
全自動(dòng)液壓制磚機(jī)配料控制系統(tǒng)設(shè)計(jì)
2020-05-21 01:35:44吳林峰王建立朱漢濤宋珺頤沈越
機(jī)械 2020年4期
關(guān)鍵詞:設(shè)計(jì)
吳林峰,王建立,朱漢濤,宋珺頤,沈越
全自動(dòng)液壓制磚機(jī)配料控制系統(tǒng)設(shè)計(jì)
吳林峰1,王建立1,朱漢濤2,宋珺頤1,沈越1
(1.華北水利水電大學(xué) 機(jī)械學(xué)院,河南 鄭州 450045;2.鄭州三和水工機(jī)械有限公司 技術(shù)中心,河南 鄭州 450100)
我國(guó)粉煤灰在建材制磚方面得到廣泛應(yīng)用。本文結(jié)合每次產(chǎn)轉(zhuǎn)24塊,年產(chǎn)量0.8億塊的一種三梁四柱式液壓制磚機(jī),設(shè)計(jì)一種由PLC控制的自動(dòng)配料和輸料系統(tǒng)。該配料系統(tǒng)根據(jù)粉煤灰物料特點(diǎn)和配料、供料方式,由三個(gè)罐子單獨(dú)裝料和稱重粉煤灰、水泥和水,由PLC控制配料和輸送實(shí)現(xiàn)全程自動(dòng)化操作。同時(shí)利用控制系統(tǒng)仿真軟件組態(tài)王對(duì)該設(shè)備控制系統(tǒng)進(jìn)行了控制仿真,保證了控制系統(tǒng)生產(chǎn)安全可靠,配料精確,效率高,提升了企業(yè)競(jìng)爭(zhēng)力。
全自動(dòng)液壓制磚機(jī);配料系統(tǒng);自動(dòng)配料;PLC控制系統(tǒng)
在工業(yè)生產(chǎn)中,配料與傳送是一種常見的用于多種物料混合的系統(tǒng),可以實(shí)現(xiàn)自動(dòng)配比物料,攪拌混合,運(yùn)輸傳送等多項(xiàng)生產(chǎn)過(guò)程,實(shí)際生產(chǎn)過(guò)程中經(jīng)常會(huì)有大批量物料進(jìn)行配比組合的情況,如果手動(dòng)計(jì)算下料量再對(duì)設(shè)備進(jìn)行設(shè)定,不僅在一定程度上可能影響工程進(jìn)度,還易出錯(cuò),效率也不高,因此采用全自動(dòng)配料控制可以很好的解決上述問(wèn)題,還可以帶來(lái)良好的經(jīng)濟(jì)效益[1-3]。本文就針對(duì)一種粉煤灰全自動(dòng)液壓制磚機(jī)控制系統(tǒng)進(jìn)行研究。
1 全自動(dòng)液壓制磚機(jī)控制系統(tǒng)設(shè)計(jì)
1.1 配料系統(tǒng)工作特性
