基于三坐標測量機的曲面輪廓度坐標測量技術
2020-05-22 00:42:08歐陽婷婷劉延平彭江濤寧麗霞
航天制造技術 2020年2期
歐陽婷婷 劉延平 彭江濤 寧麗霞 韓 晉
基于三坐標測量機的曲面輪廓度坐標測量技術
歐陽婷婷 劉延平 彭江濤 寧麗霞 韓 晉
(天津航天長征火箭制造有限公司,天津 300462)
針對采用三坐標測量機測量曲面輪廓度問題,分析兩件航天產品工裝在有基準約束、無基準約束條件下的輪廓度測量方法差異。不完全基準約束的曲面輪廓度測量,測量點與被測件理論模型只能在公差帶未被約束方向最佳擬合;完全基準約束曲面輪廓度測量,應按照被測曲面的設計基準建立測量坐標系,且不應對測量點與被測件理論模型最佳擬合;無基準約束曲面輪廓度測量,應對測量點與被測件理論模型六自由度無約束最佳擬合;不同的測量坐標系建立方法對無基準約束的曲面輪廓度的實測值無影響。
三坐標測量機;曲面輪廓度;坐標測量技術

1 引言
曲面輪廓度是零件制造過程中應用較多且難于測量和評定的形位公差項目,評價被測空間實際曲面輪廓與理想曲面輪廓的符合程度,是任意曲面偏離設計要求的形狀而提出的技術指標[1]。曲面輪廓度測量方法有仿形法、輪廓樣板法、投影法和坐標法[2]。在航天制造企業中,鈑金成型模具、鑄造型胎、機床S型試切件等型面因制造精度較高,通常采用三坐標測量機測量曲面輪廓度,根據輪廓度偏差大小判斷產品成型工裝及機床能否投入使用。因此,曲面輪廓度測量具有重大意義。以三坐標測量機論述曲面輪廓度坐標測量技術及相關注意事項,為工程應用提供參考。
2 曲面輪廓度[3]
2.1 有基準約束的曲面輪廓度
