3003鋁合金材料制耳率的控制
2020-05-15 01:28:46熊彪
鋁加工 2020年1期
熊 彪
(中色科技股份有限公司,洛陽471039)
0 前言
3003 是以Mn 為主要合金元素的鋁合金,具有較高的抗蝕性、較好的焊接性以及成形性能,廣泛應用于新能源汽車、家具、飲料、電子行業等領域,常見的產品有電池殼、餐具、罐料、電容器等,市場前景廣闊。這些產品有一個共同的特點:生產時需要多次深沖變形、變形量大、過程較復雜,這對材料的綜合性能特別是深沖成形性能提出了更高的要求。而衡量材料深沖成形性能的指標,除了抗拉強度、屈服強度和塑性指標外,制耳率是一個主要的衡量指標。
制耳現象是指材料切成圓片經過沖成杯狀物后,杯口呈現高低不平的情況,制耳率是對這一現象的量化。當制耳率大時,會造成后續加工過程中,切邊量大,同時在波峰或者波谷存在產生開裂的危險,嚴重影響產品質量和成品率。制耳率數值的大小與材料的各向異性密切相關,強烈的各向異性對板材的使用性能特別是深沖非常不利[1]。材料的各向異性與其在加工變形和退火中形成的織構密切相關,只有當材料內部各種織構達到一定平衡時,才能降低各向異性,使材材獲得較小的制耳率,保證其深沖性能[2]。
本文研究了化學成分、終軋溫度、中間退火前冷軋總加工率、中間退火制度四個因素對3003 制耳率的影響,并通過對這四種影響因素的綜合控制,穩定地將材料的制耳率控制在3%以下,生產出滿足用戶使用要求的產品。
1 材料要求
1.1 化學成分
本試驗采用單機架雙卷取熱軋坯料,坯料規格為7.0 mm×1280 mm,選用的兩種3003合金化學成分見表1。
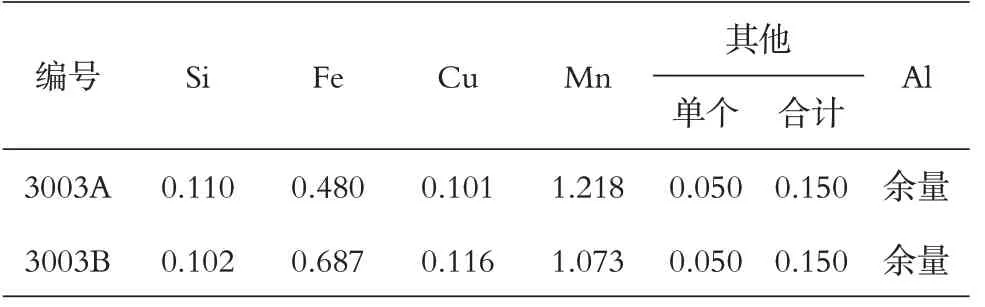
表1 3003鋁合金的化學成分(質量分數/%)
1.2 產品規格及合金狀態
產品規格:0.3 mm(厚度) × 1220 mm(寬度);合金狀態:3003-H14。
1.3 目標值
制耳率≤3%;抗拉強度:155~185 MPa;屈服強度:145~175 MPa;延伸率≥3%。
2 工藝路線及試驗方案
2.1 工藝路線
本試驗主要對影響制耳率的因素進行分析。由于產品力學性能的控制需要,通過中間退火前后道次加工率調節制耳率的空間很小,結合材料軟化曲線及產品力性能的控制要求,本試驗中間退火前后道次加工率按30%設定,可以保證產品力學性能達到目標值。