制磚機(jī)配料由粉煤灰、水泥、水按照一定配比進(jìn)行混合,通過(guò)送料風(fēng)機(jī)輸送加料,每個(gè)料罐的上方都安裝有除塵裝置,避免異物落入料罐中使配料不精確,在實(shí)際進(jìn)料過(guò)程中會(huì)出現(xiàn)物料結(jié)塊的現(xiàn)象,設(shè)計(jì)有機(jī)震裝置,一旦物料堵塞管道,啟動(dòng)機(jī)震按鈕,避免這種現(xiàn)象的發(fā)生。對(duì)每個(gè)料管進(jìn)行物料輸送是螺旋進(jìn)給的方式,同時(shí)設(shè)定配料比,可設(shè)置不同物料的計(jì)量和配料次數(shù)[2]。當(dāng)三種物料按照配比足量的輸送到混合罐中,會(huì)有重量信號(hào)傳送到控制系統(tǒng)PLC,配料完成后由小車運(yùn)走,循環(huán)往復(fù)。配料系統(tǒng)由儲(chǔ)罐,送料裝置,稱重裝置,輸送裝置和微電腦控制系統(tǒng)組成,可進(jìn)行不同材料不同配方的配料[3]。考慮到物料出料時(shí)可能存在卸料不干凈的問(wèn)題,選擇料式稱量方法[5-7]。
1.2 PLC控制系統(tǒng)軟件設(shè)計(jì)
PLC控制程序有校稱程序、稱重程序、手動(dòng)控制程序,校稱程序用于首次稱重,此時(shí)需要進(jìn)行校稱來(lái)保證配料精度,稱重程序這部分是稱重環(huán)節(jié),首先需要請(qǐng)求稱重,當(dāng)混合罐當(dāng)前重量大于設(shè)定值,需要通過(guò)手動(dòng)將余料卸完解除警報(bào),再重新進(jìn)行請(qǐng)求稱重,如果混和罐的重量在設(shè)定值范圍內(nèi)則可進(jìn)行稱料手動(dòng)控制程序此部分是吹料環(huán)節(jié),通過(guò)手動(dòng)輸入料罐的編號(hào)即所需傳送的位置,再打開相應(yīng)岔道閥,將車料里的物料通過(guò)吹料機(jī)進(jìn)行傳送,具體輸入、輸出地址分配如表1所示。
1.3 PLC控制程序
1.3.1 校稱程序
校稱程序是校稱系統(tǒng)中校零點(diǎn)和校線性,首次稱重需要進(jìn)行校稱來(lái)保證配料精度。通過(guò)輸入AD值A(chǔ)IW0輸出皮重VW50,如圖1所示。
