黃銅閥激光焊熱裂紋的形成原因及改進措施
2020-05-13 04:19:26王艷張麗孟憲闊趙鵬飛吳世品
金屬加工(熱加工) 2020年3期
王艷,張麗,孟憲闊,趙鵬飛,吳世品
1.丹佛斯(天津)有限公司全球服務(wù)(中國)技術(shù)中心 天津 301700
2.天津大學(xué)材料科學(xué)與工程學(xué)院 天津 300072
1 序言
黃銅具有良好的耐蝕性,耐低溫,冷、熱加工性和力學(xué)性能等特點,廣泛應(yīng)用于制造閥門、水管及空調(diào)內(nèi)外機連接管等[1-2]。熱鍛黃銅閥在生產(chǎn)制造過程中,閥體和閥尾的連接常采用釬焊、惰性氣體保護焊和激光焊等方法[3-4]。而激光焊具有熱源集中、熱影響區(qū)小、變形小及節(jié)能環(huán)保等優(yōu)點,因此在黃銅閥的焊接中具有廣闊的應(yīng)用前景[2]。
然而,黃銅是銅-鋅合金(Cu-Zn),導(dǎo)熱系數(shù)高,線膨脹系數(shù)大,而且黃銅中的Zn在高溫時易蒸發(fā)。因此,在焊接過程中,黃銅焊接接頭易出現(xiàn)氣孔、難熔合和裂紋等缺陷[1,5]。其中,熱裂紋是黃銅閥激光焊過程中最為常見的缺陷[6]。熱裂紋的形成使黃銅閥發(fā)生泄漏,而且難以返修,導(dǎo)致黃銅閥在生產(chǎn)制造過程中的報廢率較高。本文針對黃銅閥激光焊焊縫產(chǎn)生的熱裂紋,分析了熱裂紋的形成原因和控制措施,對于生產(chǎn)制造過程中避免形成熱裂紋,提高產(chǎn)品合格率有重要的指導(dǎo)意義。
2 試驗方法
閥體材料為黃銅合金,采用直讀光譜儀(SPECTRO LAB LAVM10)測試的化學(xué)成分,見表1。黃銅閥體的焊接接頭形式為對接,采用激光焊自熔不填絲的方式焊接。焊接后,采用體式顯微鏡觀察焊接接頭,并標記裂紋位置。將帶裂紋的焊接接頭切割成兩部分,其中一部分裂紋沿縱向擴展方向打開,采用掃描電子顯微鏡觀察裂紋的宏觀和微觀斷口形貌。另一部分,垂直于焊縫截取帶裂紋的焊接接頭,經(jīng)粗磨、精磨、拋光后,采用16g三氯化鐵+70mL鹽酸+220mL酒精溶液腐蝕,腐蝕4~5s。腐蝕后,試樣采用金相顯微鏡(Zeiss imager A1m)和掃描電子顯微鏡(FEI Quanta 250)觀察裂紋位置、分布和形態(tài),裂紋及金相組織的關(guān)系。

