復雜多空腔鋁型材擠壓過程數值模擬與模具設計優化的實踐應用
2020-05-15 01:30:02吉宏選
鋁加工 2020年1期
關鍵詞:設計
吉宏選
(安徽生信鋁業股份有限公司,宣城242000)
0 前言
鋁合金具有較高的比強度、較好的加工性能(如可焊接性與壓力加工性能)、較強的耐腐蝕性能和卓越的環保性能(易回收利用)等優點,已成為民用建筑、軌道交通、航空航天以及船舶制造等領域的重要工程材料[1-3]。復雜多空腔鋁型材是鋁合金擠壓產品中具有代表性的品類,在模具設計和擠壓生產方面具有較高的難度。
目前,在鋁型材擠壓模具設計過程中,經驗和類比法仍然占據主導,試模過程周期長、成本高且效率低[4,5]。近年來,隨著計算機仿真技術的蓬勃興起,利用數值模擬技術能夠直觀地分析擠壓過程中的溫度、速度變化,可以有效減少生產試模次數,提高生產效率,對提高產品質量、促進鋁型材擠壓行業發展具有重要意義。
本文針對某復雜多空腔鋁型材,利用數值模擬技術對該型材的擠壓過程進行模擬預測,分析出口型材的速度分布以優化模具結構,指導實際模具制造和鋁型材擠壓生產。
1 模具設計與分析模型的建立
1.1 模具設計
本文研究的復雜空心鋁型材截面如圖1 所示。該型材寬度為149.1 mm,最大高度為84 mm,壁厚1.6~2.8 mm,截面積為1 102 mm2,外接圓直徑為φ160.8 mm,材料為AA6063。該型材有3 個不規則空腔,均分布在左右兩側,僅靠中間平面連接,截面整體呈“槽口”型式;擠壓時流速難以控制,容易產生擴并口、底面不平、彎曲扭擰等缺陷。
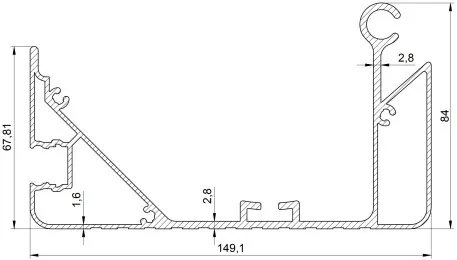
圖1 型材截面圖
根據該型材的外接圓直徑,可選用18 MN擠壓機生產[6]。對應擠壓筒內徑為φ183 mm,擠壓比為22.5,坯料規格為φ178 mm×650 mm。