校線性時(shí),通過(guò)輸入AD值輸出線性1,然后經(jīng)過(guò)減法指令SUB_I,將線性1與皮重相減得到一個(gè)值,把它賦給ACO,再通過(guò)I_DI指令,實(shí)現(xiàn)由16位字節(jié)擴(kuò)大為32位字節(jié),更符合實(shí)際配料過(guò)程中物料重量的變化幅度。然后通過(guò)DI_R雙整數(shù)轉(zhuǎn)換成浮點(diǎn)數(shù)指令,浮點(diǎn)數(shù)就是小數(shù),使配料精度更完善,最后通過(guò)DIV_R浮點(diǎn)數(shù)除法指令將輸入的砝碼重量與ACO相除得到線性結(jié)果VD64,如圖2所示[8-11]。

表1 輸入、輸出地址分配

圖1 校零點(diǎn)
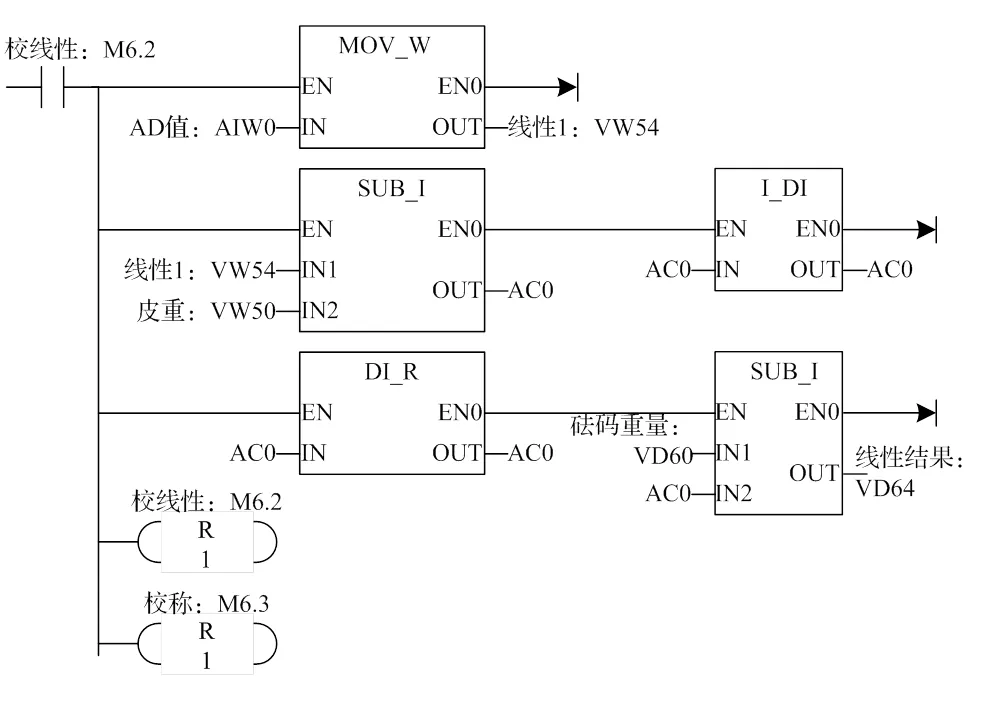
圖2 校線性
當(dāng)前稱重使用了I_DI和DI_R兩個(gè)模塊,先將AD值賦予到AC1中,再將AC1值輸送到VD68代表實(shí)際當(dāng)前AD值,之后通過(guò)乘法指令將當(dāng)前AD值與線性結(jié)果64相乘得到當(dāng)前重量VD72,如圖3所示。

圖3 當(dāng)前重量
將罐A實(shí)際值乘以0.9得到緩稱值VD84,罐B實(shí)際值乘以0.9得到緩稱值VD92,罐C實(shí)際值乘以0.9得到緩稱值VD58,如圖4所示。
1.3.2 稱重程序
稱重環(huán)節(jié),首先需要請(qǐng)求稱重,當(dāng)混合罐當(dāng)前重量大于設(shè)定值,需要通過(guò)手動(dòng)將余料卸完解除警報(bào),再重新進(jìn)行請(qǐng)求稱重,如混和罐的重量在設(shè)定值范圍內(nèi)則可進(jìn)行稱料,此時(shí)混合罐在轉(zhuǎn)換后的總重量為VD72,如圖5所示。
罐A進(jìn)行具體稱重,當(dāng)罐A中的當(dāng)前值余料小于設(shè)定值時(shí)進(jìn)入緩稱期,通過(guò)校稱部分使余料大于設(shè)定值則進(jìn)入螺旋給料到混合罐,之后通過(guò)MOV_R實(shí)數(shù)傳送,輸入VD72輸出VD96即料A的總重量,再通過(guò)SUB_R減法指令,將VD72-VD96=VD100即罐B的當(dāng)前值,如圖6所示。

圖4 罐A/B/C緩稱值

圖5 請(qǐng)求稱重
同理設(shè)置罐B進(jìn)行稱重,當(dāng)罐B中的當(dāng)前值余料小于設(shè)定值時(shí)進(jìn)入緩稱期,通過(guò)校稱部分使余料大于設(shè)定值則進(jìn)入螺旋給料到混合罐,之后通過(guò)MOV_R實(shí)數(shù)傳送,輸入VD100輸出VD140即料B的總重量,再通過(guò)兩步SUB_R減法指令,先將VD72-VD96的值傳送給AC2,再通過(guò)AC2-VD140=VD54即罐C的當(dāng)前值,如圖7所示。
