自動涂膠機的設計
2020-05-21 03:29:38薛偉
機械管理開發 2020年3期
薛 偉
(中國重汽集團大同齒輪有限公司, 山西 大同 037006)
引言
由于現場裝配工人手動涂膠費時且涂膠不均勻,膠線不規則,導致個別產品小蓋涂膠連接處漏氣、膠量涂抹過多造成小蓋與中殼接縫處溢膠較多影響美觀,為了解決上述問題,設計發明了該自動涂膠機。該設備使用手中現有零部件進行構思設計,且各零部件均為市面常見型號,這樣,既能夠最大化程度解決現有問題,又節約了設計成本,從而實現利益最大化,也便于批量推廣使用。一健式啟動,操作簡單,涂膠后接縫處溢膠減少或無溢膠,有助于提升產品氣密性和產品外觀整潔,后續可根據實際要求對設備進行專門的設計、改造,可應用于涂膠直走路徑設備或直走焊接、切割等工藝生產。基于PLC 電氣化的設計,便于無縫接入自動化生產線或并入互聯、智能生產。
1 目標客戶
1.1 客戶群體
該發明主要針對裝配變速箱換擋小蓋紙墊涂膠,或直走路徑相關涂膠工作[1]。
1.2 客戶要求
此工位涂膠一般為人工手動涂膠,涂膠膠線人為難以涂抹均勻且膠量不好把控,希望得到改進從而提升變速箱裝配質量。
2 實際問題
2.1 自動涂膠機解決的問題
由于現場裝配工人手動涂膠費時且涂膠不均勻,膠線不規則,導致個別產品小蓋涂膠連接處漏氣、膠量涂抹過多造成小蓋與中殼接縫處溢膠較多影響美觀[2]。
2.2 自動涂膠機最終實現功能
為了解決上述問題,設計發明了該自動涂膠機。希望該自動涂膠機可節約涂膠時間,涂膠膠線變得規則、均勻,節省涂膠量,同時膠線粗細可調。
2.3 自動涂膠機的實用價值
對接縫處漏氣、溢膠現象改善效果明顯,有助于提升產品氣密性。
3 解決思路
由于人工手動涂膠膠線不均勻、不規則對變速箱裝配質量產生影響,提出使用自動化涂膠設備進行解決,但該設備目前處于單機運行狀態,考慮不宜采用昂貴配件,使用手中現有零部件進行構想設計,這樣,既能夠最大化程度解決現有問題,又節約了設計成本,從而實現利益最大化,后續如需要并入自動化生產線系統中,可對該設計進行設計改造,增加設備、功能,可對規則膠線或復雜直走膠線實現涂膠[3]。
4 系統的設計
4.1 設備結構
設備主要工作原件布置見圖1。
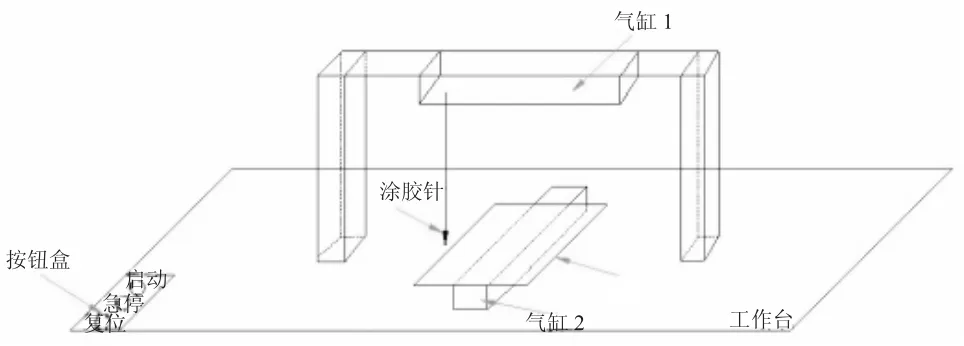
圖1 設備主要工作原件布置示意圖
4.2 紙墊涂膠機工作原理
此涂膠機為矩形軌跡涂膠機,氣缸采用無桿氣缸,工作過程由PLC 程序控制,。涂膠針固定于氣缸1(水平方向)上,氣缸1 可帶動涂膠針左、右移動;涂膠針出膠由出膠控制氣閥控制開關,出膠量可調節膠槍壓縮空氣進入量來實現,密封膠存于膠槍桶內;紙墊安放于工裝上,工裝固定在氣缸2(垂直方向)上方,氣缸2 可帶動工裝前、后移動[4]。
4.3 紙墊涂膠機工作流程
按下“啟動”按鈕→涂膠針控制氣閥打開出膠→涂膠針控制氣閥打開后,延時0.5 s,氣缸2 向后運動→氣缸2 向后運動到位后,觸發氣缸1 向右運動→氣缸1 向右運動到位后,觸發氣缸2 向前運動→氣缸2 向前運動到位后,觸發氣缸1 向左運動→氣缸1 向左運動到位后,延時0.5 s,涂膠針控制氣閥關閉→停止。
由此運動過程完成了要求的矩形軌跡膠線,軌跡線走向路徑如圖2 所示。
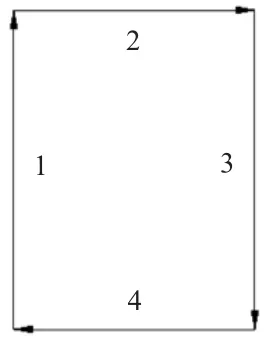
圖2 軌跡線走向路徑圖
4.4 其他功能按鈕介紹
1)急停:按下按鈕盒“急停”按鈕,涂膠機系統立刻停止工作。
2)復位:按下按鈕盒“復位”按鈕,涂膠機可由當前位置回到原位。
5 應用效果
該自動涂膠機目前可滿足規則直走路徑涂膠,一健式啟動,操作簡單,涂膠膠線規則、均勻且膠線粗細可調節,對涂膠面漏氣、溢膠現象有明顯改善,節約涂膠時間和涂膠用量,避免了漏氣現象出現而造成的返修損失,涂膠后接縫處溢膠減少或無溢膠,有助于產品外觀整潔。
6 發展規劃
為滿足變速箱換擋小蓋涂膠工藝要求,該自動涂膠機使用市面上常見主流配件,設計結構合理,而且易于操作,便于推廣。后續可根據實際要求對設備進行專門的設計、改造,實現圓形或者不規則圖形路徑的工作,增加相應設備,如伺服電機、軌道小車、工業機器人等,可應用于涂膠直走路徑設備或直走焊接、切割等工藝生產。基于PLC 電氣化的設計,日后也便于無縫接入自動化生產線或并入互聯、智能生產。
猜你喜歡
兒童故事畫報·發現號趣味百科(2025年8期)2025-08-23 00:00:00
中學生天地(A版)(2022年10期)2022-11-23 06:42:50
中國特種設備安全(2022年6期)2022-09-20 02:52:28
藝術啟蒙(2018年7期)2018-08-23 09:14:18
電子制作(2018年11期)2018-08-04 03:26:08
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
工業設計(2016年12期)2016-04-16 02:52:00
商業評論(2014年9期)2015-02-28 04:32:41
消費者報道(2014年7期)2014-07-31 11:23:57