對空心鋁型材常選用分流組合模進行擠壓[7]。由于該型材截面整體呈“槽口”型式,在設計模具時,為保證型材兩側供料充足,模具設計方案如圖2 所示,圖3 為模具的三維模型。為保證模具強度,設計上模尺寸為φ318mm×100mm,下模尺寸為φ318mm×80mm。為合理分配材料,在上模設計了8個分流孔,對型材中間平面部分采用直沖處理,以防止該面不平。
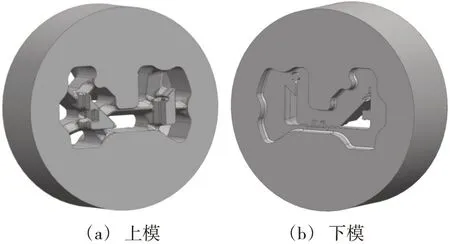
圖3 模具三維模型圖
1.2 有限元模型
模具材料為H13鋼,鋁型材材料和模具材料的物理性能參數如表1所示。根據文獻[6]和生產經驗設定坯料加熱溫度為480 ℃、模具預熱溫度為460 ℃、擠壓筒預熱溫度400 ℃、擠壓速度3 mm/s。設定鋁合金變形區與模具型腔(除工作帶)的接觸邊界為粘著摩擦,與工作帶的接觸邊界為庫倫摩擦,摩擦因數μ=0.3;鋁合金材料與模具間的傳熱系數為3 000 W/(m2·K)[8],建立的有限元模型如圖4所示。
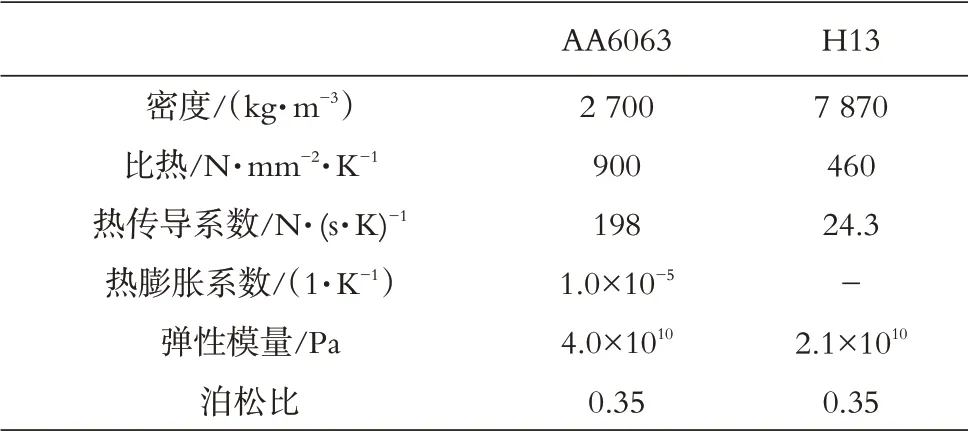
表1 AA6063和H13鋼的物理性能參數
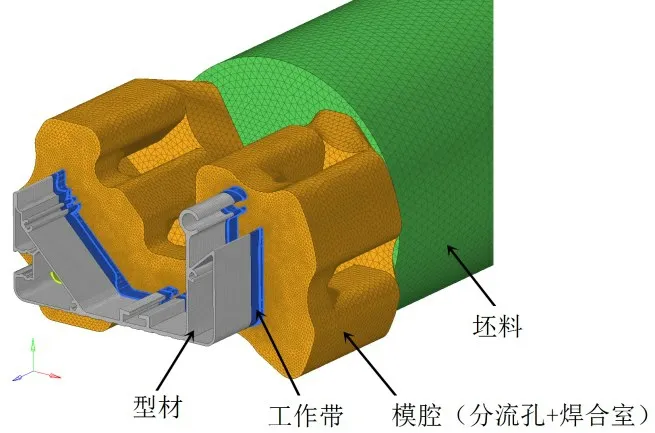
圖4 有限元模型
2 模擬結果分析
擠出型材截面上的速度分布是判斷模具結構合理性和型材成形質量的重要依據。圖5為模擬得到的該型材截面速度分布。從圖中可以看出,擠出型材的整體速度分布不均,局部產生較大畸變。鋁合金材料在型材截面A部分的流速較快,最大速度為111.0 mm/s;在型材截面兩側空腔C 和D 部分的流速較慢,最小速度為34.6 mm/s,最大流速與最小流速的差值較高,為76.4 mm/s;此外,型材截面中間B 部分的流速也相對較快。根據模擬結果推測,該型材會受A、B 部分速度較大的影響,產生彎曲變形;受速度較小的C、D 部分牽引影響,導致型材整體無法正確成形。
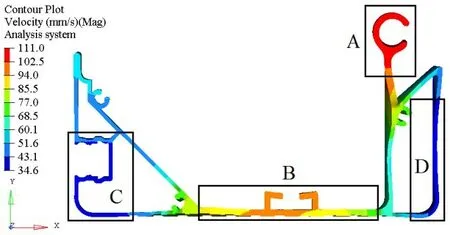
