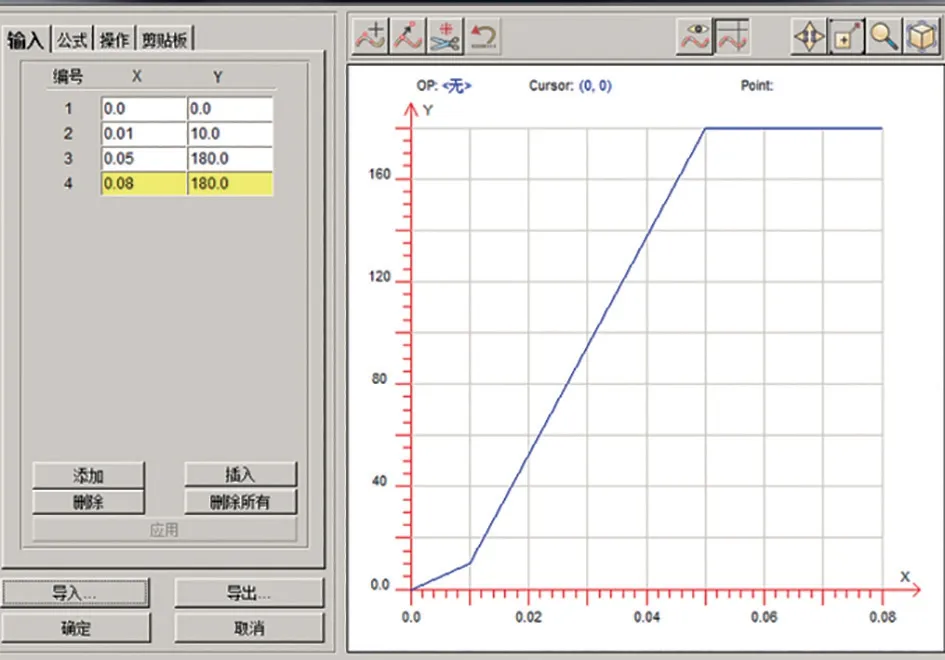
圖8 液體壓力加載曲線

圖9 脹形工藝分析模型

圖10 脹形后零件的減薄云圖
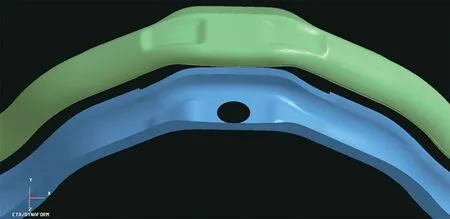
圖11 修改后的壓彎模具型面
修改型面后,零件最大減薄處在壓彎過程中的截面變化如圖12 所示,在脹管成形過程中的截面變化如圖13 所示。由圖12 可以看出壓彎成形時,利用剛性模將圓管成形為兩長邊內凹、兩短邊外凸的形狀。盡量使短邊外凸處與模具接觸,以減小內高壓成形的脹形量。長邊內凹深度在保證內壓能夠脹起的情況下盡量大,以便在內高壓脹形時為圓角處充分補料,進而減小圓角處的減薄。
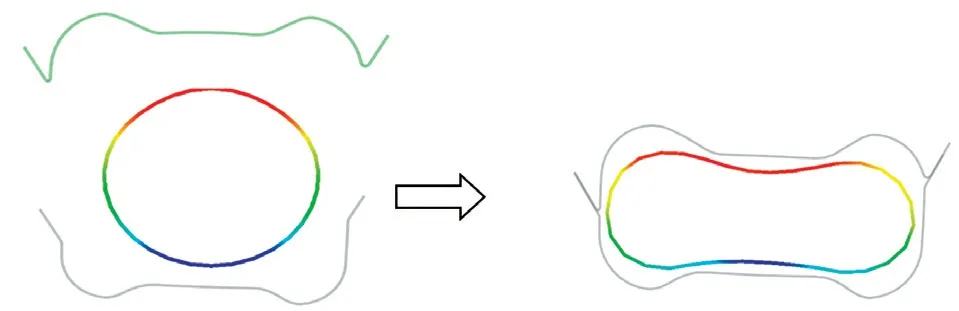
圖12 壓彎成形時矩形截面的變化
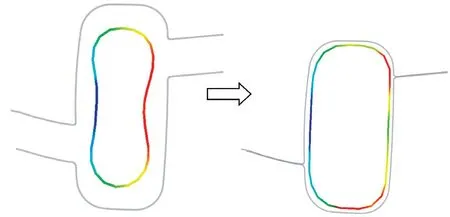
圖13 脹管成形時矩形截面的變化
由圖13 可以看出脹管成形時,將壓彎成形后的零件放在內高壓成形模中,在管內加高壓液體使得長邊凹陷脹起貼模,同時給四周圓角補料,最后四周圓角貼模成形出矩形形狀。
圖14 所示為修改壓彎模具型面后,零件最終的減薄云圖,由圖14 可以看出零件的最大減薄率是13.9%,符合技術要求中的減薄率要求,零件表面沒有明顯的起皺和破裂,此工藝方案可行。

圖14 零件最終減薄云圖
零件試制
參考模擬成形的參數進行實際零件試制,利用彎管機制作彎管,將彎管后的零件放入型面修改后的壓彎凹模中,凹模不動,凸模合模下壓,加壓300t,保壓3s。成形后零件如圖15 所示。
將壓彎成形后的零件放入脹管模具的凹模中,凹模不動,凸模合模下壓,加壓1500t,保壓同時向管內充入高壓乳化液,乳化液加壓到180MPa 后,保壓3s 后卸壓。成形后的零件如圖16 所示,最終零件沒有起皺和破裂缺陷,貼模度也滿足零件的成形要求,表面質量良好。
結論
⑴采用內高壓成形異形截面的空心管件,減少了傳統成形工藝中的焊接工序,可以成形出較傳統工藝更加復雜的截面形狀,大大提高了零件的整體強度和剛度。

圖15 壓彎成形后的零件

圖16 脹管成形后的零件
⑵內高壓成形異形截面的空心管件時,改善中間預成形模具的型面可以控制終成形過程中坯料的流動方向。
⑶通過改善壓彎模具型面,提高了零件的極限膨脹率,與傳統方法相比,可以成形出大截面周長的矩形零件,使得零件的形狀設計可以更加多樣化;提高了零件的變形均勻性。

猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
