文氏管表面粗糙度的檢測方法
2020-05-22 10:36:48陳軍宋丹張娟王偉濤
企業科技與發展 2020年1期
陳軍 宋丹 張娟 王偉濤
【摘 要】文氏管作為火焰筒中的流道件,其表面光潔度直接影響氣流的流動速度和氣流的穩定性。文章介紹了文氏管結構及主要技術特點,利用標準樣塊對文氏管表面進行粗糙度檢測,進一步確定文氏管表面粗糙度的檢測方法。
【關鍵詞】文氏管;表面粗糙度;檢測方法
【中圖分類號】TP274.4 【文獻標識碼】A 【文章編號】1674-0688(2020)01-0108-02
0 引言
某型航空發動機火焰筒,作為發動機燃燒室中的關鍵部件,處于高溫、高壓和惡劣的工作環境中,飛機的各種飛行要求和工作狀態,例如起飛、降落、巡航、加速等,使火焰筒不斷在升溫、降溫及很高的溫度中工作,材料承受著很大的交變熱應力,當熱應力超出材料的屈服極限時,便會在零件上出現裂紋或燒蝕缺陷。火焰筒上的裂紋、燒蝕直接影響發動機的穩定性、可靠性。
文氏管作為火焰筒中的流道件,其表面光潔度直接影響氣流的流動速度和氣流穩定性。為此,某機返廠大修時,要求文氏管不允許有積碳且清除積碳后文氏管粗糙度不能降低。
1 文氏管結構及主要技術特點
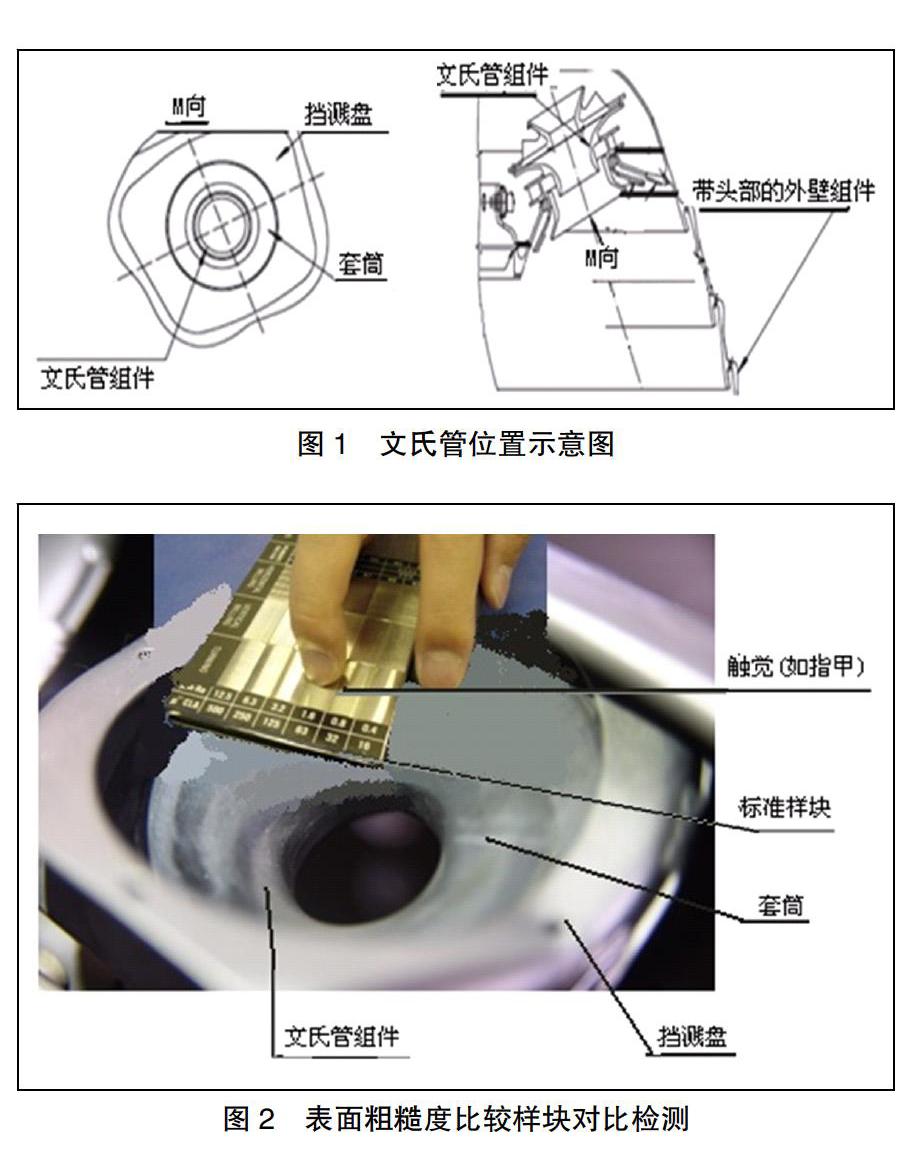
文氏管的頭部方式主要由文氏管組件(文氏管、套筒、擋濺盤)、帶頭部的外壁組件等組成(如圖1所示)。
采用帶文氏管的頭部方式進氣和進油。文氏管為中心帶孔的喇叭形精鑄件,燃油噴嘴由文氏管中心孔插入,工作時燃料由燃油噴嘴噴出,在火焰筒頭部渦流器高壓空氣作用下,燃油與空氣充分混合形成渦旋狀燃氣在火焰筒中燃燒,火焰筒中氣體膨脹推動渦輪做功,從而為飛機提供源源不斷的推力。由于文氏管表面曲率較大,無法使用粗糙度儀進行測量時,一般優先選擇粗糙度比較樣板;對于鑄造表面,至今還沒有相應的標準粗糙度樣塊,如何對文氏管進行粗糙度評定就成為難題。