圖5 擠出型材截面的速度分布
3 模具結構優化
3.1 第一次改進
根據上述圖5擠出型材截面的速度分布,對模具結構進行了設計改進,第一次改進方案如圖6所示。對于A部分速度較快的問題,設計將橋1的位置在改進前(如圖2所示)的基礎上進行偏移,以遮擋住A部分,同時在A部分的模孔邊緣設置阻流塊;對于B部分速度較快的問題,設計縮小分流孔4的尺寸,并加寬阻流塊;對于C、D 部分速度較慢的問題,設計擴大分流孔2、7和8的尺寸。
第一次模具改進后,在擠壓工藝參數一致的條件下,對擠壓過程再次進行模擬分析,擠出型材截面的速度分布如圖7所示。從圖中可以看出,改進后型材截面C部分的流速明顯提高;A部分的流速仍然較快,但最大速度由改進前的111.0 mm/s降低至93.7 mm/s;D部分的流速仍然較慢,但最小速度由改進前的34.6 mm/s 增大至46.0 mm/s,最大流速與最小流速的差值降低至47.7 mm/s,降低了37.6%;型材截面中間B 部分流速仍然較快。第一次改進后,型材截面各部分的速度均勻性得到改善,但仍需要進一步改進。
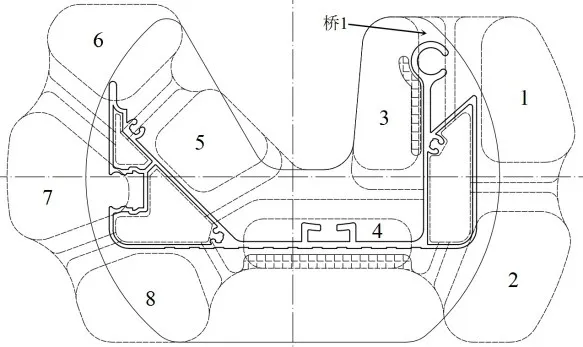
圖6 第一次模具結構改進方案
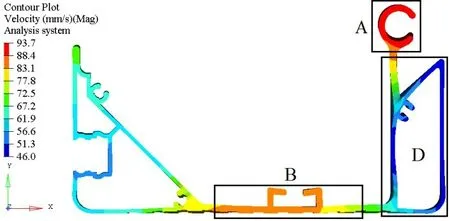
圖7 第一次改進后擠出型材截面的速度分布
3.2 第二次改進
根據上述圖7中擠出型材截面的速度分布,在其基礎上對模具結構進行進一步改進,如圖8 所示。對于型材截面A部分流速仍然較快的問題,設計將分流橋1 的位置在圖6 的基礎上繼續偏轉,以完全遮擋住A部分,同時改進其阻流塊結構,設計阻流塊高5 mm;對于B 部分流速仍然較快的問題,設計改進了直沖該部分的分流孔4 的尺寸結構,同時在其模孔兩側均設置阻流塊,設計阻流塊高4 mm;對于型材截面兩側空腔C、D部分流速仍然較慢的問題,設計將分流孔2、7和8的尺寸進一步擴大。
