圓盤造球機旋轉刮刀的優化設計
2020-05-18 06:49:26邱杰敏
有色設備 2020年2期
邱杰敏
(中國恩菲工程技術有限公司, 北京 100038)
0 概述
圓盤造球機是將細粒度粉狀物制成粒度符合下一工序要求的球粒狀物料的盤形造球設備[1]。2004年以來中國恩菲設計的新型圓盤造球機陸續在銅冶煉、鉛冶煉及鋼鐵行業等二十多個項目中得到廣泛應用[2]。
旋轉刮刀作為圓盤造球機的重要部件,國內開展了一定的設計和研究。理論分析證明引起圓盤造球機成球質量差的原因之一是刮刀轉速和圓盤轉速匹配不合理,使刮刀在盤底的刮到軌跡不是最佳。本文著重在刮刀軌跡分析方面闡述圓盤造球機旋轉刮刀的優化設計。
1 刮刀的工作原理
刮刀裝置的刀具安裝在電動旋轉的刮刀架上,一般刮刀旋轉方向與造球盤旋轉方向相反。工作時,刮刀刮削掉圓盤底面和側面上粘結的多余物料,使盤底保持必要的料層(底料)厚度,這種盤底既平坦又具有一定粗糙度,增加了球粒與底料之間的摩擦,以提高球粒的成長速度[3]。
2 新型旋轉刮刀的設計
大型圓盤造球機的設計、研制已有二十多年的歷史。國內綜合借鑒了德國、日本圓盤造球機的先進技術,集中了德國和日本圓盤造球機的優點,并避免了早前德國魯奇公司圓盤造球機系列產品采用固定刮刀清料的缺點。目前圓盤造球機產品不斷改進、完善,各項性能指標均達到設計要求。旋轉刮刀的優化設計主要體現在三個方面。
2.1 放棄了老式刮刀的固定方式,采用旋轉刮刀
圓盤造球機在造球過程中,圓盤的底部和內側面常會產生粘料現象,需要及時清理。老式圓盤造球機常采用固定刮刀清料,這種只有圓盤旋轉的方式刮刀軌跡固定單一,也易將盤內物料壓成死料層,影響造球效果,造球盤功率消耗也增大。
采用電動旋轉刮刀清理圓盤底面和側面粘料的刮刀布置圖,如圖1所示。

1.刮刀支架 2.圓盤 3.側刮刀 4.底刮刀圖1 刮刀布置圖
由于刮刀本身的旋轉,單位時間內刮刀在每個部位出現的次數比老式的多,有利于球粒產量和質量的提高。
對于圓盤直徑為5、6 m的造球機可以采用兩臺旋轉刮刀清理圓盤底面,一臺旋轉刮刀清理側邊,整個圓盤底面和側邊的物料都可以得到及時清理,在底料結得不太厚時就被刮除,刮下的料塊不大于母球的合理粒度,料塊繼續造球容易獲得理想的生球尺寸。
2.2 刮刀的材質和結構做了優化設計
實踐證明,生產中2、3個月,普通碳鋼材質的刮刀就要更換,因為磨損嚴重,刮刀刮削能力會下降,底盤的物料在滾動成球的同時,變得致密,物料表面溫度也相應提高,加速了物料的粘結,料層變厚,設備負荷、電耗相應增加。底盤物料層變的光滑,母球在光滑表面無法滾動成球,滾動、滑動都存在,軌跡不清晰,不標準。
普通碳鋼材質的刮刀,不僅刀頭磨損,刀桿及其緊固聯結件也都沖刷磨損,粘料更加嚴重,加重設備負荷,降低成球率。