有基準約束的曲面輪廓度是指被測曲面輪廓與產品其他幾何要素有相對位置要求,其公差帶位置受約束。按約束程度分類,有基準約束的曲面輪廓度包含不完全基準約束和完全基準約束的曲面輪廓度。
2.1.1 不完全基準約束的曲面輪廓度
如圖1所示,基準平面和理論尺寸約束曲面輪廓度公差帶繞、軸的翻轉及軸方向的平移,并確定了公差帶在上下方向的位置。
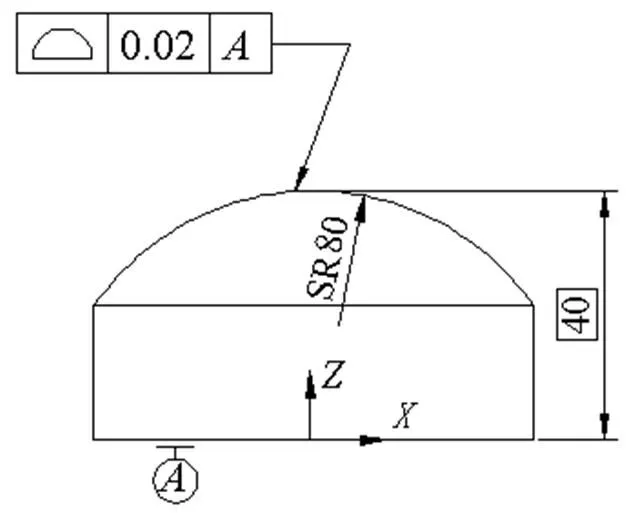
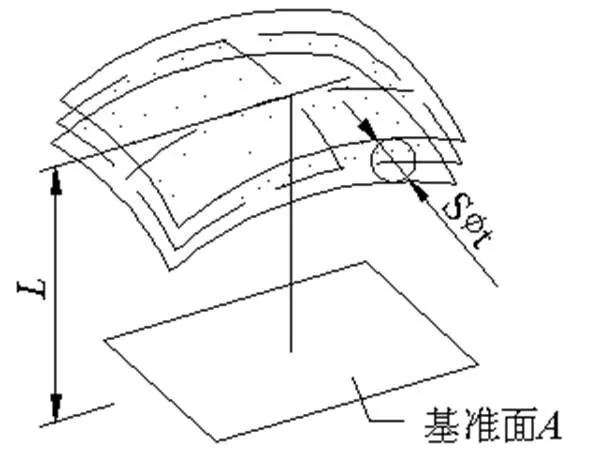
圖1 不完全基準約束的輪廓度公差帶
2.1.2 完全基準的曲面輪廓度
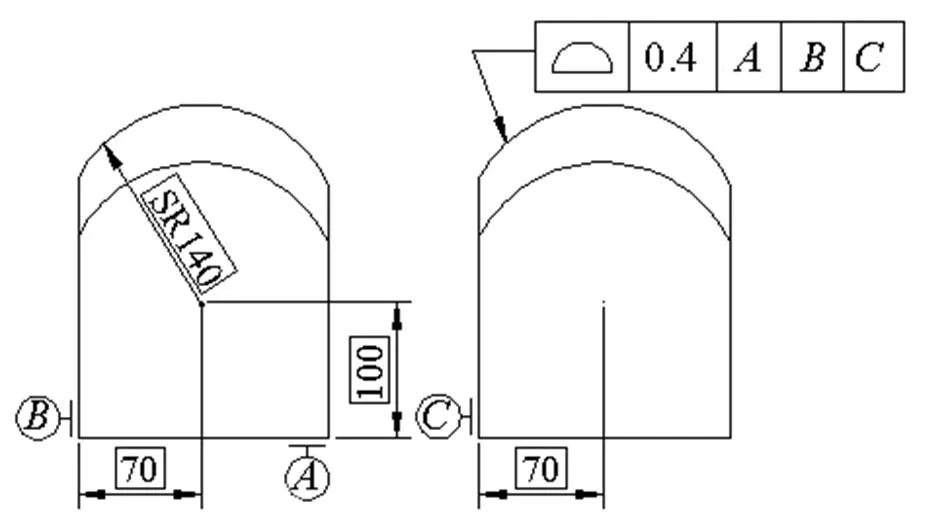
如圖2所示,基準面、、完全固定了被測曲面的輪廓度公差帶的位置,各方向的自由度均被約束。
2.1.3 無基準約束的曲面輪廓度
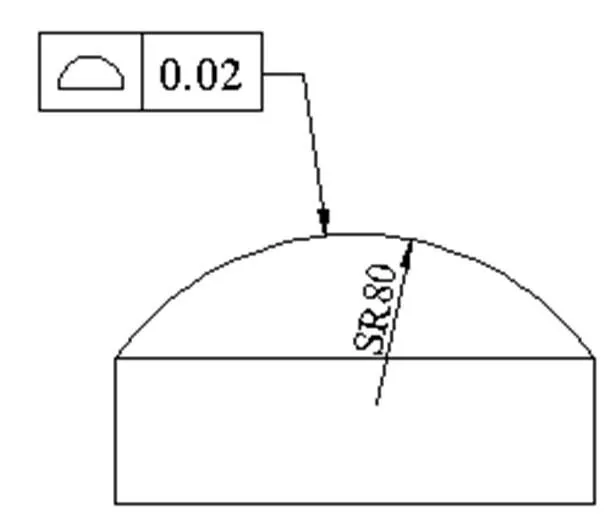
無基準約束的曲面輪廓度是指被測曲面輪廓與產品其他幾何要素無相對位置要求,其公差帶位置浮動。如圖3所示,被測曲面位于相對理論曲面對稱分布的寬度為0.02mm的公差帶區域內即為合格。
3 測量方法
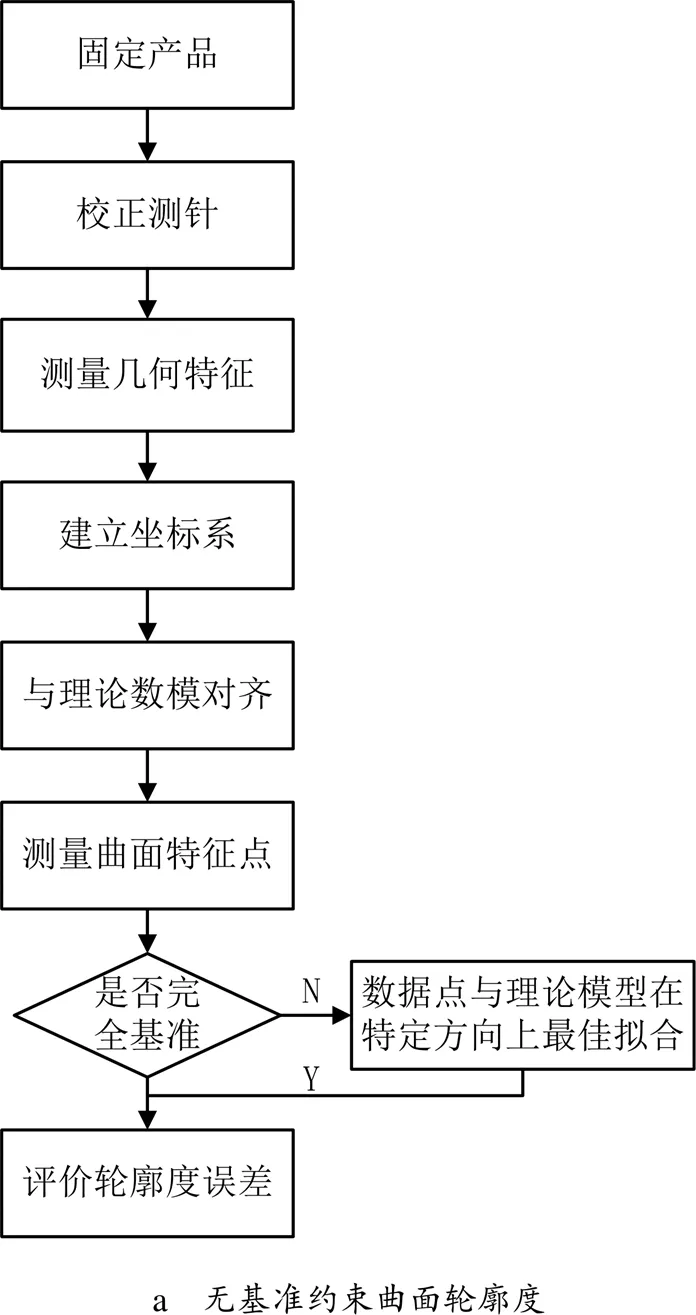
曲面輪廓度坐標測量方法如下:采用三坐標測量機的測針在被測產品曲面上按一定間距采集特征點的坐標,經數據處理得到與對應理論數模點的偏差值,并以最大偏差值的兩倍作為被測曲面的輪廓度誤差,詳細的測量流程如圖4所示。