AZ31B 鎂合金筒形件冷熱拉深過程有限元數值分析
2020-05-14 08:03:50周淑容
四川職業技術學院學報 2020年1期
周淑容
(四川職業技術學院 機械工程系,四川 遂寧 629000)
鎂合金是目前發現的最輕的合金材料之一,具有高強度、良好的散熱性、導電性,以及優良的減震性能和機加工性能。關鍵它還能100%的被回收再利用,因此應用特別廣泛[1-5]。
但鎂合金在室溫下的成形性能很差,當板料拉深到一定程度的時候很容易出現破裂[6]。所以,為提高鎂合金的應用性,人們開始探索怎樣提高其塑性加工能力。
隨著研究的發展,人們發現隨著溫度的升高,大多數變形鎂合金的抗拉強度以及屈服強度急劇下降,伸長率卻顯著增加。所以,人們開始思考在加熱條件下,采用板料成形方法來加工鎂合金,是否能提高其應用性能?
本文采用圓筒形件來做AZ31B 鎂合金冷熱沖壓實驗,采用有限元模擬的結果,解釋熱沖壓在塑性變形中所起的作用,引出對鎂合金進行熱沖壓的必要性和重要性,分析在冷熱沖壓中板料厚度的變化規律、應力應變的分布等異同。
1 圓筒形件有限元模擬實驗
1.1 模型建立
模型如圖1.1(a)所示,料厚為1mm。由于該模型為對稱模型,所以只需創建其1/4,即可滿足實驗要求,如圖1.1(b)所示。
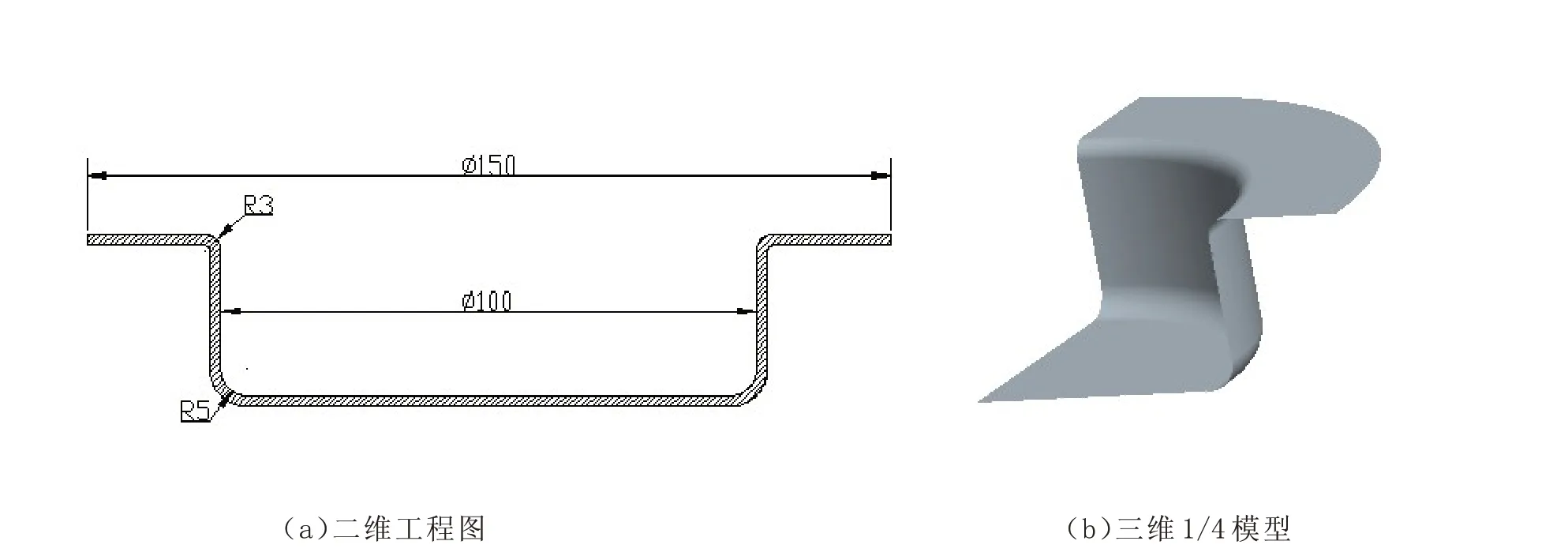
