激光焊接金剛石鋸片溫度場模擬分析
2020-05-19 05:11:37張巍段夢珍
河南科技 2020年8期
關鍵詞:激光焊接
張巍 段夢珍
摘 要:根據金剛石鋸片結構及激光焊接特點,本文建立了基于高斯面熱源與體熱源組合的面-體移動熱源模型。同時,對不同厚度、不同材料的金剛石鋸片進行了復合熱源焊接溫度場的模擬,并得出激光焊接參數對溫度場的影響規律,通過對熔池截面的分析,初步優化焊接參數。
關鍵詞:激光焊接;金剛石鋸片;溫度場
中圖分類號:TG456文獻標識碼:A文章編號:1003-5168(2020)08-0137-04
Simulation Analysis of Temperature Field of Laser Welded Diamond Saw Blade
ZHANG Wei DUAN Mengzhen
(School of Information and Business, Zhongyuan University of Technology,Zhengzhou Henan 450007)
Abstract: According to the structure of diamond saw blade and the characteristics of laser welding, a surface body moving heat source model based on the combination of Gaussian surface heat source and body heat source was established in this paper. At the same time, the temperature field of composite heat source welding was simulated for diamond saw blades of different thicknesses and different materials, and the influence of laser welding parameters on the temperature field was obtained, and the welding parameters were initially optimized by analyzing the cross section of the molten pool.
Keywords: laser welding;diamond saw blade;temperature field
隨著激光應用技術的迅速發展,激光焊接技術由于其熱影響區小、焊接變形小及焊接深寬比高等特點應用越來越廣泛[1-3],特別是在金剛石工具的焊接中。金剛石工具一般由不同厚度、不同材料的基體與刀頭焊接而成,焊接結合強度要求較高。激光焊接金剛石工具的結合強度有很高的提升,同時由于其熱變形小,尺寸精度也大大提高。