無基準約束的曲面輪廓度測量,因被測曲面與其他幾何要素無特定的位置要求,數據處理時可通過所有特征點數據與曲面理論模型最佳擬合處理,使輪廓度偏差均勻化,以獲取最佳測量數據;有基準約束的曲面輪廓度測量,應視其公差帶自由度約束情況確定最佳擬合方法。當最佳擬合方法選擇不當時,曲面測量數據相對于理論模型將產生不合理的平移或旋轉,導致被測曲面與基準要素無法保持特定的相對位置關系,難以滿足產品的測量精度要求。
4 案例分析
4.1 案例一
測量錐形定位工裝曲面輪廓度,其形位尺寸要求如圖5所示。
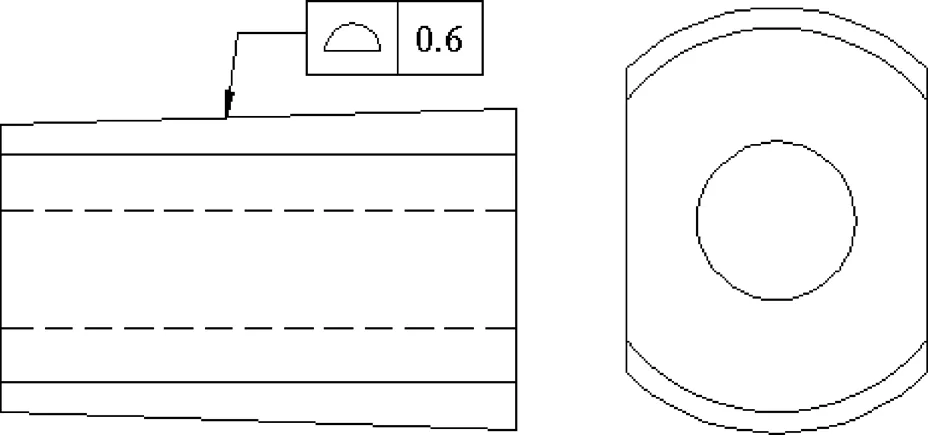
圖5 工裝示意圖
4.1.1 分析工裝測量內容
根據工裝測量要求可知,其被測曲面與其他幾何要素無特定相對關系,只需測量實際曲面輪廓與理論模型的偏差,屬于無基準約束的曲面輪廓度測量。測量過程如圖4a所示。
4.1.2 測量設備參數
三坐標測量機示值精度(8+/200)μm,滿足工裝測量需求。
4.1.3 建立測量坐標系
將工裝立放在測量機平臺上后,利用探針手動測量以下3組特征,分別采用3-2-1對齊和6點定位對齊方法建立坐標系,見表1及圖6。確認坐標系各軸方向及原點位置與理論模型坐標系一致后對齊。

表1 對齊方案
4.1.4 測量曲面特征點并進行最佳擬合處
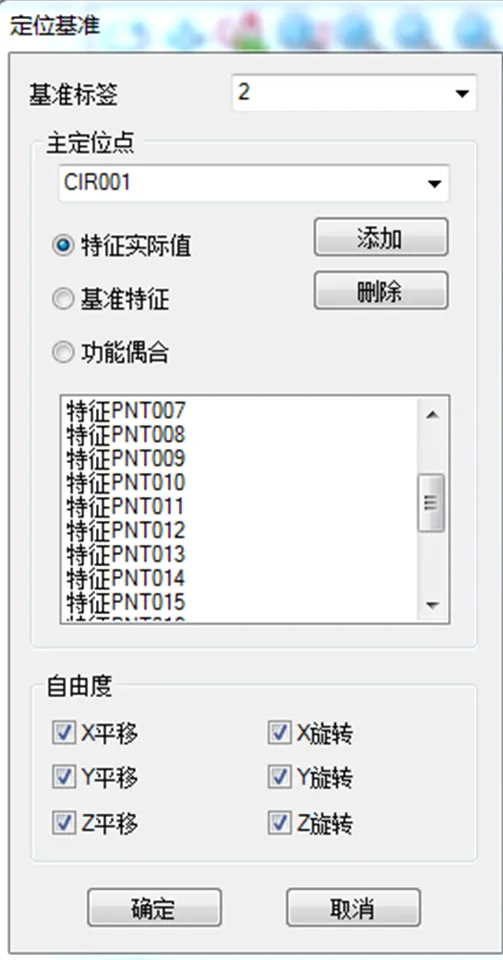
圖7 特征點與產品理論模型
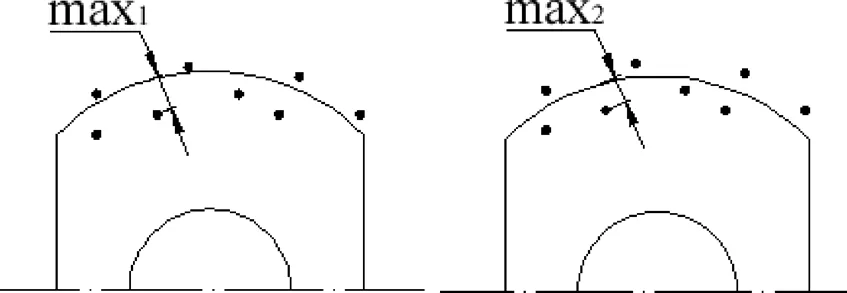
圖8 max1向max2轉變
在被測曲面上按一定間距采集24個特征點,選中所有點特征與產品理論模型進行最佳擬合處理(特征點相對理論模型作平移和旋轉),使輪廓度偏差均勻化。如圖7、圖8所示,經最佳擬合后輪廓度偏差由max1向max2轉變,得到較準確的測量數據。