圖1.1 圓筒形件CAD 模型
圖1.2 所示為AZ31B 鎂合金圓筒形件模型,將其導入到pam-stamp 中采用自適應網格劃分。
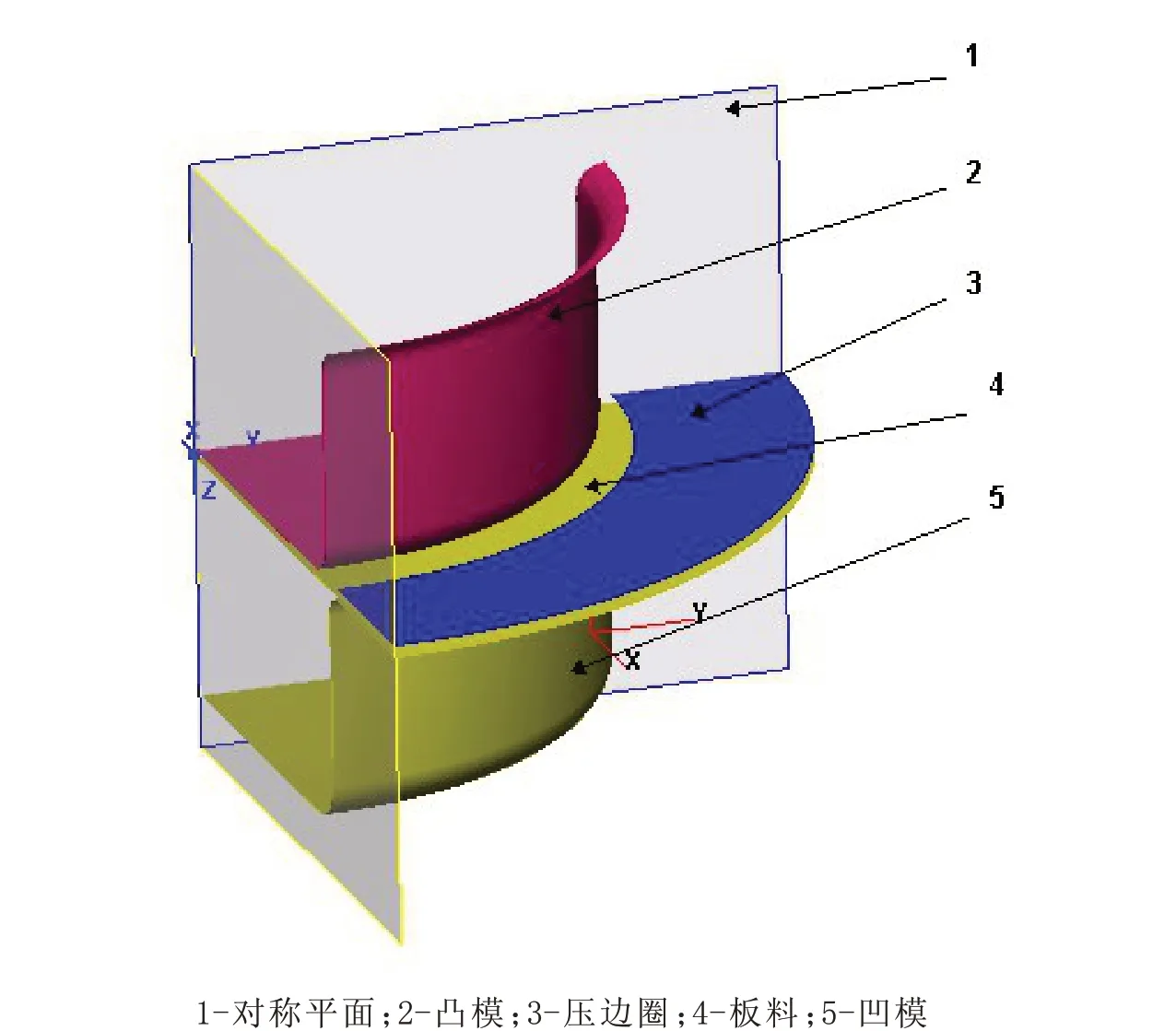
圖1.2 有限元模型
1.2 AZ31B 材料模型的建立
在本次試驗中采用Hill48 材料的屈服準則[7],其屈服函數是:

其中:F、G、H、N 是與材料各向異性參數相關的系數,當F=G=1,N=3 時就等同于Mised 屈服準則。Hill48 準則是最簡單的一種各向異性材料模型,與其相關的材料參數主要是:
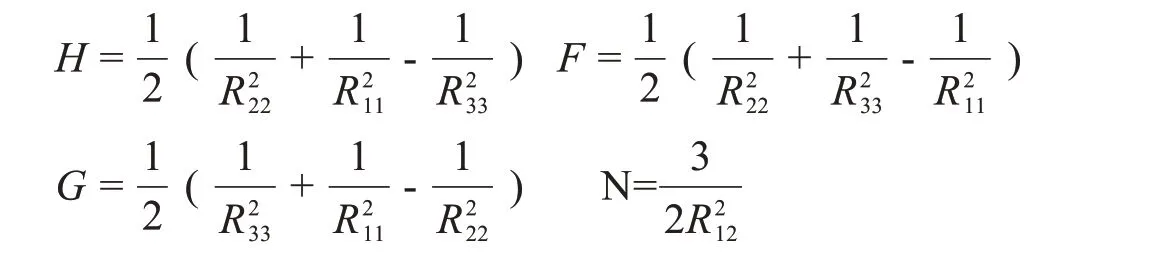
其中:R11=1;
在pam-stamp 中建立AZ31B 鎂合金材料模型,其中彈性模量450GPa,泊松比0.35,密度1.77kg/m^3,熱容系數3.6476×108J/Kg.℃。
1.3 條件設置
(1)設定模具和板料在熱沖壓條件下的溫度及屬性。冷沖壓板料及模具的溫度都為室溫25℃,如表1-2 所示:
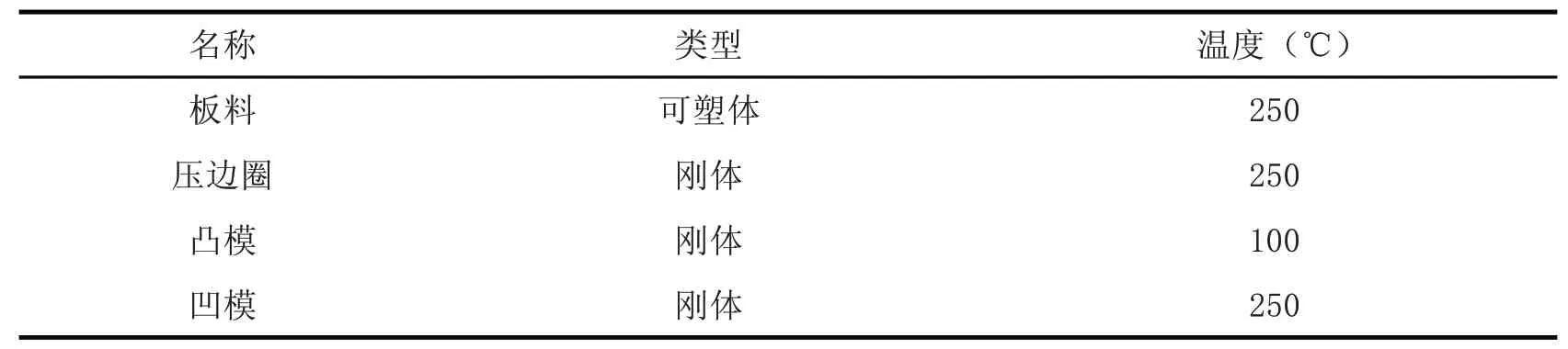
表1-2 板料及模具的溫度和屬性的設定
(2)壓邊圈壓邊力和沖頭運動速度設定,如表1-3 所示。

表1-3 壓邊力和沖壓速度
