退火次數對前封頭殼體焊縫組織與力學性能的影響
2020-05-22 00:44:38楊立合
航天制造技術 2020年2期
孟 強 楊立合 鄭 莉 劉 濤 秦 瑜 王 超
退火次數對前封頭殼體焊縫組織與力學性能的影響
孟 強 楊立合 鄭 莉 劉 濤 秦 瑜 王 超
(西安長峰機電研究所,西安 710065)
開展了前封頭殼體焊縫單獨退火與整體退火兩種工藝試驗研究,分析了退火次數對焊縫組織、力學性能及殼體變形的影響,對比了焊接質量、生產效率及成本。試驗結果表明:退火次數對焊縫組織的影響不大,對焊接接頭機械性能的影響可以忽略。對比焊縫單獨退火工藝,連續焊接整體退火工藝更優,能夠保證前封頭殼體焊接質量,焊接生產效率提高了100%,每件產品節約生產成本140元,同時降低了操作人員的勞動強度。
退火次數;前封頭殼體;顯微組織;力學性能

1 引言
某型號發動機前封頭殼體經多條焊縫焊接而成,該型號產品批產任務量逐年增大,要求開展前封頭殼體焊接工藝技術研究,保證產品質量,達到降本增效目的。通過開展前封頭殼體焊縫焊后退火與連續焊接整體退火兩種技術方案,對比產品質量、生產效率、成本,優選了焊接工藝過程。
2 焊接質量要求
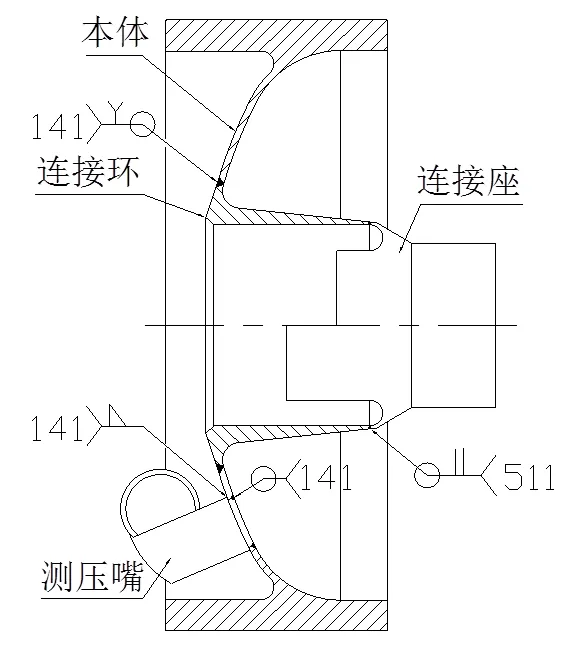
圖1 前封頭殼體結構
前封頭殼體結構如圖1所示,由連接環、連接座、本體和測壓嘴四部分零件分三次焊接而成。
前封頭殼體材料為45CrNiMo1VA,是仿照ladish公司生產的D6AC鋼研制的低合金超高強度鋼,該鋼綜合性能優良,具有良好的強韌性[1],焊接、熱處理、退火機加性能優越,在固體火箭發動機殼體方面應用尤為廣泛,現已廣泛應用于航天、軍工、機械制造等領域[2]。45CrNiMo1VA超高強度鋼化學成分見表1。