4.1.5 評價曲面輪廓度
分別在坐標系1和坐標系2下評價面輪廓度誤差,測量結果如表2所示。
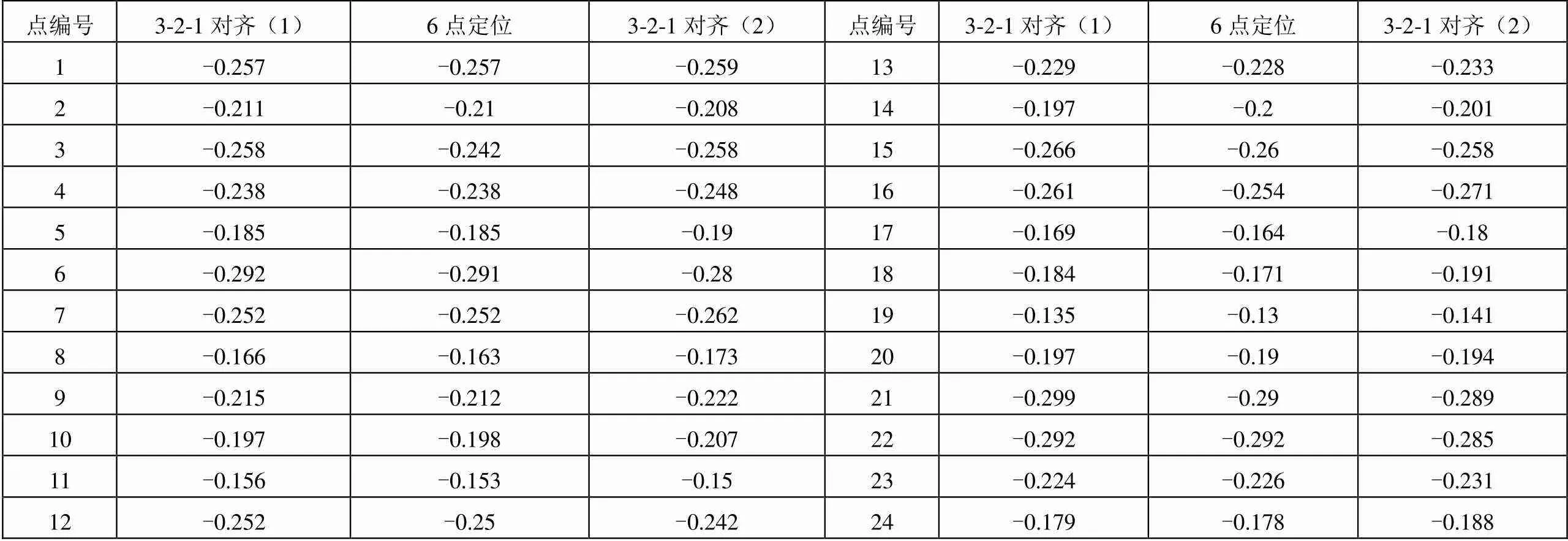
表2 測量數據
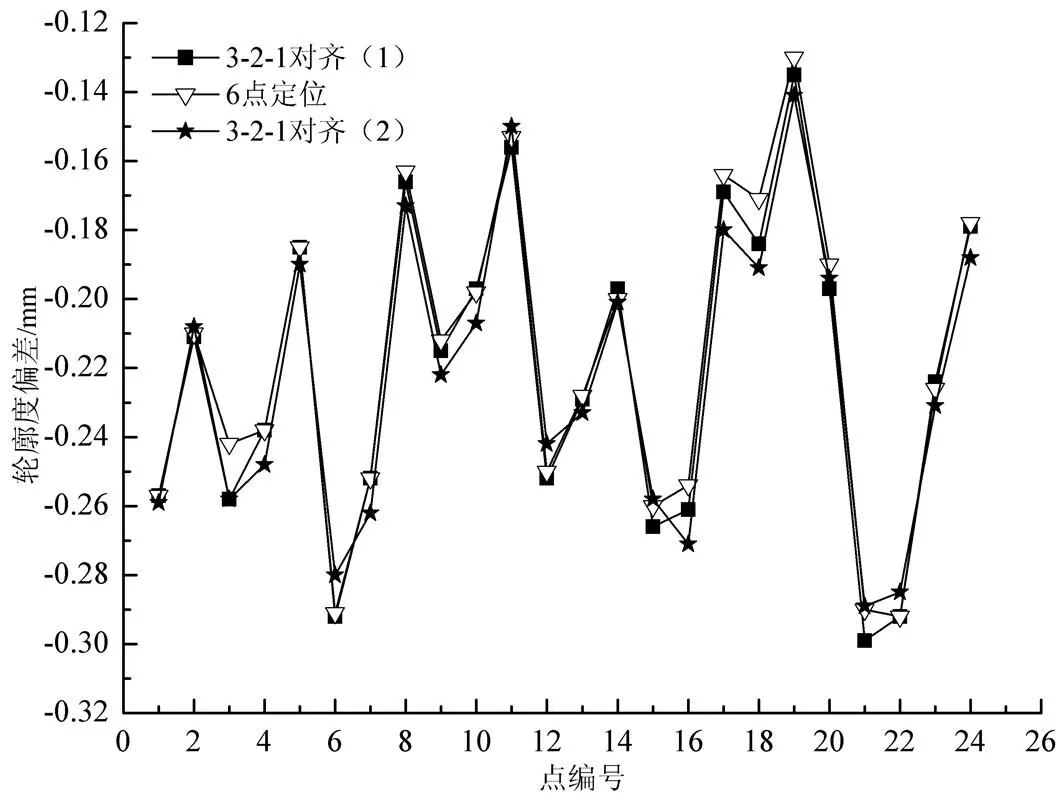
圖9 測量數據對比
圖9為測量數據曲線,可知:采用不同幾何要素建立坐標系,測量數據最佳擬合后,工裝輪廓度測量結果差異不大于0.02mm。因此,測量無基準約束的曲面輪廓度,其誤差基本不受坐標系建立方法的影響。該工裝的輪廓度誤差為0.598mm。
4.2 案例二
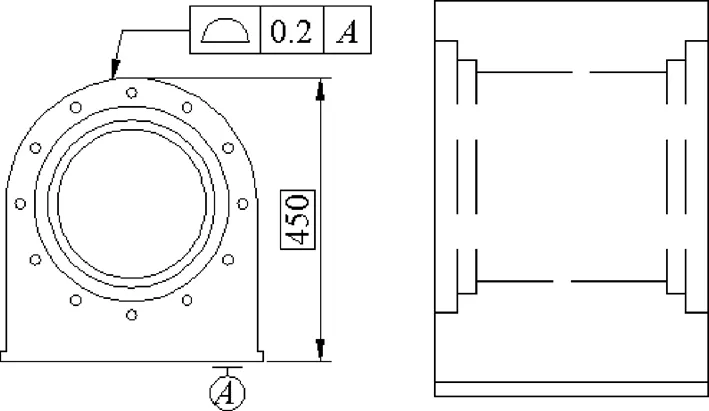
圖10 工裝測量要求
測量某航天型號工裝曲面輪廓度,其形位尺寸要求如圖10所示。
4.2.1 分析產品測量內容
由工裝圖紙可知,其被測曲面與基準平面有相對位置要求,由理論尺寸450確定該公差帶高度方向的位置,屬于不完全基準曲面輪廓度測量。測量過程如圖4b所示。
4.2.2 測量設備參數
三坐標測量機示值精度(8+/200)μm,滿足工裝測量需求。
4.2.3 建立測量坐標系
將工裝立放于三坐標測量機平臺上,利用探針手動測量基準平面、水平方向直線1及中心圓。坐標系建立如圖11所示,基準平面的法向為+軸,其幾何中心為Z軸零點,直線1為+軸、軸零點,中心圓圓心設為軸零點。確認坐標系各軸方向及原點位置與理論模型坐標系一致后對齊。

圖11 測量坐標系建立方法
4.2.4 測量曲面特征點并最佳擬合處理