1.1 表面粗糙度比較樣塊
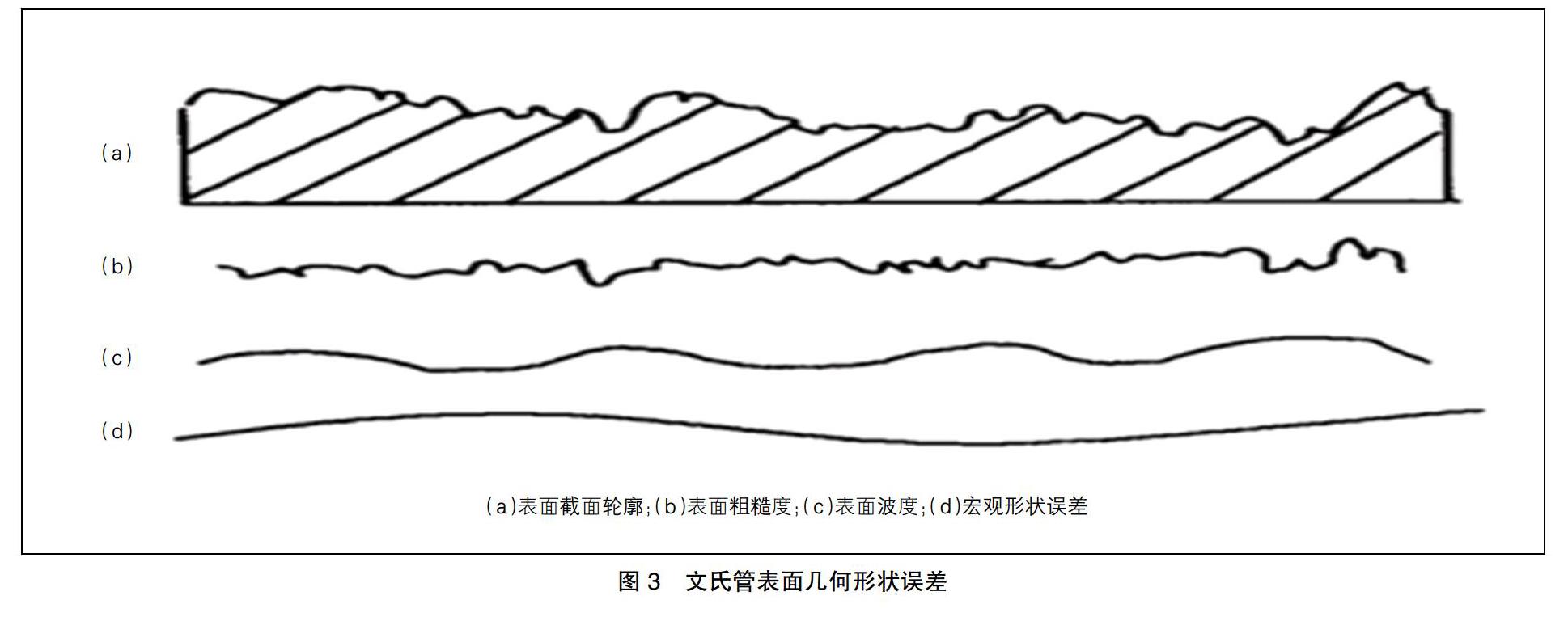
表面粗糙度比較樣塊(簡稱樣塊)是用來檢查制件表面粗糙度的一種工作量具,它的使用方法是以樣塊工作面的表面粗糙度為標準樣塊,憑觸覺(如指甲)、視覺(可借助于放大鏡、比較顯微鏡)與被檢制件表面進行比較,從而判斷文氏管表面粗糙度是否合乎要求。
如圖2所示,在進行比較時,所用的樣塊和被檢文氏管的加工方法應該相同,同時樣塊的材料、形狀、表面色澤等也應盡可能地與被檢文氏管一致。判斷的準則是根據制件加工痕跡的深淺決定文氏管表面粗糙度是否符合圖紙(或工藝)要求。當被檢文氏管的加工痕跡深淺不超過樣塊工作面加工痕跡深度時,則被檢文氏管的表面粗糙度一般不超過樣塊的標稱值。
1.2 粗糙度主要技術參數
文氏管表面粗糙度所描述的是一種形狀極其復雜的三維空間曲面,它對機械和儀器的性能有重要的作用,特別是對高速、高壓和重載荷條件下工作的機器和高精確度運動的部件作用更大。通常把文氏管表面幾何形狀的偏差分解成為粗糙度(微觀的)、波紋度(中間的)和形狀誤差(宏觀的),分別進行參數評定與實施有效控制。
(1)文氏管的某一表面圖紙上規定的是某種形狀(如平面、球面、柱面等)的幾何表面,但加工后的實際表面與幾何表面相比存在幾何輪廓形狀誤差[如圖3(a)所示]。
(2)文氏管表面粗糙度是指由加工方法在加工表面所產生的微觀形狀誤差,也稱微觀不平度,把實際表面相對理想幾何表面的幾何形狀誤差按峰谷起伏大小和節距大小分為表面粗糙度、波度和宏觀形狀誤差[如圖3(b)所示]。
(3)表面波度是指表面峰谷起伏中間距較寬并呈現出周期性的成分,波度是由機床或工件的偏擺、振動等造成的[如圖3c所示]。
(4)宏觀形狀誤差是指除粗糙度和波度之外的與理想幾何表面的偏差,零件上的不平度、不直度、不圓度等就是此類誤差[如圖3d所示]。
2 檢測技術要點及實施效果分析