2.2 試驗方案
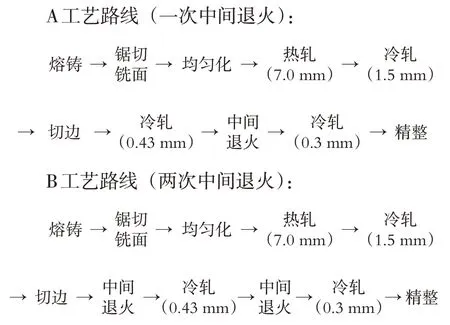
(1)為了對比不同化學成分對制耳率的影響,采用本文中的3003A和3003B兩種成分進行投料及對比試驗。在其他條件相同的情況下,按照A工藝路線生產至成品。
(2)為了對比不同終軋溫度對制耳率的影響,采用本文中的3003B成分投料,熱軋時終軋溫度按照290~300 ℃和320~330 ℃控制。在其它條件相同的情況下,按照A工藝路線生產至成品。
(3)為了對比0.43 mm 厚卷材的中間退火前冷軋總加工率對制耳率的影響,采用本文中的3003B 成分投料,分別按照A 工藝路線和B 工藝路線進行生產至成品。B工藝路線除了比A工藝路線在1.5 mm 厚度增加一次中間退火外,其余條件相同。
(4)為了對比不同中間退火溫度對制耳率的影響,采用本文中的3003B成分,按照B工藝路線生產至成品。對0.43 mm厚卷材進行中間退火時,分別選取300 ℃/3h、330 ℃/3h、360 ℃/3h、390 ℃/3h 4種不同退火制度進行對比分析。
3 試驗結果及分析
3.1 成分對制耳率的影響及分析
3003A、3003B按照A工藝路線生產至0.3 mm,其制耳率檢測結果見表2。
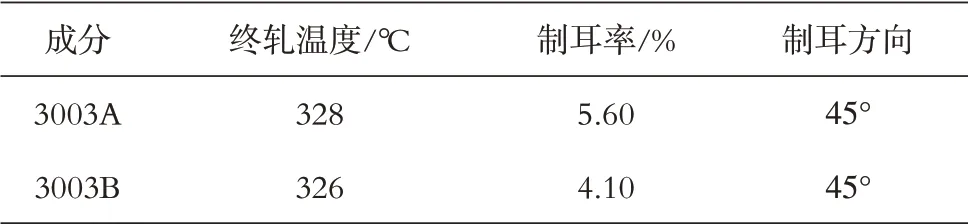
表2 不同化學成分生產至0.3 mm時的制耳率
從表2 可以看出,相對于3003A 而言,3003B成分可以降低材料的制耳率,主要是因為3003B中Fe含量的增加以及Mn含量的降低。由于3003屬于Al-Mn系合金,Mn與Al可以形成MnAl6,合金的強度隨Mn 含量的增加而提高,隨著Mn 含量的增加,合金的再結晶溫度相應地提高。但3003 合金因為具有很大的過冷能力,在快速冷卻結晶時,會產生很大的晶內偏析,Mn 的濃度在枝晶的中心部位低,而在邊緣部位高。當冷加工產品存在明顯的Mn偏析時,在退火后易形成粗大晶粒。因此Mn含量的降低能減輕偏析的趨勢,相對來說更易獲得細小的晶粒組織。同時,由于合金中的Fe 含量溶于MnAl6中形成(FeMn)Al6化合物,可以降低Mn 在Al中的溶解度。在合金中加入0.4%~0.7%的Fe,并控制Fe+Mn不大于1.85%,可以有效地細化板材退火后的晶粒,減小材料的各向異性,降低制耳率[3]。因此,適當提高Fe含量,降低Mn含量,有利于降低材料的制耳率。