旋轉刮刀的刀桿端頭采用合金陶瓷的材料,使得耐磨損壽命大大高于碳鋼,更換周期是原來的3倍多。刀架和刀桿采用活性連接,刀頭的固定、調整、更換都十分可靠、方便。
2.3 刮刀軌跡的優化
刮刀一般布置在母球區和過渡區[4]。成球區不能布置,否則會將已制成的球破壞掉。刮刀的配置應最大限度地利用圓盤工作面積,不應破壞母球的運動特性。刮刀數量應盡量少些,刮刀所劃圓環應不互相重疊,以減少刮刀對造球機運動的阻力,減少盤面磨損和減輕傳動系統的負荷。
以Φ5.5 m和Φ6 m造球機為例,每臺造球機配置2個底刮刀架,1個側刮刀架。每個底刮刀架沿圓周方向配置5把刀桿,應有1把底部刮刀架的刮刀桿通過圓盤中心,避免圓盤中心積存底料,2個底刮刀架共同作用,完成圓盤底部物料的清理,側刮刀盡量靠近圓盤側面,完成清理靠近盤邊和盤壁的粘附物料。
通過刮刀位置、轉數、刀頭數量這些參數合理、優化的配置與設計,刮刀的軌跡可以覆蓋盤面的絕大部分區域。
下面以Φ6 m圓盤造球機,靠近盤側的底刮刀為例(每臺造球機有2臺旋轉底刮刀,每臺底刮刀配有5把刀桿),說明其在工作中的軌跡。
2.3.1 刮刀軌跡的計算
(1)
(2)
(3)
式中w1—圓盤角速度,rad/s;
w2—刮刀角速度,rad/s;
r—刮刀半徑,mm;
l—刮刀中心至圓盤中心距離,mm;
t—圓盤旋轉一周用時,s。
當w1=0.666 rad/s,w2=0.801 rad/s,r=680 mm,l=2 284 mm,t=9.434 s。
將一把刮刀桿一周軌跡按22.5°均分為16份,從0°到360°一共是17個點。這樣就得到一把刮刀桿在圓盤行走一周的軌跡坐標。
各點坐標如下:
x1=2 964.43,y1=0;
x2=2 551.68,y2=874.97;
x3=1 507.71,y3=1 616.32;
x4=293.43,y4=2 111.05;
x5=-645.94,y5=2 284.11;
目前,已有大量學者對勵磁涌流開展研究,取得了豐富的成果。文獻[1]提出一種基于磁滯回線的消磁方法,但其有效性尚缺乏實際的量化佐證。文獻[2]提出基于Preisach模型的剩磁計算方法,但其實現需依托于大量實驗數據的復雜運算。文獻[3]給出一種基于電壓積分法的剩磁評估方法,而該方法高度依賴于電壓互感器的量測精度。文獻[4]提出一種基于延時合閘策略的選相合閘技術,但由于開關動作離散性和預擊穿的影響,其有效性會受到極大影響。文獻[5]提出一種計及剩磁的勵磁涌流仿真方法,但其施加剩磁的方法和作用效果缺乏試驗驗證。
x6=-1 131.52,y6=2 109.61;
x7=-1 303.26,y7=1 614.44;
x8=-1 448.31,y8=873.98;
x9=-1 737.27,y9=0.59;
x10=-2 062.83,y10=-873.21;
