基于SMED模型的濾棒成型機熱熔膠換牌流程優化設計
2020-05-18 02:41:13唐偉陳昆劉美娟
科技創新與應用 2020年14期
關鍵詞:系統
唐偉 陳昆 劉美娟


摘? 要:運用SMED模型對濾棒成型機熱熔膠換牌流程的分析,識別濾棒換牌生產過程中流程浪費環節。通過系統性流程優化,進一步降低濾棒換牌生產時間。(1)方法:SMED模型;(2)措施:研制新型熱熔膠供膠系統;(3)效果:將原濾棒成型機換牌生產時間由原來46min,降低為4min,同時實現系統人機界面控制,取代原有方式,自動化程度極大提高。
關鍵詞:SMED模型;流程優化;系統
中圖分類號:TS43? ? ? ? ? 文獻標志碼:A 文章編號:2095-2945(2020)14-0073-05
Abstract: Using the SMED model, this paper analyzes the hot melt adhesive changing process of filter rod forming machine and identifies the wasteful process in the process of filter rod changing. Through systematic process optimization, the production time of filter rod rebranding is further reduced. (1)Method: SMED model; (2)Measures: Develop a new hot melt adhesive supply system; (3)Effect: Reduce the production time of the original filter rod forming machine from 46min to 4min, and realize the system man-machine interface control to replace the original method, the degree of automation is greatly improved.
Keywords: SMED model; process optimization; system
近年來,隨著公眾對健康問題的關注,卷煙消費多樣化趨勢顯著呈現。卷煙產品的不斷創新,給濾棒生產企業帶了新的挑戰和機遇。與此同時,濾棒生產方式逐漸從大批量生產方式,有序轉變為多品種小批量生產方式,濾棒柔性生產水平要求越來越高[1]。然而,多品種小批量的生產方式,涉及產品類型較多,換型次數隨之增加,不僅浪費嚴重,生產效率也急劇下降[2]。Mendez等[3]通過運用快速換型技術,進一步驗證了SMED模型在連軸生產過程中減少機械和啟動時間等方面的有效性,大大縮減了換牌時間。馬如宏等[2]基于快速換型理論,通過設計工位物料、信息提示燈等,優化工廠生產流程,縮減了產品換型時間,提高了換型工作效率。陳琨[4]通過對消聲器產品生產換型過程進行記錄,識別內部、外部作業時間,通過轉化內部、外部作業時間的方法,實現快速換型工作。Karasu等[5]進一步創新快速換型方法,通過方法創新,優化生產參數,減少生產過程中過分對換型人員的依賴,進而有效縮減換型時間。丁春莉、李慧泉[6]在發動機氣缸體產品快速換型中,通過制作專用工具如刀具、夾具等減少了產品生產過程中不必要的投入,顯著降低了企業生產成本。盛垚[7]通過SMED模型,對生產設備操作步驟進行優化,縮短了內部換牌作業時間,將換牌生產時間由原來的6h降低至1h,提高了企業的精益生產管理水平。許瑞、黃玉苗等[8]對剎車片企業生產線進行分析,運用了快速換型技術對生產工序進行改善換型時間節約了41.6%。焦偉陽[9],馬如宏、董曉慧等[2],劉曉俠[10],路士利、魯建廈[11]等對生產線平衡過程中的快速換型問題技術進行了細化研究,但是未能對換型過程、內外工序等進行詳細闡述,改善效果雖有進展,但是仍需持續完善。