3.2 熱軋終軋溫度對制耳率的影響及分析
采用3003B成分生產,熱軋時兩卷料終軋溫度分別為292 ℃和326 ℃,按照A 工藝路線生產至0.3 mm,制耳率檢測結果見表3。
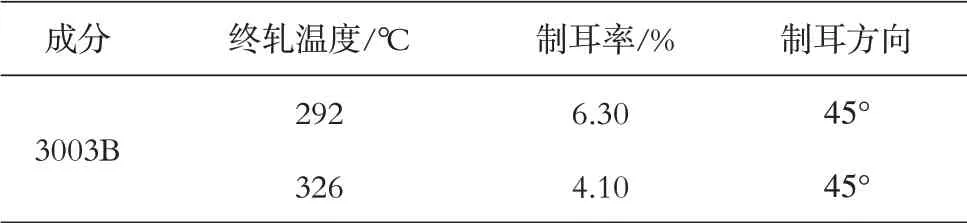
表3 不同終軋溫度生產至0.3 mm時的制耳率
從表3可以看出,終軋溫度的提高能降低材料的制耳率。分析如下:熱軋軋至7.0 mm 厚時,內部織構組成為黃銅織構{011}<211>、銅織構{112}<111>、S 織構{123}<634>,戈斯織構{011}<100>以及再結晶立方織構{001}<100>【4】。熱軋終軋溫度的提高,會促使黃銅織構{011}<211>、銅織構{112}<111>等織構向再結晶立方織構{001}<100>轉變,從而提高3003 材料中再結晶立方織構的比例,降低材料45°方向的制耳率。
3.3 中間退火前冷軋總加工率的影響及分析
為了分析0.43 mm厚卷材中間退火前其冷軋總加工率對制耳率的影響,采用3003B成分,分別按照A工藝路線和B工藝路線生產至0.3 mm厚,并檢測材料制耳率,其結果如表4所示。
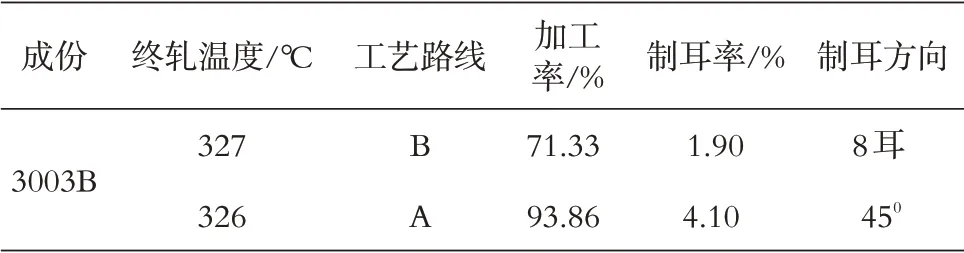
表4 中間退火前不同冷軋總加工率時的制耳率
從表4 可以看出,采用3003B 成分投料進行生產時,B 工藝路線生產出的產品和A 工藝路線相比,前者制耳率更低,而且出現8耳,屬于比較理想的情況。冷軋軋制的過程,實際上是織構轉化的一個過程,轉變過程如圖1所示。鑄錠經鋸切、銑面、均勻化熱軋成熱軋卷后,其內部織構有銅織構、黃銅織構、S 織構、立方織構等。經過冷軋后,立方織構逐漸減少,轉變為軋制織構(R 織構),此時材料制耳取向為45°方向。材料經中間退火后,部分軋制織構轉變為立方織構。理想情況下,希望材料此時最好是出現0°/90°方向制耳,制耳率為3%左右。這樣再經過冷軋軋制后,與45°方向的制耳形成平衡,達到8耳甚至無耳的目的。
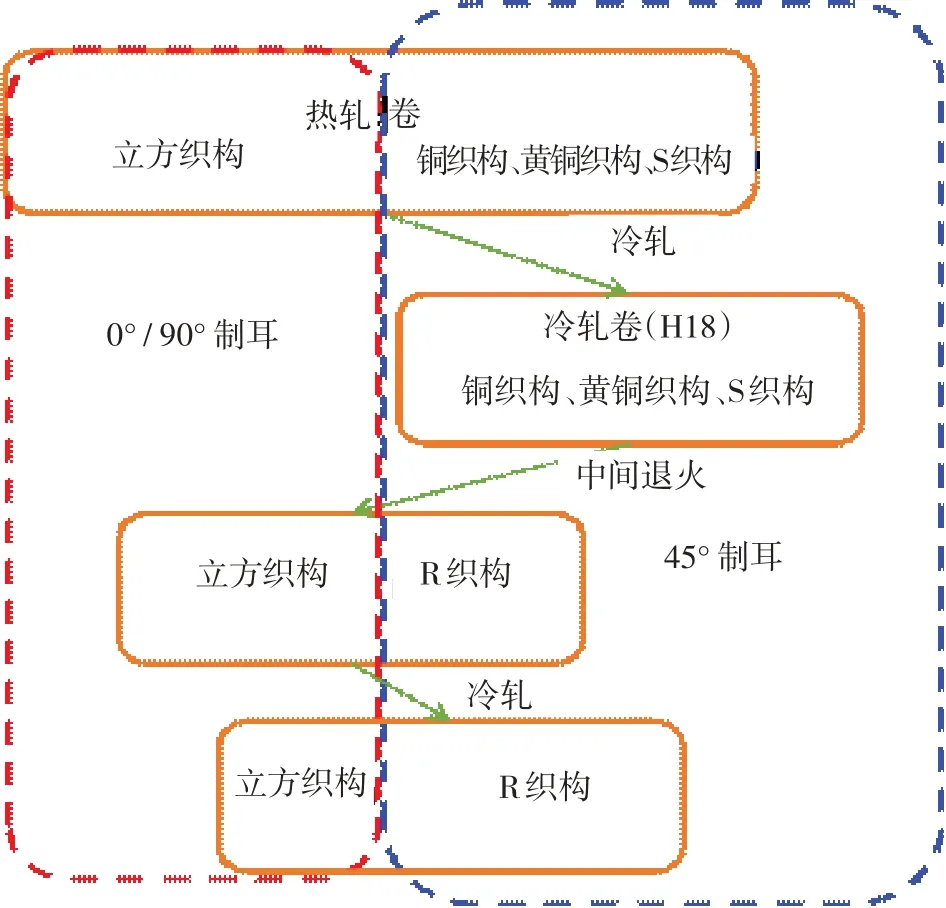
圖1 3003合金內部織構轉變過程
相對于A工藝路線來說,B工藝路線增加了一次中間退火,減小了成品厚度中間退火前冷軋總加工率,提高了材料內部立方織構的比例,使得最終材料的制耳率在3%以下,同時呈現8耳。