罐C進(jìn)行稱重時(shí),當(dāng)罐C中的當(dāng)前值余料小于設(shè)定值時(shí)進(jìn)入緩稱期,通過(guò)校稱部分使余料大于設(shè)定值則進(jìn)入螺旋給料到混合罐,至此,罐A稱完成,罐B稱完成,罐C稱完成稱重,如圖8所示。
最后通過(guò)一個(gè)只加計(jì)數(shù)器指令可實(shí)時(shí)監(jiān)控稱重完成次數(shù),只加計(jì)數(shù)器符號(hào)表示為CTU,PV表示設(shè)定值端,當(dāng)有脈沖輸入時(shí),即進(jìn)入稱重到A、B、C全部稱完成時(shí),觸點(diǎn)閉合,如果復(fù)位信號(hào)接通,即請(qǐng)求稱重M6.5閉合,當(dāng)前值為0,觸點(diǎn)斷開,如圖9所示。
1.3.3 手動(dòng)控制程序
吹料環(huán)節(jié),通過(guò)手動(dòng)輸入料罐的編號(hào)即所需傳送的位置,再打開相應(yīng)岔道閥,將車料里的物料通過(guò)吹料機(jī)進(jìn)行傳送,如圖10所示。
配料前還需要準(zhǔn)備工作:除塵裝置和振動(dòng),當(dāng)打開左除塵按鈕I0.4,即啟動(dòng)A除塵電磁閥Q0.6,進(jìn)行A除塵;當(dāng)啟動(dòng)按鈕I0.5即進(jìn)行右除塵操作,B除塵電磁閥Q0.7打開,開始B除塵,當(dāng)啟動(dòng)按鈕I1.5即進(jìn)行C除塵操作,C除塵電磁閥Q2.0打開,開始C除塵;當(dāng)點(diǎn)擊左震動(dòng)按鈕I0.6,即啟動(dòng)A的機(jī)震電磁閥Q1.0,這時(shí)A開始機(jī)震,當(dāng)點(diǎn)擊右震動(dòng)按鈕I0.7,即啟動(dòng)B的機(jī)震電磁閥Q1.1,這時(shí)進(jìn)行B機(jī)震,當(dāng)打開C震動(dòng)按鈕I1.6,即啟動(dòng)C機(jī)震電磁閥Q2.1,進(jìn)行C機(jī)震,如圖11所示。

圖6 罐A稱重
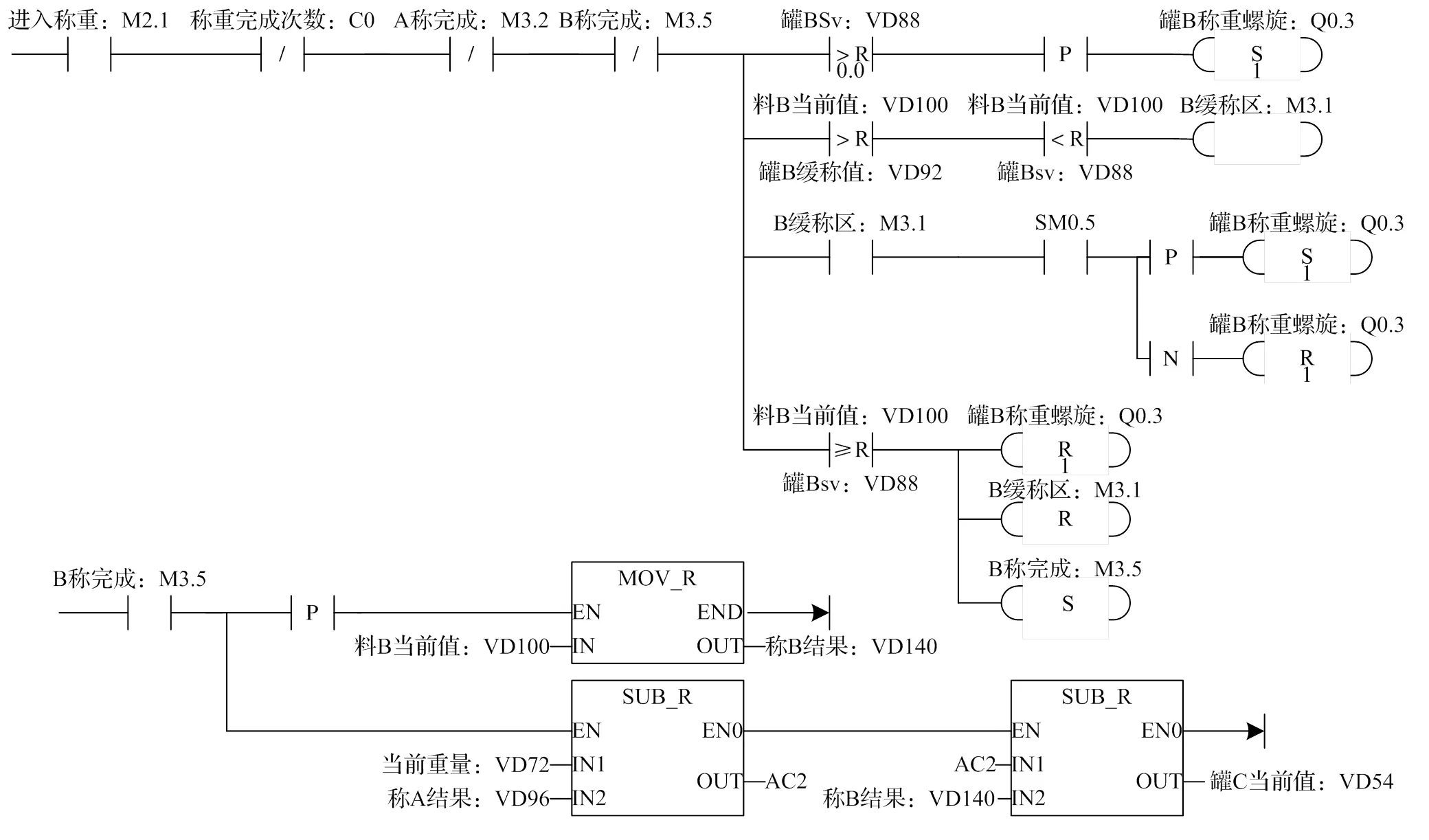
圖7 罐B稱重

圖8 罐C稱重

圖9 稱重次數(shù)

圖10 吹料
1.4 控制系統(tǒng)的仿真設(shè)計(jì)
控制系統(tǒng)的仿真主要包括組態(tài)界面設(shè)計(jì)、項(xiàng)目的建立、組態(tài)畫面設(shè)計(jì)、組態(tài)變量設(shè)計(jì)、組態(tài)報(bào)表系統(tǒng)的設(shè)計(jì)。