本文利用ANSYS軟件,以金剛石鋸片激光焊接為研究對象,采用面熱源與體熱源的組合熱源模型,對激光焊接過程中溫度場進行有限元分析。其間分析了焊接功率、焊接速度和溫度場的關系,根據焊縫熔池的變化,得出較好的焊接參數。
1 模型建立
1.1 金剛石鋸片
金剛石鋸片主要由刀頭和基體兩部分構成。金剛石鋸片基體一般采用間斷式周邊基體,以便將切削時所產生的切削熱及石粉及時排走。作為鋸齒的主體及連接設備上的剛性部件,基體材料必須具有強度高、不易變形、耐沖蝕等特性。在激光焊接中,基體材料一般選用低碳鋼制作,目前主要采用35CrMo、30CrMo、28CrMo等種類的低碳鋼。
金剛石刀頭由摻有金剛石顆粒的金屬粉末燒結而成,由于金剛石在高溫條件下的激光焊接中容易石墨化,因此,為了保證焊接質量,在刀頭與基體連接處加入1.5~2 mm的過渡層。過渡層必須要保證焊接強度、焊縫
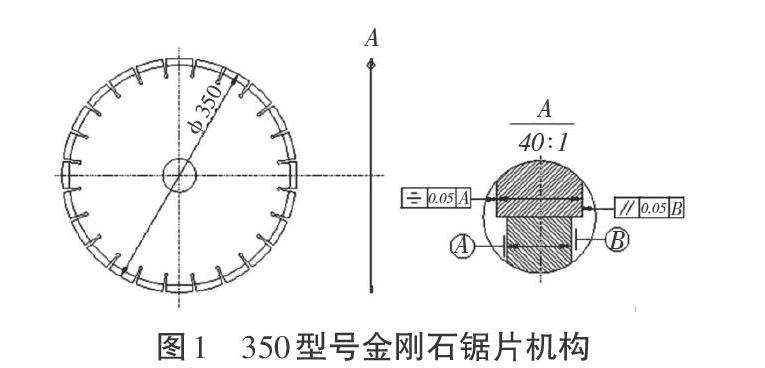
質量、合理燒結溫度[4-5]。對于不同基體,過渡層配方也不相同。本文以350型號金剛石鋸片為例進行模擬分析,350型號金剛石鋸片結構如圖1所示。
由以上分析可知,金剛石鋸片具有以下特點:金剛石鋸片刀頭和基體屬于異種材料;金剛石鋸片刀頭和基體厚度不相同;焊縫軌跡為曲線。
1.2 實體建模
金剛石鋸片基體及刀頭材料的參數設定如表1所示。
350型圓鋸片由一個底座和24個切割頭組成。一個切割頭的焊接是一個焊接過程。由于激光焊接的熱影響區較小,因此該仿真模型由一個切割頭和與之焊接的部分底座組成。刀頭厚度為3.2 mm,基體厚度為2.4 mm。
1.3 網格劃分
由于主要進行溫度場分析,因此選用SOLID70單元類型,采用映射網格劃分。激光焊接過程熱影響區較小,同時升溫降溫過程時間較短,溫度梯度比較大,在模擬分析過程中,對焊縫區域的網格劃分相對較細,遠離焊縫區域網格可適當粗些。模型網格劃分如圖2所示,在焊縫區域,網格單元格為1 mm。
2 溫度場計算分析
2.1 熱源模型
350型號金剛石鋸片的激光焊接屬于深熔焊,熱源模型選擇使用面-體組合熱源模型,即面熱源和體熱源疊加作用最終使焊縫成形。本次溫度場模擬的面-熱源模型為上表面呈高斯分布的熱源,中間部分為一圓柱體熱源。
兩部分(移動面熱源和移動體熱源)的熱源模型可分別表示為:
[qr=3QmπR2exp-3r2R2]? ? ? ? (1)
[qr,z=6QvπR2exp-3r2r1z2-3zh]? ? ? (2)
式中,[Q]為熱源的總有效功率,[Q=Qm+Qv];[R]為熱流作用有效半徑;[h]為熱流作用有效深度;[z]為當前能量作用深度;[r1z]為體熱源半徑衰減函數,[r1z=h+zh]。
2.2 邊界條件
由于邊界溫度與外界溫度的差異,焊接件與周圍介質之間的傳熱包括對流換熱和輻射換熱。輻射換熱的計算方法不同于對流換熱的計算方法。為了便于計算,將兩種傳熱方式結合起來考慮。總傳熱系數可以表示為:
[q0=βc+βeT-T0]? ? ? (3)
式中,[T]為焊件表面溫度;[T0]為周圍介質溫度;[βc]為對流換熱系數;[βe]為輻射換熱系數。
環境初始溫度設定為20℃,激光熱源區域采用總傳熱系數加載,其他表面采用對流傳熱系數加載[6-8]。
2.3 加載及求解
本研究采用APDL實現了移動熱源加載循環,通過焊接軌跡確定熱源的位置和尺寸。在模擬過程中,隨著時間的推移,熱源的位置會移動到下一個加載步驟,然后刪除上一個加載步驟中的熱源,即利用過載加載步驟的循環來完成移動熱源的加載,從而實現焊接模擬。
3 模擬結果及分析
3.1 溫度場分布特征
當激光功率[P]=1 400 W,焊接速度[V]=1.2 m/min時,溫度場隨時間變化的分布如圖3所示。
焊接過程中,熱源周圍溫度梯度大,溫度場不均勻,等溫線呈圓形,隨熱源沿焊縫移動,同時溫度場一同移動。當刀頭與基體上光斑分不相同且在對接中心線上,同時所加載的熱流密度也相同時,刀頭和基體上的溫度場并不對稱,基體上的溫度場范圍更小。
圖4為基體截面上,熔池截面的溫度場分布,呈酒杯狀。由熔池形狀效果可以看出,體-面熱源模型適合分析金剛石鋸片激光焊接溫度場的模擬。本次模擬主要分析溫度場的變化規律,故在分析過程中忽略了熔池金屬的流動。
圖5為焊縫中心線上5點的上表面熱循環曲線。在整個焊接過程中,熱源經過時焊縫中心各點的溫度變化,升溫和冷卻速度非常快,峰值溫度很高,各點峰值溫度都遠遠高于焊件熔點。由于熱量飽和積累,后經過的點的溫度峰值略高于前面點的峰值。同時,焊縫中心各點溫度梯度很大,只需要0.2 s左右時間即可到峰值溫度。
3.2 焊接工藝參數對溫度場的影響分析
3.2.1 激光功率對溫度場的影響。圖7為焊接速度相同時,一點在不同激光功率下的溫度循環曲線。選取焊接速度[v]=1.2 m/min,激光功率分別為1 400、1 600、1 800 W。
由圖6可看出,當焊接速度相同時,在相同時刻,同一點溫度隨著激光功率的增大而變高,達到的峰值溫度也越高。但過高的激光功率同時也會產生更強的等離子體和激光輻射,對焊接過程的影響也會變大。
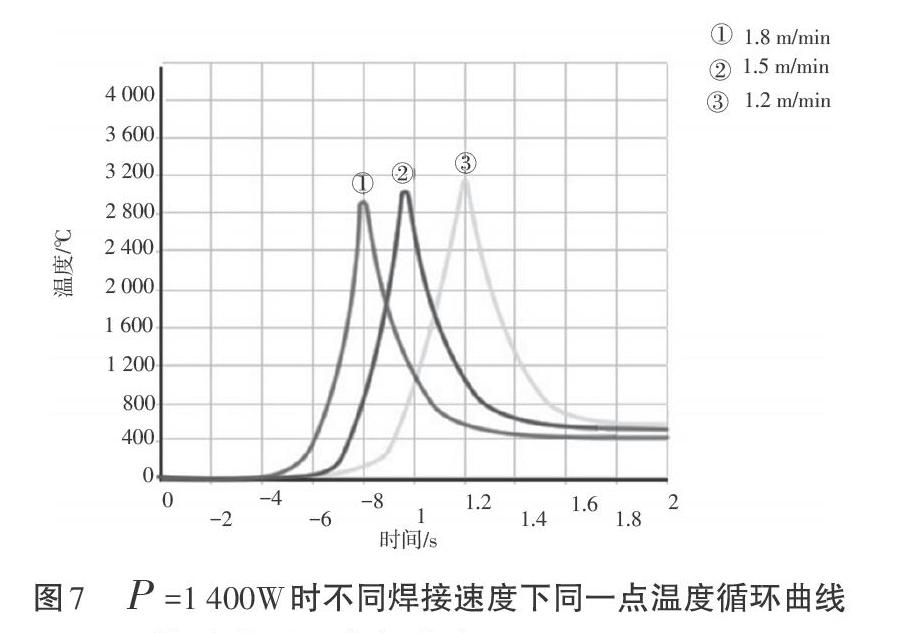
3.2.2 焊接速度對溫度場的影響。圖8為激光功率相同時,在同一點上不同焊接速度下的溫度循環曲線。選取的激光功率[P]=1 400 W,焊接速度分別為1.2、1.5、1.8 m/min。
由圖7可以看出,在激光功率保持不變的情況下,同一點輸入的線能量隨焊接速度越快而越低,溫度場的范圍越小,所達到的峰值溫度變低;同一點達到峰值溫度所需時間越短,升溫、降溫過程越快。
3.3 熔池截面溫度場分布
由圖5可看出,當基體激光功率[P]=1 400 W,焊接速度[v]=1.2 m/min時,熔池形狀較好,但基體下表面溫度較低,低于材料熔點(1 550 ℃左右),不能焊透整個工件。根據上文分析可知,保持激光功率不變,可通過降低焊接速度來提高焊接溫度。