3.4 不同退火溫度對制耳率的影響及分析
采用3003B 成分投料,按照B 工藝路線生產(兩次中間退火)至厚0.3 mm。針對0.43 mm 厚卷材的中間退火,分析料溫300 ℃/3h、330 ℃/3h、360 ℃/3h、390 ℃/3h 4種不同退火溫度對成品制耳率的影響,檢測結果見表5。
從表5中制耳率的檢測結果可以看出,隨著退火料溫的升高,3003 材料內部0°/90°方向的制耳逐漸增強,各向異性越來越大,退火料溫按330~360 ℃控制,3003制耳率能較好地達到目標值。這從織構理論可以很好地解釋這一點:中間退火后,材料內部主要存在立方織構和R織構兩種織構,隨著退火溫度的升高,立方織構的比例逐漸增大,在某一個溫度下,經過成品道次冷軋后,內部立方織構所占的比例剛好和R織構達到平衡,此時材料表現為8耳或者無耳。退火溫度繼續升高,經過成品道次冷軋后,內部立方織構比例超過R織構,導致0°/90°方向制耳逐漸增強。
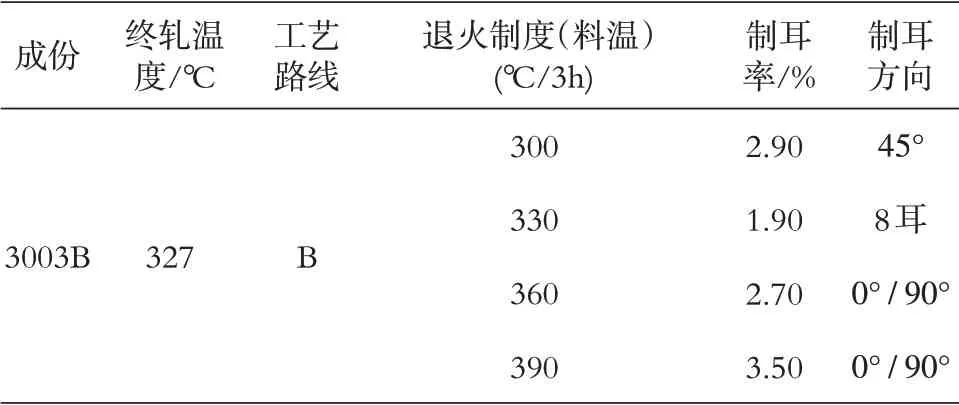
表5 不同退火溫度時材料的制耳率
4 結論
(1)適當提高Fe 含量,降低Mn 含量,可以降低3003-H14產品的制耳率。
(2)終軋溫度對3003-H14產品的制耳率有影響,隨著終軋溫度的提高,有助于提高材料立方織構的占比,使得材料45°方向的制耳減小。
(3)中間退火前冷軋總加工率越大,材料45°方向的制耳越明顯。
(4)采用本文中的3003B 成分,按B 工藝路線進行生產,終軋溫度按大于320 ℃控制,在厚度為1.5 mm 和0.43 mm 時進行中間退火,退火料溫330~360℃,生產出的3003-H14產品制耳率可以控制在3%以下。
猜你喜歡
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
中國軍轉民(2017年6期)2018-01-31 02:22:28
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
汽車零部件(2014年11期)2014-09-18 11:57:16
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
石油化工應用(2014年8期)2014-03-11 17:40:03