(3)設定邊界條件:由于我們只選擇了模型的1/4 作為實驗,所以在設定邊界條件時需對模型的對稱面施加約束。
(4)Inter-Object(接觸)關系設置:設定接觸關系主要是為了確定模型動作部分的主從關系。在設定過程中,模具各零部件之間的間隙取1.1 倍板料厚度,模型因數取0.12。
(5)將修改好的.PSP 文件,運用pam-stamp 中的LAUNCHER 中的求解器求解計算,計算結果保存為res 文件格式。
2 圓筒形件冷熱沖壓有限元模擬實驗對比
2.1 板料厚度分布對比
圖1.3 為板料厚度的對比圖。圖(a)為冷沖壓時板料厚度變化的模擬結果。從(a)圖中我們可以發現,在側壁上的板料變薄非常嚴重,其最小板料厚度值幾乎接近0。從這個實驗我們可以看出,AZ31B鎂合金在室溫下成形性能較差;圖(b)為溫度在2500C 沖壓時,用有限元模擬其板料厚度變化的結果,取點區域與冷沖壓時相同,也是從筒底區到凸緣區,在此區域取11 個點,做出板料厚度變化曲線。從(b)圖中我們可以得出,在側壁上的板料厚度值變化不大,最小直徑將近0.84mm。
通過板料在冷熱沖壓時,板料厚度變化曲線的對比,我們可以知道,AZ31B 鎂合金通過熱沖壓成形可以大大提高板料塑性,增加其延伸率,從而使拉深過程中側壁處的板料厚度可以保持在0.84mm 左右。
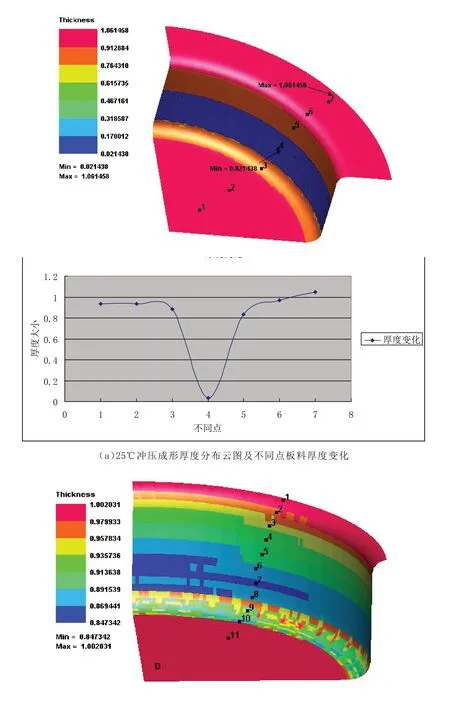