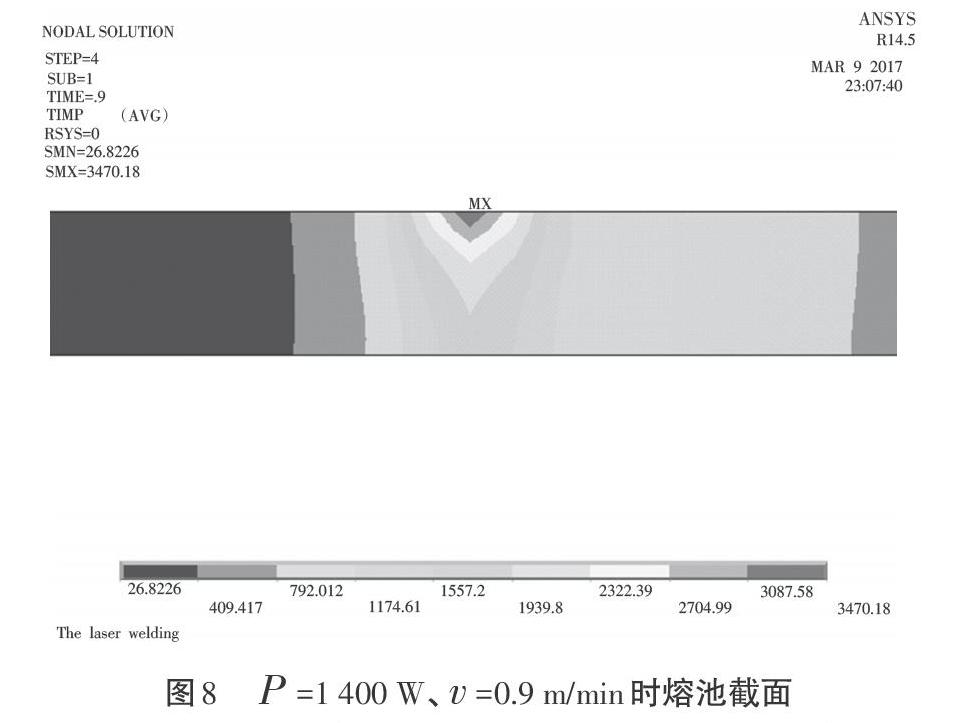
圖8為激光功率[P]=1 400 W不變,將焊接速度降低至[t]=0.9 m/min,此時基體下表面溫度超過材料熔點,熔池截面仍為酒杯狀,所形成的熔池較好。
圖9為焊接功率[P]=1 400 W,焊接速度繼續降低至[t]=0.6 m/min時,基體下表面溫度遠遠高于焊件的熔點,從熔池的溫度分布可以看出,達到熔點溫度的熔池形狀上下寬度接近相同,熔池形狀較差,容易造成焊縫表面塌陷或貫穿整個鋸片。
同理,可分析得出激光功率[P]=1 600 W、[P]=1 800 W時,焊接速度分別在[t]=1.5 m/min和[t]=1.8 m/min時形成的熔池較好。
4 結論
由于金剛石鋸片激光焊接溫度場模擬過程中,溫度場不對稱,刀頭部分溫度場范圍較大,峰值溫度較高。其他條件不變,激光功率越大,同一點峰值溫度越高,溫度場中高溫區范圍越大;焊接速度越高,同一點峰值溫度越低,溫度場高溫區范圍越小,升降過程更快。通過溫度場模擬分析,根據熔池形狀效果,可初步優化激光焊接參數。
參考文獻:
[1]唐霞輝.激光焊接金剛石工具[M].武漢:華中科技大學出版社,2004.
[2]谷京晨,童莉葛,黎磊,等.焊接數值模擬中熱源的選用原則[J].材料導報,2014(1):143-146.
[3]王慧,蘭箭,華林.基于組合熱源模型的激光深熔焊接數值模擬[J].武漢理工大學學報,2014(11):39-45.
[4]周秋菊.殷鋼薄板材料激光焊接試驗研究[D].大連:大連理工大學,2007.
[5]張亮峰.基于ANSYS上的焊接熱過程模擬技術的研究[J].機械加工與自動化,2002(1):6-7.
[6]程久歡,陳俐,于有生.焊接熱源模型的研究進展[J].焊接技術,2004(33):13-15.
[7]黃前程.金剛石鋸片激光焊接[D].廣州:華南師范大學,2005.
[8]賈坤榮,劉軍,岳珠峰.厚板焊接溫度場和殘余應力場的數值模擬[J].熱加工工藝,2009(17):102-105.
猜你喜歡
中國新技術新產品(2018年4期)2018-02-23 19:43:40
中國科技博覽(2017年48期)2017-12-13 10:52:42
山東工業技術(2017年19期)2017-09-27 10:10:03
山東工業技術(2017年18期)2017-09-12 04:09:59
科技創新與應用(2017年24期)2017-09-08 16:39:04
中國新技術新產品(2017年18期)2017-09-07 12:01:08
中國科技博覽(2017年21期)2017-07-21 18:09:23
中國科技博覽(2017年7期)2017-05-16 08:39:49
中國科技博覽(2016年15期)2016-08-23 00:07:25
中國科技博覽(2016年8期)2016-04-25 05:19:05