x11=-2 100.60,y11=-1 614.63;
x12=-1 551.54,y12=-2 110.62;
x13=-393.56,y13=-2 285.24;
x14=1 040.90,y14=-2 111.50;
x15=2 225.17,y15=-1 615.77;
x16=2 735.10,y16=-873.82;
x17=2 484.95,y17=0.96;
最后將這些坐標點進行曲線擬合,得到一條軌跡曲線。
同理,將一把刮刀桿第二周軌跡按22.5°均分為16份,從360°到720°一共是17個點。這樣就得到一把刮刀桿在圓盤行走第二周的軌跡坐標。再將這些坐標點進行曲線擬合,得到一條軌跡曲線,該曲線與前一條曲線首尾連接。
1把刮刀架上若分布5把刮刀桿,相鄰2把刮刀桿的軌跡曲線就在圓周方向上相差72°。
這樣,可以得到刮刀架上所有刮刀桿行走若干周的軌跡曲線,軌跡密度和物料清理情況,若不合理可以修改參數,直到滿意為止。
由軌跡坐標公式可以看出,圓盤轉動方向與刮刀轉動方向相反,刮刀相對于圓盤的速度沿軌跡由圓盤中心向盤邊逐漸增大,刮刀到達盤邊時的速度最大。當圓盤轉動方向與刮刀轉動方向相同,情況相反。刮刀接近盤邊速度大,利于刮平物料,因此取圓盤轉動方向與刮刀轉動方向相反。
刮刀與圓盤物料接觸的斷面為直徑為30~40 mm的一個圓,因此刮刀在盤底劃出的軌跡并非是一條線,而是以刮刀頭部直徑為寬度的一條帶形的面。當相鄰兩條帶之間距離比較小時,說明盤底物料幾乎全部刮到。當軌跡帶面全部重疊,代表軌跡開始一個重復的周期。
2.3.2 刮刀軌跡的重復周期和清理周期
刮刀在圓盤內轉動,從A點開始,又回到A點,造球機所轉過的轉數,稱為軌跡的重復周期,重復周期是旋轉刮刀刮到性能好壞的重要參數,完成一次重復周期,要求圓盤和刮刀盤都必須轉過整數的轉數,重復周期的大小由圓盤轉速和刮刀轉速的比值C決定。
重復周期的最大值:
A最大=2πr(sinα)/b
(4)
式中r—圓盤中心至刮刀盤旋轉中心的距離,mm;
α—刮刀頭處于刮刀旋轉中心軌跡圓周上時,刀頭相對于圓盤底部的運動線速度與該點圓盤底部旋轉線速度的夾角,(°);
b—刮刀頭部寬度,mm,可取為30~40 mm。
并不是重復周期越大越好,因為重復周期大時,在整條軌跡曲線上,絕大部分處于重疊狀態,實踐證明,相鄰兩根曲線之間的最大距離在60 mm左右為好,因此:
A實用=2πr(sinα)/(b+60)
(5)
一組軌跡重疊于相鄰的、形狀相同的上一組軌跡時,圓盤轉過的轉速叫做清理周期。此時,圓盤完成一條軌跡帶的全面清理,清理周期是刮刀清理能力大小的參數。如果盤底物料清理周期過大(物料長時間得不到清理),盤底掛料變多,物料成球受到阻力大,清理周期過小,刮刀功率會增加,性價比不高。所以,綜合考慮要選擇合適的清理周期[5]。