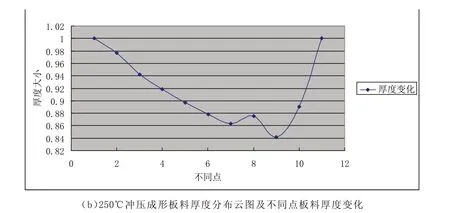
圖1.3 冷熱沖壓板料厚度變化對比
2.2 沖壓力分析對比
圖1.4 所示為AZ31B 鎂合金在冷熱沖壓過程中沖頭受力情況變化圖。從圖中我們發現:
區別一、在冷沖壓過程中,最大沖壓力約為20KN;而在熱沖壓成形中,沖頭最大的沖壓力僅為3.2KN,約為冷沖壓沖壓力的1/6。由此可知,采用熱沖壓成形AZ31B 鎂合金,可以大大降低壓力機噸位要求,從而達到節約能源,降低成本的目的。
區別二、熱沖壓成形過程中,沖頭的沖壓力在整個沖壓過程中都比較平穩,這從另一方面證明了該模型在熱沖壓成形的過程中板料變化比較平穩,材料的塑性變形能力在加熱的情況下得到了很大的改善;而冷沖壓成形過程中沖頭沖壓力的變化比較劇烈,在0~1.8s 之間從0 KN 增加到了20KN。這是由于AZ31B 鎂合金在室溫下塑性變形能力差,從而使得沖壓力在短時間內劇烈的增加。在1.8s 之后,冷沖壓過程中的沖壓力直線下降,這是由于板料減薄十分嚴重,沖頭往下運動的時候沒有阻力,因而沖壓力明顯減小。
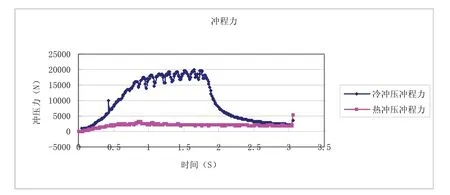
圖1.4 冷熱沖壓沖壓力
2.3 主應變對比