組態(tài)運(yùn)行是指對(duì)所設(shè)計(jì)的所有系統(tǒng)進(jìn)行運(yùn)行的一個(gè)過(guò)程,包括吹料、向中間罐下料、中間罐排料、混和罐攪拌、混和罐排料等。如圖12和圖13是吹料機(jī)對(duì)中間罐進(jìn)行吹料和排料狀態(tài)。

圖11 手動(dòng)除塵/機(jī)震
當(dāng)罐中物料總量超過(guò)設(shè)定值時(shí),啟動(dòng)“開始配料”按鈕,不同物料將通過(guò)螺旋進(jìn)給方式傳送到混合罐中,在傳送過(guò)程中會(huì)顯示不同物料對(duì)應(yīng)的當(dāng)前值,在混合料罐旁邊也會(huì)顯示混合物料的當(dāng)前值,方便實(shí)時(shí)監(jiān)視[4]。圖14是物料A、B、C按照配比全部混合完成后進(jìn)行攪拌最終由運(yùn)料小車裝載拉走,一個(gè)配料過(guò)程結(jié)束。
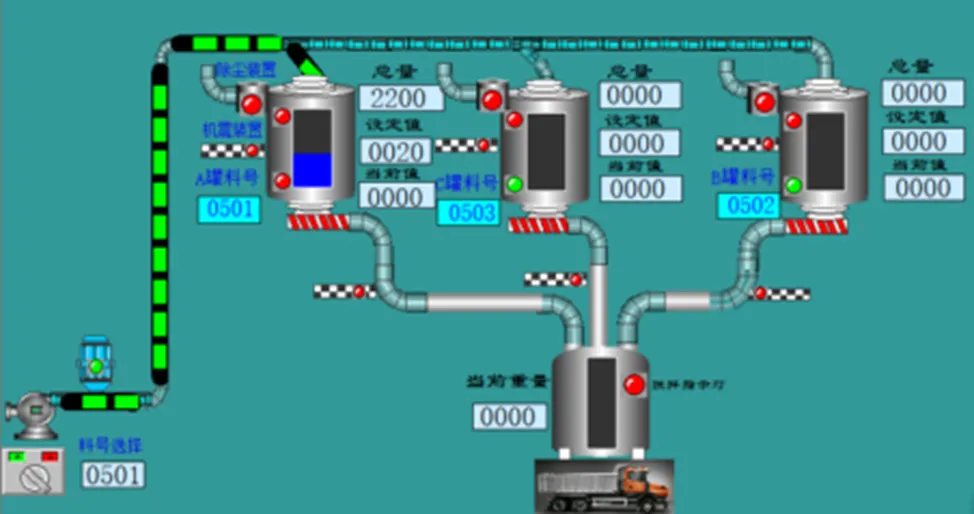
圖12 對(duì)中間罐吹料
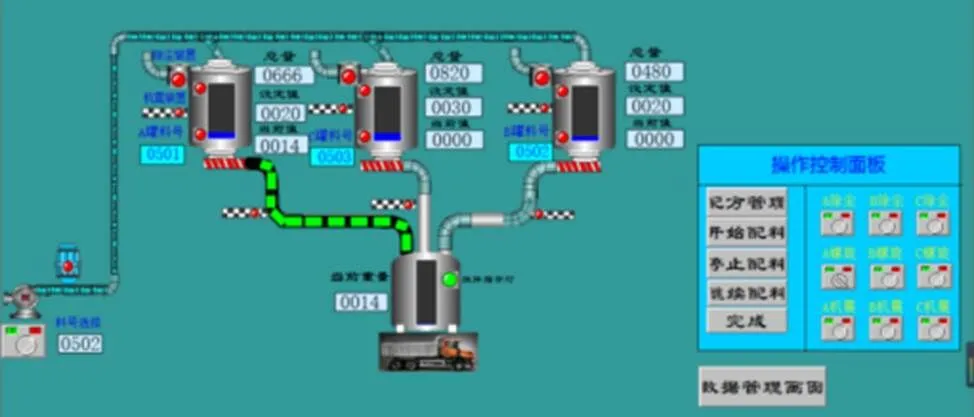
圖13 對(duì)中間罐罐排料
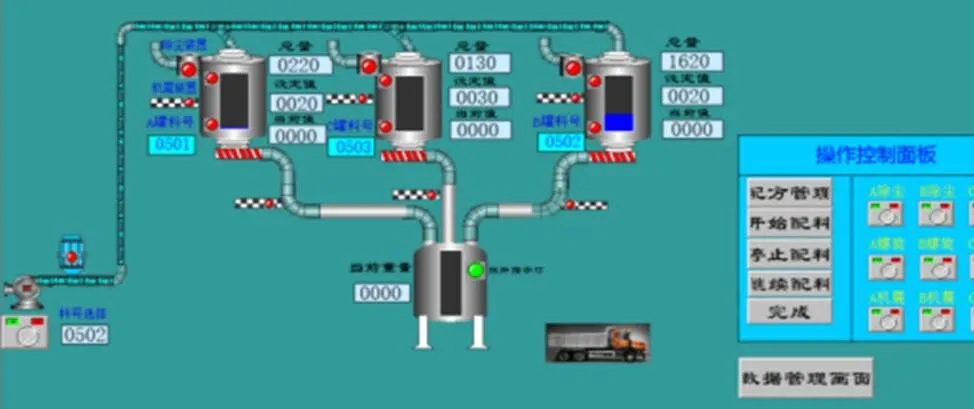
圖14 配料完成
2 配料系統(tǒng)結(jié)構(gòu)設(shè)計(jì)
配料系統(tǒng)結(jié)構(gòu)設(shè)計(jì)目標(biāo)是使在下料過(guò)程中能夠使物料進(jìn)行穩(wěn)定的傳送,保證傳輸過(guò)程的高效有序,同時(shí)對(duì)物料進(jìn)行簡(jiǎn)單一次分配,避免不同物料的混雜造成配料精度下降,為后序精確稱量不同物料帶來(lái)方便。根據(jù)原料粉煤灰、水泥和水三種配料種類和狀態(tài),采用三個(gè)物料罐和一個(gè)支架組成[5]。通過(guò)SolidWorks完成物料罐和支架三維模型,裝配形成三維裝配圖如圖15所示。

圖15 配料系統(tǒng)結(jié)構(gòu)裝配圖
3 結(jié)論
本文以粉煤灰制磚機(jī)配料系統(tǒng)為研究對(duì)象,對(duì)配料系統(tǒng)的結(jié)構(gòu)和控制系統(tǒng)進(jìn)行結(jié)構(gòu)設(shè)計(jì)和PLC控制程序設(shè)計(jì),并利用仿真軟件對(duì)控制過(guò)程進(jìn)行了仿真運(yùn)行,實(shí)現(xiàn)了配料系統(tǒng)自動(dòng)稱重、配料、送料等一體化工作。該系統(tǒng)稱重精度高,反應(yīng)靈敏,研究成果已經(jīng)成功應(yīng)用于某節(jié)能環(huán)保建材制造單位1000 t粉煤灰制磚三套生產(chǎn)線,實(shí)現(xiàn)年產(chǎn)粉煤灰蒸壓磚3.2億塊。