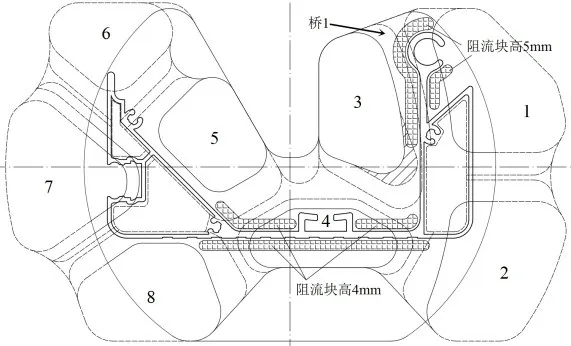
圖8 第二次模具結構改進方案
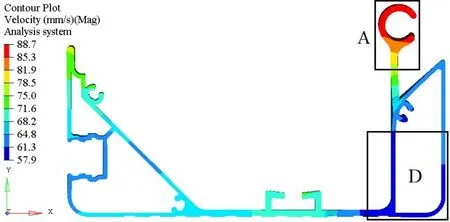
圖9 第二次改進后擠壓型材截面的速度分布
第二次模具改進后,擠出型材截面的速度分布如圖9所示。從圖中可以看出,擠出型材的速度均勻性得到進一步提高,A部分的最大速度進一步降低,已由第一次改進的93.7 mm/s降低至88.7 mm/s,D 部分的最小速度已由第一次改進的47.7 mm/s 增大至57.9 mm/s,最大流速與最小流速的差值降低至30.8 mm/s,較原方案降低了59.7%。經過兩次模具結構改進,擠出型材的速度分布變得更加合理,未發現明顯的彎曲和扭擰缺陷,可用于實際擠壓生產。
4 實踐應用
圖10 所示為按照第二次改進方案加工制造的模具實物,圖11 為模具首次試模得到的料頭與料尾的樣品。從圖11(a)可以看出,對應圖9 的模擬結果,料頭的A部分出料速度較快,D部分的出料速度較慢,與模擬結果基本吻合,由此驗證了數值模擬方法的可行性。觀察圖11(b)可知,試模料尾已基本滿足產品尺寸要求。
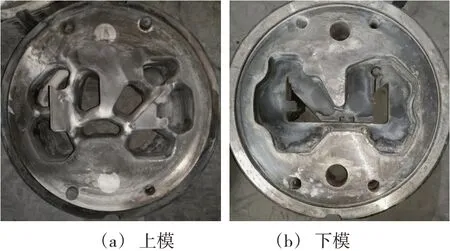
圖10 按第二次改進方案加工制造的模具實物
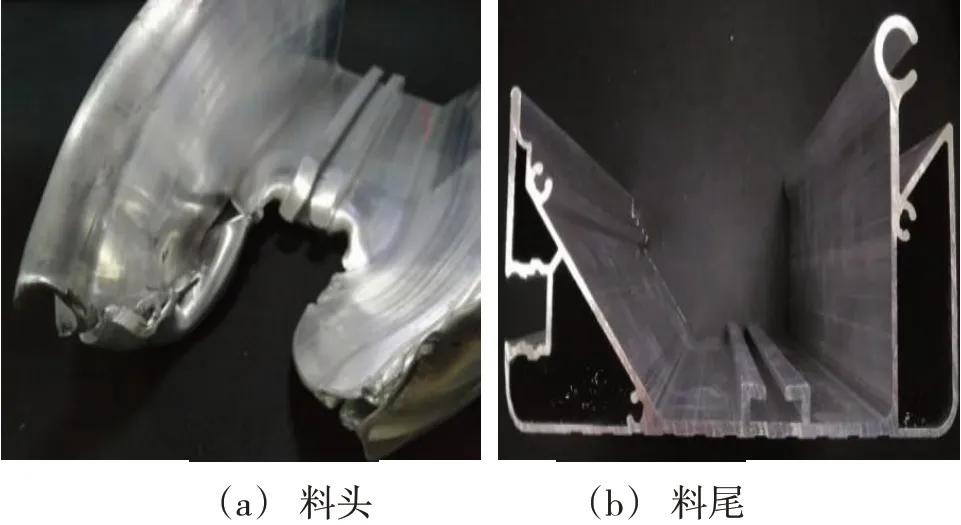
圖11 首次試模樣品
5 結論
基于有限元分析軟件對某復雜多空腔鋁型材的擠壓過程進行了模擬分析,根據模擬結果優化改進該型材的擠壓模具結構,提高了型材截面各部分的流速均勻性。將模具設計方案應用于實際,擠出型材滿足產品質量要求,顯著減少了試模次數,提高了經濟效益。
此方法可用于指導同類型材的模具設計與擠壓生產,快速高效地反映擠壓過程中的模具設計缺陷,縮短模具試修周期。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