圖1.5 為模型拉深深度為16mm 時冷、熱沖壓主應變分布對比圖。從圖中可以得出,冷沖壓時,側壁上的主應變約為0.3,說明板料側壁的變化量較大;熱沖壓時,在側壁上的主應變變化不大,最大值約為0.1,說明板料在熱沖壓成形過程中應變小,板料的延伸率得到了很大的改善。在冷沖壓時,相同板料在拉深到16mm 時,即出現材料減薄的情況,而在熱沖壓時,當材料拉深到30mm 時,材料仍未出現明顯減薄情況。
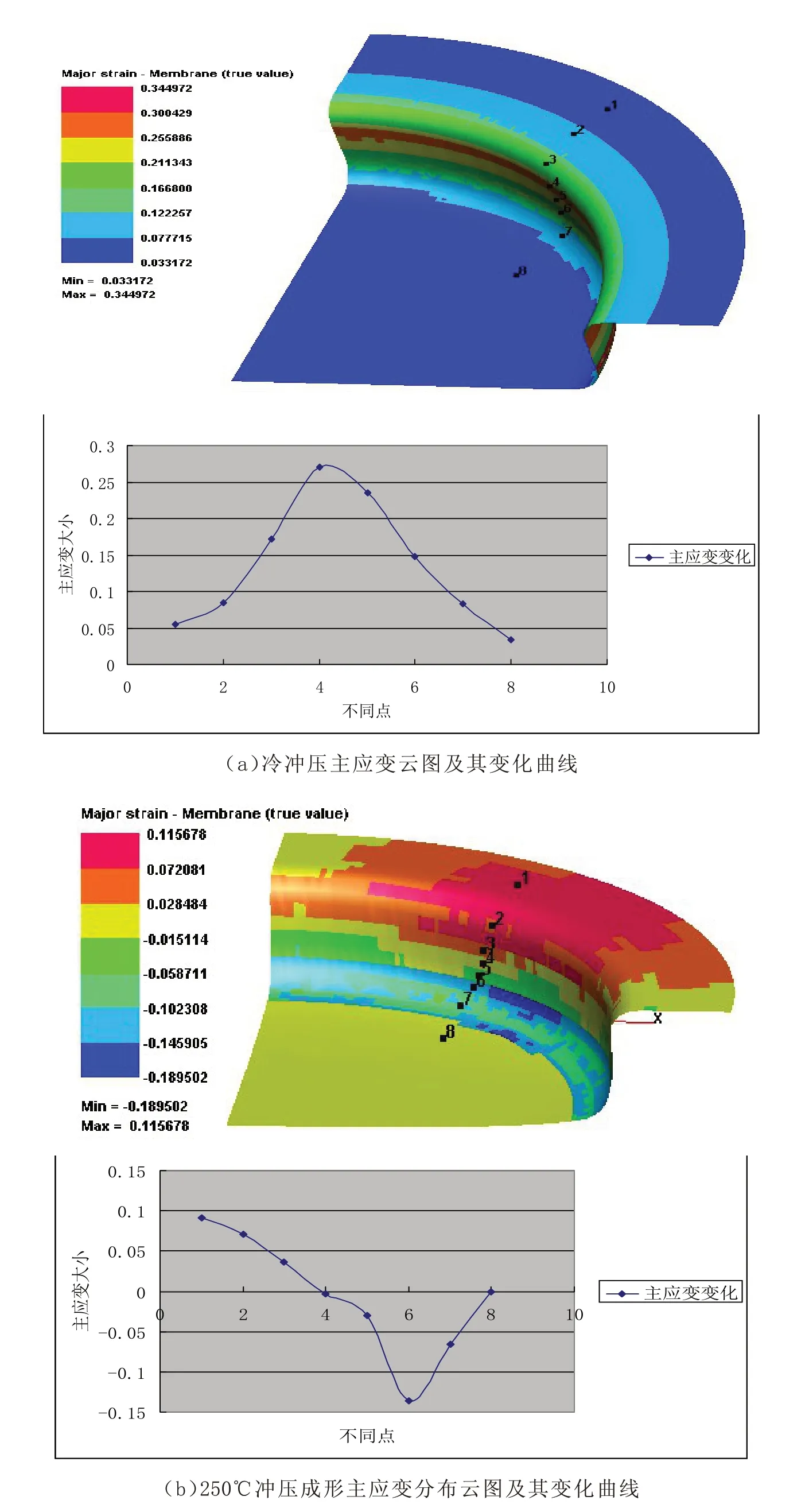
圖1.5 拉深深度為16mm 冷熱沖壓主應變分布對比
3 結語
綜上所述,AZ31B 鎂合金在室溫下的成形性能很差,在室溫下拉深時,材料減薄嚴重,容易出現拉深裂紋的質量缺陷,拉深件高度受到一定的限制。隨著溫度的提高,AZ31B 鎂合金應力降低,延伸率增大其成形性能得到了極大的改善,另外,隨著溫度的上升,其需要的沖壓力也大大降低,從而能夠降低壓力機的噸位要求,實現節能,降低了成本。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
上海節能(2020年3期)2020-04-13 13:16:16
裝備制造技術(2019年12期)2019-12-25 03:06:00
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