N公司是一家從事濾棒產品生產的企業,公司特種濾棒產品“多品種小批量”生產方式日益顯著。主力機型KDF2在換牌生產時主要涉及更換熱熔膠部件,該部件主要變現為“更換頻次高、工序多、時間長”,雖然N公司多次對熱熔膠部件換牌工作進行梳理和調整,但是換牌效率仍然不能滿足生產需求。本文通過對N公司特種濾棒產品熱熔膠快速換牌問題進行系統研究,基于SMED模型對熱熔膠換牌流程進行優化,縮減換牌生產時間,為企業贏得市場競爭提供新動能。
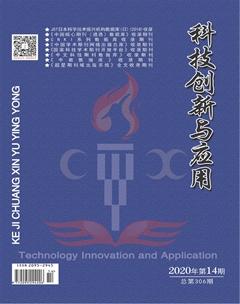
間由原來的46min,降低為4min。
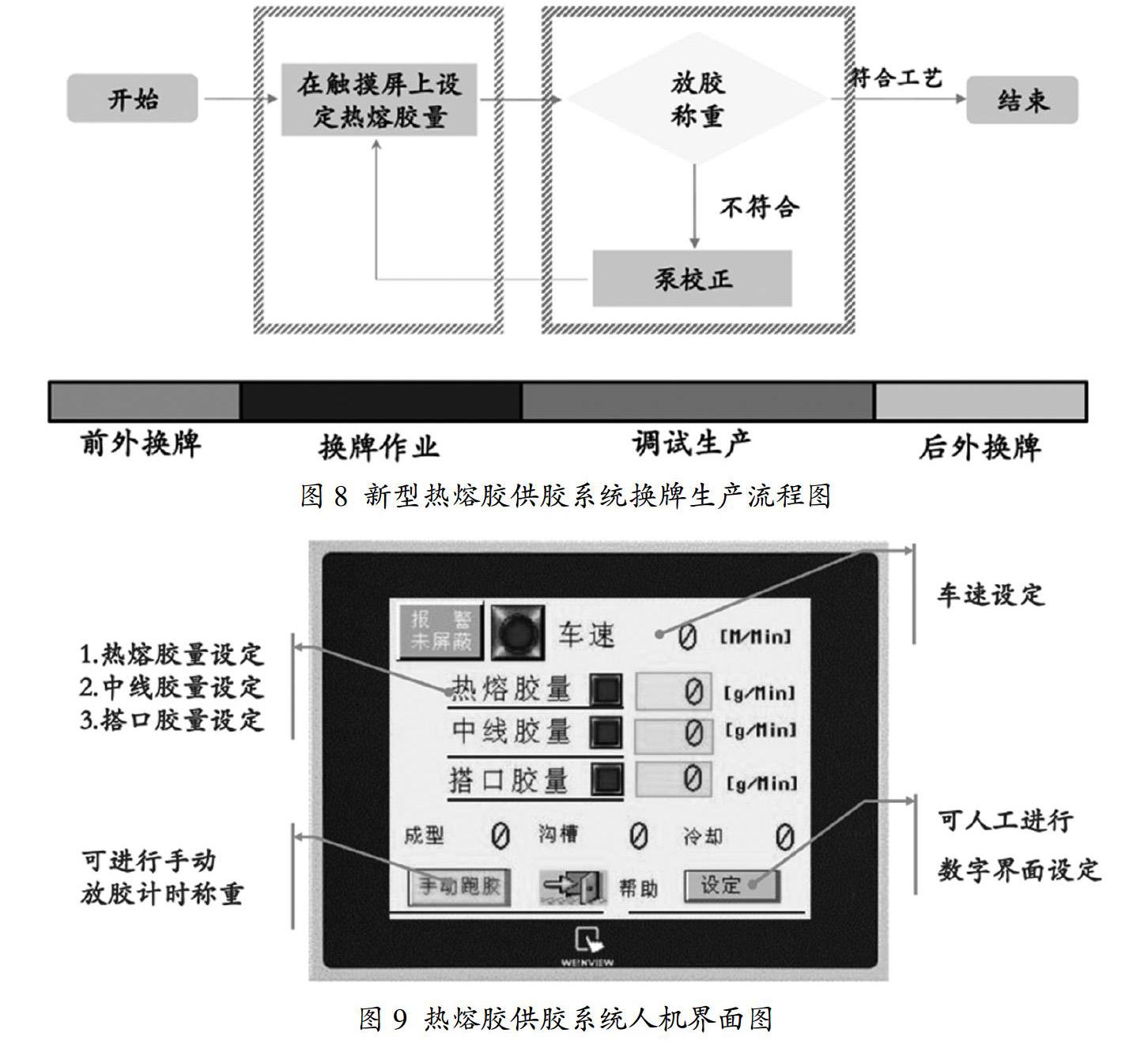
(3)通過人際界面模式,實現熱熔膠自動放膠,極大便利操作人員,裝置自動化程度明顯提升。
注釋:
①傳統SMED快速模型作業中拆裝模具與調試生產時間之比為5:50.
參考文獻:
[1]耿娜靜.多品種小批量制造企業SS公司供應鏈管理研究[D].中央民族大學,2016.
[2]馬如宏,董曉慧,張溪紅,等.BF公司L6生產線快速換型效率改善分析[J].鹽城工學院學報(自然科學版),2017,30(03):41-47.
[3]MENDEZ J D M, Rodríguez R S.Set-up reduction in an interconnection axle manuacturing cell using SMED[J].The International Journal of Advanced Manufacturing Technology,2016,84(9):1907-1916.
[4]陳琨.快速換型在消聲器生產中的分析及改善研究[J].價值工程,2010,29(02):247-249.
[5]M. Kemal Karasu,Mehmet Cakmakci,Merve B. Cakiroglu,Elif Ayva,Neslihan Demirel-Ortabas. Improvement of changeover times via Taguchi empowered SMED/case study on injection molding production[J]. Measurement,2014,47.
[6]于春莉,李慧泉.批量生產中一種快速換型專用組合機床的應用[J].金屬加工(冷加工),2020(01):53-55.
[7]盛垚.快速換型技術在江南某公司裝配線的應用[J].內燃機與配件,2019(13):197-200.
[8]許瑞,黃玉苗,吳靜.基于快速換模的壓機工序換型效率改善研究[J].科技風,2019(36):132.
[9]焦偉陽.CFC公司UFF產線快速換型研究[J].企業技術開發,2017,36(03):23-28+38.
[10]劉曉俠.基于價值流分析的E企業生產過程優化研究[D].山東大學,2013.
[11]路士利,魯建廈,江敏芳.精益生產中的快速換模技術研究[J].輕工機械,2006(04):91-93.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32