[1]張鵬,張珂. 基于PLC和組態(tài)王的自動(dòng)配料及傳送系統(tǒng)設(shè)計(jì)[J]. 南陽(yáng)理工學(xué)院學(xué)報(bào),2014(6):17-20.
[2]張?zhí)┲? 利用液壓制磚機(jī)生產(chǎn)高摻量粉煤灰燒結(jié)磚的研究[C]. 中國(guó)建材工程建設(shè)協(xié)會(huì):新技術(shù)及管理理論研討論文集,2008.
[3]李建普,張建莉,王秋生. 基于C8051F的磚機(jī)精確配料控制系統(tǒng)設(shè)計(jì)[J]. 中原工學(xué)院學(xué)報(bào),2008(5):75-78.
[4]李占鋒. 淺析PLC控制系統(tǒng)的抗干擾問(wèn)題[J]. 機(jī)械,2010(2):67-69.
[5]宋佳秋,賈婉君. 基于PLC的高強(qiáng)鋼筋定長(zhǎng)切斷機(jī)控制系統(tǒng)設(shè)計(jì)[J]. 機(jī)械,2018(4):63-66.
[6]鄢攝鋼,蒲小瓊. 機(jī)械基于PLC的無(wú)紡布開孔機(jī)設(shè)計(jì)[J]. 2013(6):49-52.
Design of Batching System for Fully Automatic Hydraulic Brick Making Machine
WU Linfeng1,WANG Jianli1,ZHU Hantao2,SONG Junyi1,SHEN Yue1
( 1.School of Mechanical Engineering, North China University of Water Resources and Electric Power, Zhengzhou 450045, China; 2.Technology Center, Zhengzhou Sanhe Hydraulic Machinery Co., Ltd., Zhengzhou 450100, China )
Fly ash is widely used in brick making of building materials in China. In this paper, on the basis of a three-beam and four-column hydraulic brick making machine with a single output of 24 bricks and an annual output of 80 million bricks, an automatic system to batch and convey the materials controlled by PLC system is designed. According to the characteristics of fly ash, the batching and conveying mode, the system is composed of three tanks to load and weigh the fly ash, the cement and the water separately, and PLC controls the batching and conveying to realize the automatic operation. At the same time, the control system of the equipment is simulated by the control system simulation software, which ensures the safety and reliability of production, the accuracy of batching, and the efficiency of the control system, and improves the firm competitiveness correspondingly.
fully automatic hydraulic brick making machine;batching system;automatic batching;PLC system
TK323
A
10.3969/j.issn.1006-0316.2020.04.010
1006-0316 (2020) 04-0058-06
2019-10-29
河南省重點(diǎn)科技攻關(guān)項(xiàng)目(152102210110);河南省教育廳高校重點(diǎn)研究項(xiàng)目(20A450002 )
吳林峰(1970-),女,河南信陽(yáng)人,博士,教授,主要研究方向?yàn)闄C(jī)電一體化。
猜你喜歡
河北畫報(bào)(2020年8期)2020-10-27 02:54:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