清理周期與重復周期之間的關系是:
B=A×(n1/n2)
(6)
式中A—重復周期;
n1—圓盤轉速,r/min;
n2—刮刀轉速,r/min。
由公式分析可得,當n1/n2=1,刮刀桿是5時,第一個刮刀桿頭部的軌跡曲線組移動1/5周,與后一個刮刀桿頭部的軌跡曲線組重疊。所以在n1/n2=1時,具有a個刮刀桿的刮刀架,刮刀移動1/a圓周,前后之間刮刀軌跡曲線開始重疊,所以,幾個刮刀桿與一個刮刀桿的清理周期之間的關系是:
Ba=A×(n1/n2)/a
(7)
式中a—1把刮刀架配有的刮刀桿數量。
將A實用=2πr(sinα)/(b+60)(8)代入(7),可得:
B實用=2πrn1(sinα)/[a(b+60)n2]
(9)
2.3.3 刮刀軌跡的分析
經過做圖法分析,刮刀軌跡分布情況、物料刮完的時間等與刮刀轉速、圓盤轉速、刮刀數量、圓盤傾角、下料位置等許多參數有關,但其中最關鍵的參數是刮刀轉速與圓盤轉速,兩者應該匹配。如果刮刀轉速相對圓盤轉速過大,軌跡密度越大,物料成球后很快被刮刀破壞,成球質量差,造球機產量降低。如果刮刀轉速相對圓盤轉速過小物料就不能很好的被刮到,甚至出現刮不到的區域。
下文以靠近盤側的底刮刀架為例,分別表示1把刮刀桿在圓盤上行走1周,1把刮刀桿在圓盤上行走5周,5把刮刀桿在圓盤上行走10周的軌跡,如圖2所示。

圖2 刮刀軌跡圖
實踐中,可采用皮帶輪傳動放在圓盤主電動機和減速機之間,皮帶輪可以做成幾個規格,可以調整圓盤的轉速w1。刮刀可以采用變頻調速,做到時刻調整轉速w2。這樣就能達到調整刮刀角速度與圓盤角速度的比值C值的目的。
3 結論
(1)旋轉刮刀的工作性能,取決于刮刀軌跡曲線的重復周期和清理周期。
(2)C值小于并接近于1時,刮刀的軌跡分布比較密集,刮刀的刮到性能相對較好。
(3)通過理論計算和實踐應用可以得出,對于直徑為Φ5.5 m和Φ6 m的圓盤造球機,當圓盤轉速在6~8 r/min時,C值接近于1時,圓盤底部刮刀刀頭數量為5時,成球時間大約8~10 min,成球粒度在5 mm和30 mm之間,成球質量較好,滿足工藝生產要求。
4 應用與展望
對刮刀結構、材質、參數等多方面優化設計后,經過多個冶煉廠的實踐證明,旋轉刮刀耐磨損、運行平穩和易于維護,造球效果好,主要技術數據(如表1所示)滿足了工藝要求,在全國同行業中處于領先地位。
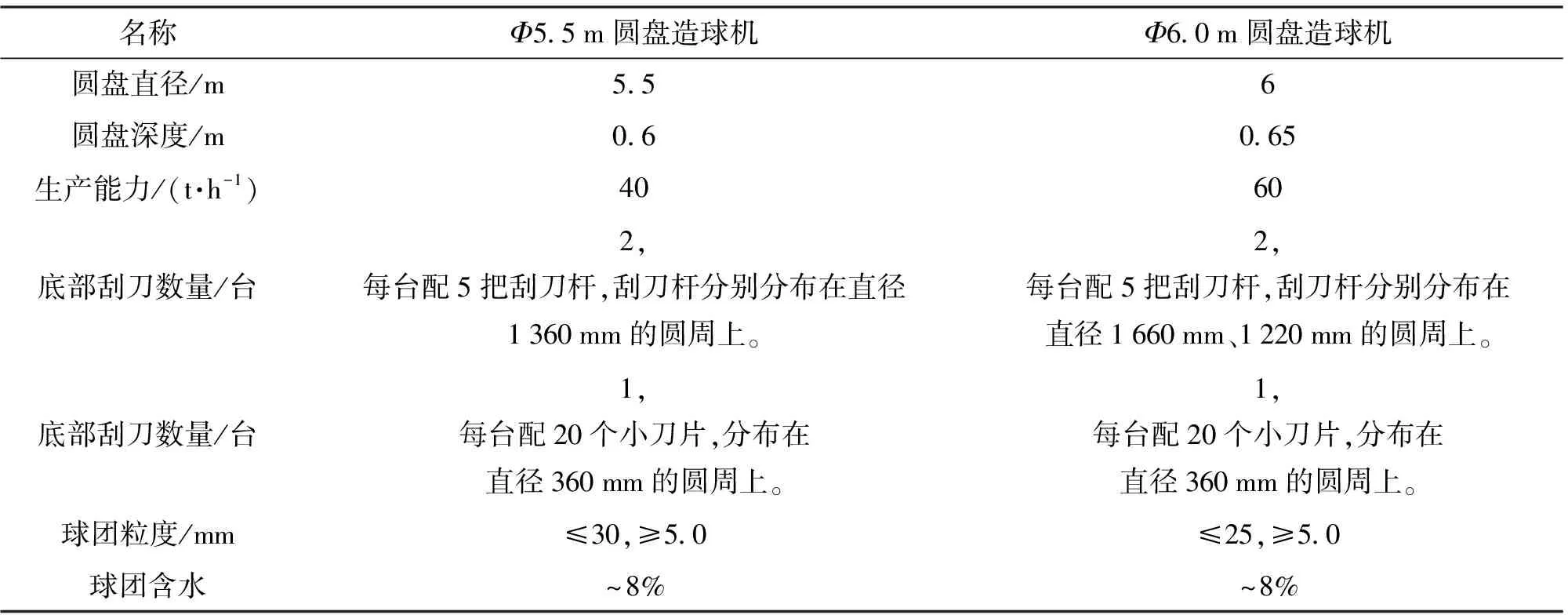
表1 主要技術數據
隨著我國鋼鐵、有色工業的發展和鎳鐵技術的快速發展,球團設備應用在銅、鉛、鋅、鎳等各種冶煉廠中。刮刀參數的合理配置和優化設計,直接關系到球團質量、圓盤生產率、圓盤壽命和整個的設備功率消耗,因此對它的研究有一定的深遠意義。