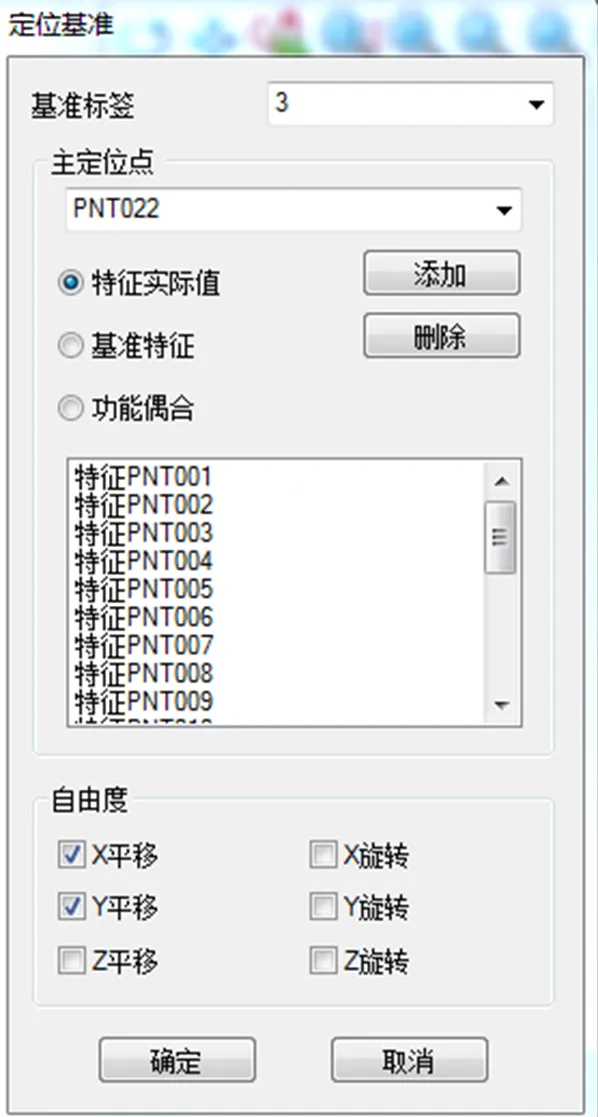
圖12 數據點最佳擬合
a. 分析被測曲面約束方向。被測曲面與基準平面在高度方向上有理論尺寸要求,其輪廓度公差帶沿軸方向平移、繞軸旋轉及軸旋轉,3個自由度受約束;其次,被測曲面的約束方向為(0,1,0),其公差帶繞軸旋轉受約束。因此,處理數據時不應在此4個方向上最佳擬合。b. 測量曲面特征點。在被測曲面上按一定間距采集28個特征點,選中所有點特征與工裝理論模型沿軸/軸平移方向最佳擬合處理,見圖12。
4.2.5 評價輪廓度
所有數據點與理論模型最佳擬合后,該工裝曲面輪廓度誤差最大值為0.25mm。
5 結束語
詳細論述了三坐標測量機對曲面輪廓度坐標測量技術,關鍵技術點主要包括:
a. 不完全基準約束的曲面輪廓度測量,應注意分析被測輪廓度公差帶的約束方向,測量數據點與被測件理論模型只能在公差帶未被約束的方向上最佳擬合。
b. 完全基準約束的曲面輪廓度測量,應按照被測曲面的設計基準建立測量坐標系,且不應對測量數據點與被測件理論模型最佳擬合,輪廓度實測值直接在測量坐標系下評價。
c. 無基準約束的曲面輪廓度測量,應對測量數據點與被測件理論模型六自由度無約束最佳擬合,以獲取準確的輪廓度實測值。
d. 不同的測量坐標系建立方法對無基準約束的曲面輪廓度的實測值基本無影響。
1 王林艷,王建華. 基于坐標法的復雜曲面輪廓度的誤差評定[J]. 西安工業學院學報,2006,26(3):228~229
2 王伯平,曾建潮. 一種自調整的空間面輪廓度誤差的評定方法[J]. 計量學報,2002,23(2):106
3 李明,費麗娜. 幾何坐標測量技術及應用[M]. 北京:中國標準出版社,2012