表1 45CrNiMo1VA鋼化學成分 %
焊接質量要求如下:
a.連接環與連接座采用電子束焊焊接,焊縫質量滿足QJ972—86《電子束焊接技術條件》Ⅰ級標準要求。
b.連接環與本體采用自動氬弧焊焊接,焊縫質量滿足QJ175—93《超高強度鋼熔焊通用技術條件》Ⅰ級標準要求。
c.測壓嘴與本體采用手工氬弧焊焊接,焊縫質量滿足QJ175—93《超高強度鋼熔焊通用技術條件》Ⅱ級標準要求。
3 工藝試驗
3.1 工藝方案1
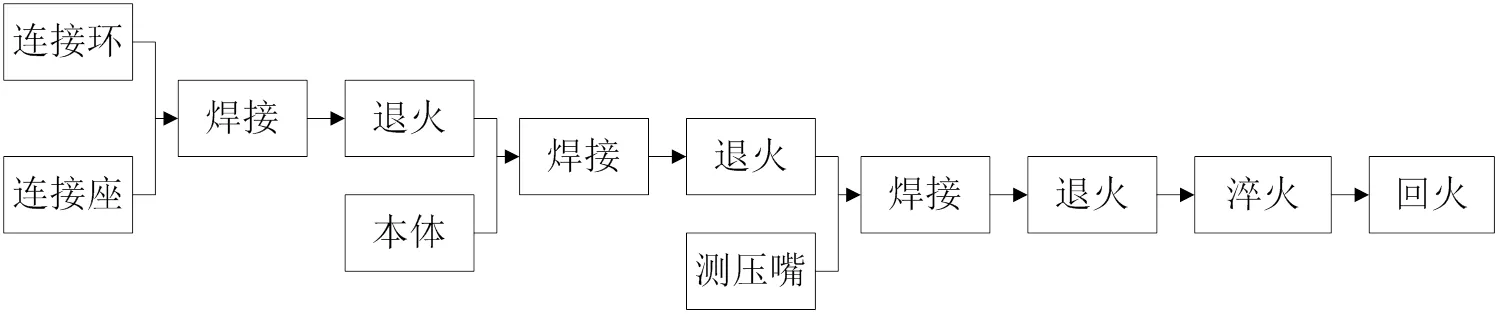
圖2 方案1工藝流程
前封頭殼體每條焊縫焊后均退火1次,再淬火、回火,工藝流程見圖2。
3.2 工藝方案2
前封頭殼體連續焊接整體退火,再淬火、回火,工藝流程見圖3。兩種方案的退火制度均為:真空退火爐加熱至700℃保溫2h,隨爐冷至150℃以下出爐空冷。
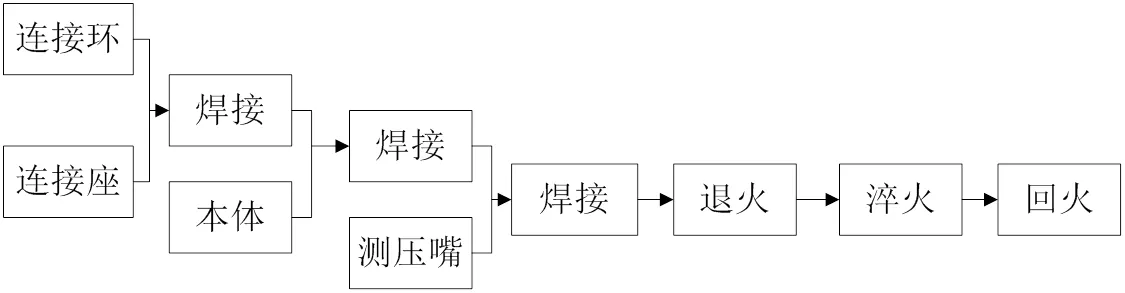
圖3 方案2工藝流程
3.3 試樣加工
采用電子束焊與氬弧焊方法、與前封頭殼體相同的焊接工藝參數焊接試件,熱處理試件后,取焊接接頭拉伸試樣、彎曲試樣和金相試樣,試樣狀態及取樣數量見表2。