文氏管表面粗糙度不包括表面缺陷,如氣孔、砂眼、劃痕、擦傷等,因此在測量時應予以排除。對于表面缺陷,必要時應另外提出要求,歸納總結出以下后期技術工作方案,用于解決生產現場技術問題。
(1)建立各件號文氏管所需種類的表面粗糙度樣塊,例如吹砂、噴涂、電火花、激光、振動光飾等不去除材料的表面粗糙度標準件。在加工零件的同時投入一個試片,試片要求平整、易于測量且無表面缺陷。該試片的粗糙度等級要求應與被測文氏管要求一致,也可同時加工高于一級和低于一級的樣片便于判斷。
(2)文氏管粗糙度樣塊應有唯一性編號,每片粗糙度樣塊都應有唯一編號并注明加工方法,以方便使用和建標。
(3)文氏管粗糙度樣塊的建標。粗糙度樣塊的建標檢測可用粗糙度檢測儀進行,根據標準樣件的建標方法進行建標。
(4)建檔與周期復查,各使用單位應對其進行臺賬管理,并實行周期管理。由于比對樣板的狀態較為穩定,周期應由各單位根據使用頻繁程度酌情制定,一般周期不超過3年。
(5)使用方面,各使用單位可根據實際情況按表面粗糙度樣板的方法使用。此項改進方法擴展了文氏管粗糙度樣板的應用范圍。
3 結論
使用粗糙度標準樣塊和文氏管表面粗糙度進行數據比對,確定文氏管曲面粗糙度的檢測方法,現場解決故障件帶頭部的外壁組件、文氏管、套筒、吹砂后表面粗糙度檢測問題,確保組件按期交付。
參 考 文 獻
[1]JJF 1099—2003,表面粗糙度比較樣塊校準規范[S].
[2]佚名.測量設備使用及維護知識——沖焊檢具及C類量具[EB/OL].https://wenku.baidu.com/view/61dfb20203d8ce2f00662352.html,2010-11-10.
[3]佚名.表面粗糙度計量[EB/OL].https://wenku.baidu.com/view/c6b76da630126edb6f1aff00bed5b9f3f80f7202.html,2019-03-27.