Measuring Technique of Surface Profile Based on Coordinate Measurement Machines
Ouyang Tingting Liu Yanping Peng Jiangtao Ning Lixia Han Jin
(Tianjin Long March Rocket Aerospace Manufacturing Co., Ltd., Tianjin 300462)
Aiming to solve the problems in measuring surface profile with three dimensional coordinate measuring machine, the paper analyzes the differences between the methods with and without datum constraints in measuring two aerospace product toolings. When the surface profile is measured with incomplete datum constraint, the measured point and the theoretical model can be best fit in the tolerance zone without constraint, while in the condition of complete datum constraint, the best fitting shall not be processed and measuring coordinate system shall be set up according to the designed datum of the measured surface. In the surface profile measuring without datum constraint, 6-DOF best fitting shall be processed, and various measuring methods have no influence on the measured surface.
three-dimensional measuringmachine;surfaceprofile;coordinate measuring technique
歐陽婷婷(1988),工程師,精密測量專業;研究方向:航天產品精密檢測技術。
2020-01-08
猜你喜歡
當代陜西(2022年5期)2022-04-19 12:10:18
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:28
湘潮(上半月)(2021年4期)2021-07-20 08:05:28
汕頭大學學報(自然科學版)(2020年4期)2020-12-14 07:05:00
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
學習月刊(2015年21期)2015-07-11 01:51:44