表2 試樣狀態及取樣數量
4 試驗結果分析對比
4.1 顯微組織
45CrNiMo1VA鋼電子束焊后不同次數退火+淬火+回火焊縫金相組織形貌見圖4~圖6。由圖4~圖6可以看出,不同次數退火(1次、2次、3次)+淬火+回火后,焊縫區均為粗大的針狀馬氏體和貝氏體組織,熱影響區均為粗大的針狀馬氏體。對比1次、2次、3次退火后焊縫的組織形貌,各對應區域的組織基本相同。這說明退火次數對焊縫組織的影響不大,主要是由于退火溫度不夠高,時間不夠長,不足以對焊縫組織產生明顯影響。
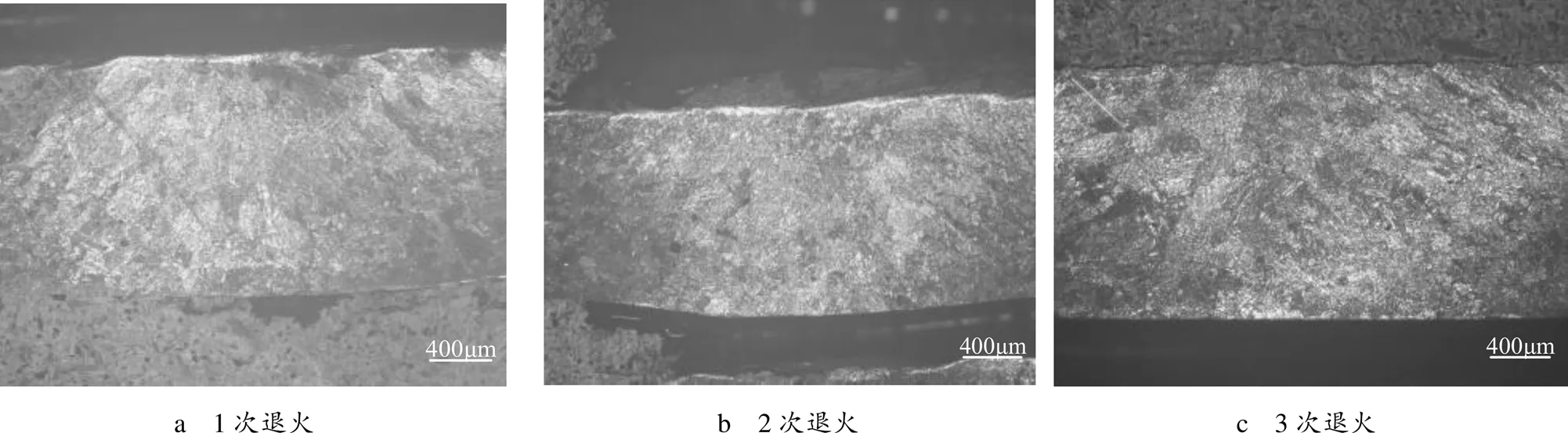
圖4 焊縫宏觀組織形貌
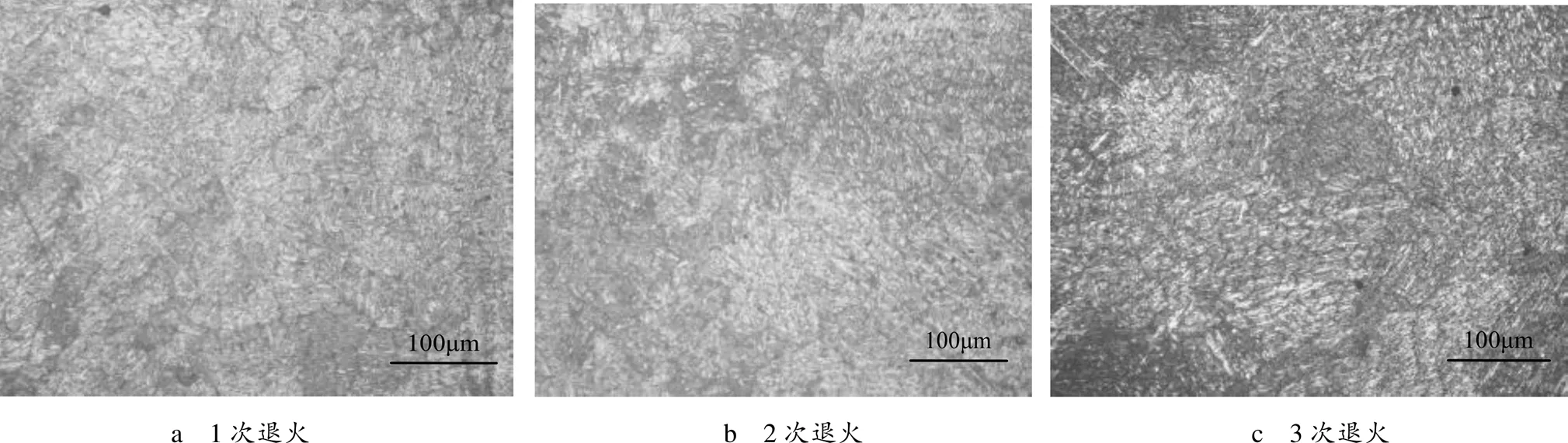
圖5 焊縫區組織形貌
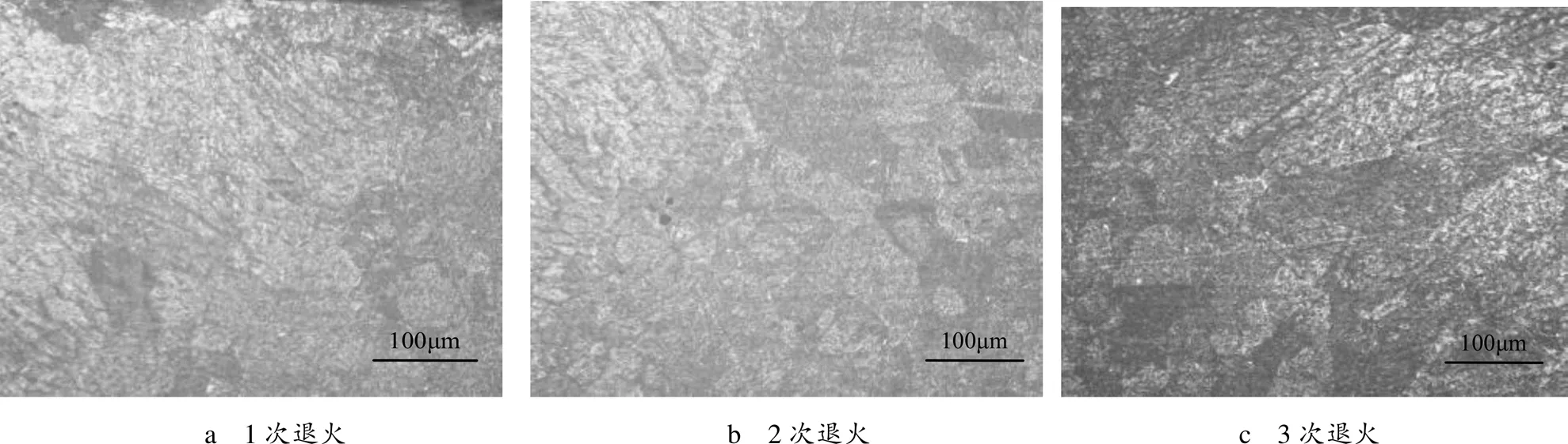
圖6 熱影響區組織形貌
4.2 機械性能
a.電子束焊焊接接頭拉伸與彎曲性能。兩種方案的電子束焊焊接接頭拉伸及彎曲性能數據見表3。

表3 兩種方案焊接接頭拉伸及彎曲性能
由表3可以看出,兩種方案的電子束焊焊接接頭抗拉強度、彎曲性能均在指標范圍內,均合格,證明不同退火次數對電子束焊焊接接頭拉伸與彎曲性能的影響可以忽略。
b.氬弧焊焊接接頭拉伸與彎曲性能。兩種方案的氬弧焊焊接接頭拉伸及彎曲性能,數據見表4。由表4可以看出,兩種方案的氬弧焊焊接接頭抗拉強度、彎曲性能均在指標范圍內,均合格,證明不同退火次數對氬弧焊焊接接頭拉伸與彎曲性能的影響可以忽略。

表4 兩種方案焊接接頭拉伸及彎曲性能
4.3 殼體變形
a.兩種方案前封頭殼體焊后長度對比見表5。

表5 兩種方案前封頭殼體焊后長度
由表5可見,方案1和方案2實施后,前封頭殼體焊后長度偏差不大,焊接收縮量差異不大。兩種方案前封頭殼體焊后長度均能滿足后續機加工需求。
b.方案1連接環與本體焊接退火后,與方案2連續焊接整體退火后,檢驗人員均采用型面檢驗樣板檢連接環與本體焊縫兩側型面,經檢驗,型面無變形,檢驗結果合格。
4.4 生產效率及成本

表6 兩種方案前封頭殼體焊接生產效率
兩種工藝方案前封頭殼體焊接生產效率見表6,對比方案1,方案2焊接生產效率提高100%。對比方案1,方案2每件產品節約設備能耗成本140元,見表7。

表7 方案2節約成本
5 結束語
針對前封頭殼體焊接兩種工藝方案進行了工藝試驗,研究、分析、對比試驗結果,得到以下結論:
a.退火次數對焊縫組織的影響不大;
b.退火次數對焊接接頭機械性能的影響可以忽略;
c.對比方案1,方案2連續焊接整體退火的工藝方案更佳,焊接生產效率提高100%,每件產品節約生產設備能耗成本140元,同時降低了操作人員的勞動強度。
1 柳燕,姜華,錢曉亮,等. D6AC低合金超高強度鋼的MAG焊接頭組織與性能分析[J]. 國防制造技術,2013(3):46~48
2 趙宇迪,王靜薇. D6AC超薄燃燒室殼體數控旋壓成型工藝研究[J].航天制造技術,2012(6):50~52
Effects of Annealing Times on Microstructure and Mechanical Properties of Front Dome Shell Welds
Meng Qiang Yang Lihe Zheng Li Liu Tao Qin Yu Wang Chao
(Xi’an Changfeng Research Institute of Mechanism and Electricity, Xi’an 710065)
In the paper, the welds of front dome shell were separately annealed and integrally annealed, these were studied by two process experiments. The effect of annealing times on microstructure, mechanical properties of joints and deformation of shell have been analyzed. The welding quality, the production efficiency and the cost were contrasted. The result revealed that annealing times had little effect on weld microstructure. The effect of annealing times on mechanical properties of joints could be ignored. Compared with separate annealing process, the process of continuous welding and integral annealing was better. It can guarantee the quality of welding for front dome shell. The production efficiency of welding was increased by 100%, meanwhile, the cost of per product was saved 140 yuan, and the labor intensity of operators was reduced.
annealing times;front dome shell;microstructure;mechanical properties
孟強(1985),碩士,材料加工工程專業;研究方向:航天發動機焊接技術。
2019-12-01
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24