表1 黃銅化學(xué)成分(質(zhì)量分數(shù)) (%)
3 裂紋形貌特征
黃銅閥焊接后,經(jīng)檢查,在焊縫中心區(qū)域可見一道縱向裂紋,如圖1a所示。沿厚度方向?qū)⒘鸭y打開后,觀察宏觀斷口表面,可見明顯的高溫氧化色。采用掃描電子顯微鏡觀察裂紋斷口形貌,如圖1b、圖1c所示,斷口表面可見束狀平行排列的胞狀柱狀晶,具有明顯的方向性。裂紋為典型的沿晶開裂,沿成排的胞狀柱晶晶面開裂。裂紋表面平滑,排列整齊,無明顯形變痕跡,晶間可見斷裂時的液膜痕跡。從裂紋斷裂位置、斷口宏觀的高溫氧化色和斷口微觀形貌,初步推斷裂紋的類型為熱裂紋中的凝固裂紋。
為了進一步分析裂紋形態(tài),垂直于焊縫截取裂紋剖面。從圖2a宏觀金相照片可以看出,裂紋從焊縫中心的表面開始,呈曲折狀延伸至焊縫內(nèi)部。裂紋以單條主裂紋和多條二次裂紋混合的形式分布。觀察顯微組織和裂紋的關(guān)系發(fā)現(xiàn),如圖2b、圖2c所示,裂紋大多起源于胞狀柱晶的匯合處,主裂紋和二次裂紋均沿α相胞狀柱晶晶界擴展。裂紋邊緣和裂紋尖端圓鈍,無塑性變形,呈明顯高溫凝固開裂特征。
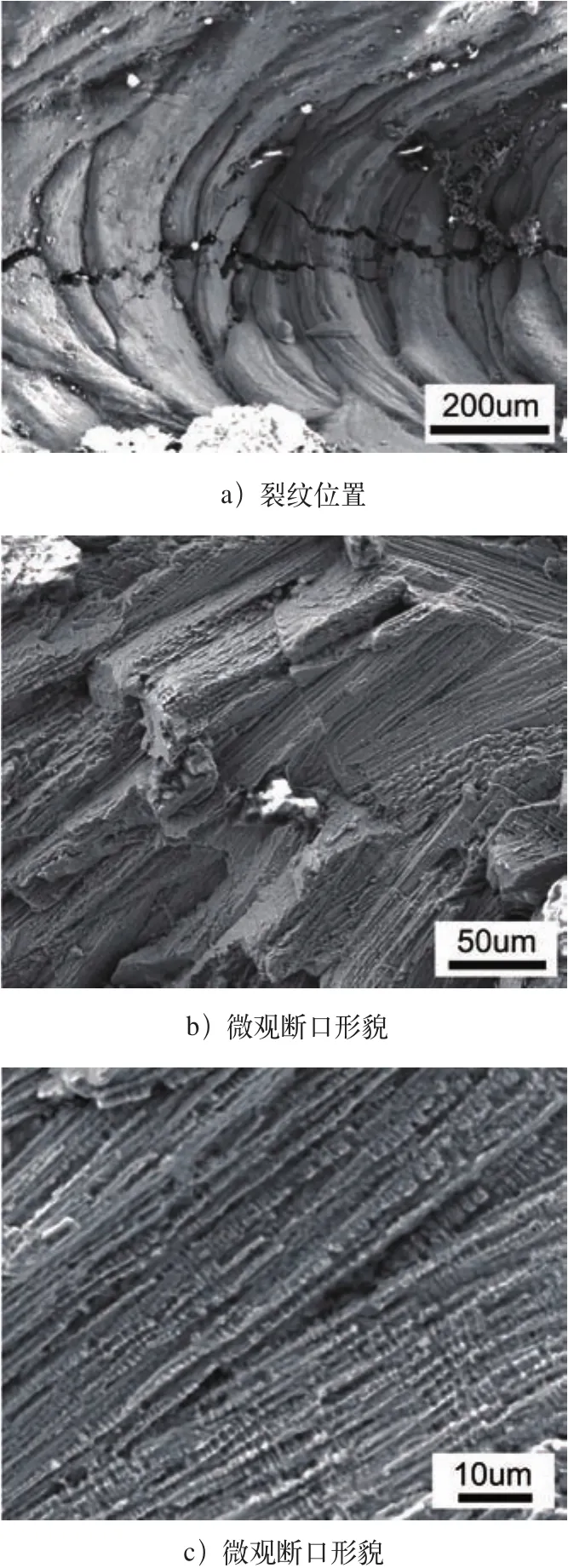
圖1 裂紋位置和斷口形貌
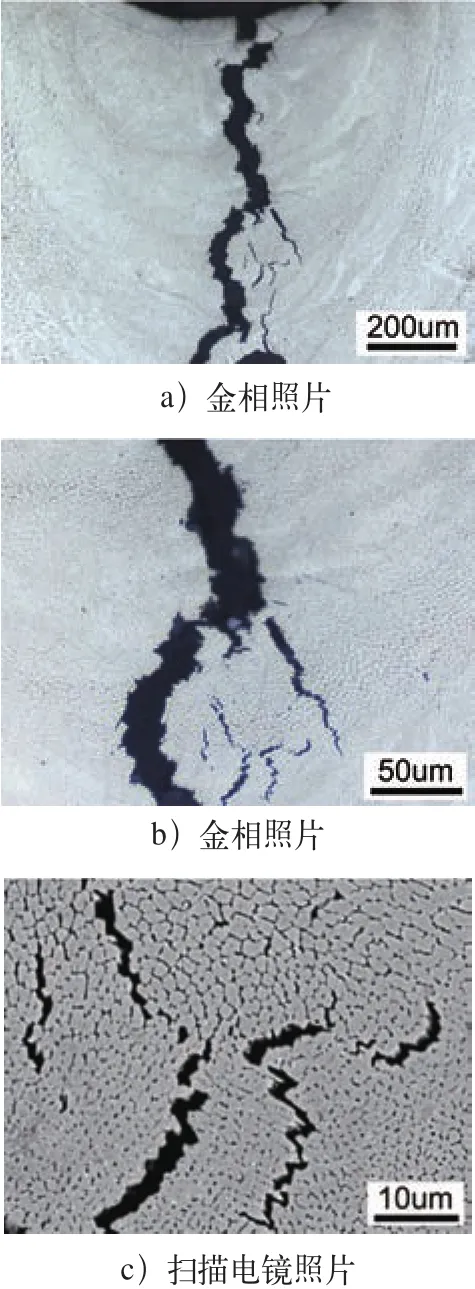
圖2 黃銅焊縫熱裂紋形態(tài)
4 裂紋形成原因及改進措施
4.1 裂紋形成原因分析
結(jié)合裂紋的形態(tài)與斷口形貌分析發(fā)現(xiàn),黃銅閥激光焊產(chǎn)生的熱裂紋主要與胞狀柱晶殘留的低熔點共晶液態(tài)金屬薄膜和焊接收縮產(chǎn)生的拉應(yīng)力有關(guān)。當冷卻過程中,焊接收縮產(chǎn)生的拉應(yīng)力超過低熔點共晶液態(tài)金屬薄膜的臨界強度時,即產(chǎn)生熱裂紋。
熱裂紋的敏感性與固-液兩相區(qū)的溫度區(qū)間密切相關(guān)。固-液兩相區(qū)溫度區(qū)間越大,熔池凝固時在此區(qū)間停留的時間越長,產(chǎn)生熱裂的傾向越大。黃銅閥為銅-鋅(Cu-Zn)合金,本身的含Zn量為38.7%,結(jié)合Cu-Zn合金二元相圖[7](見圖3)可以看出,黃銅母材的固-液兩相區(qū)的溫度區(qū)間很小,不易產(chǎn)生熱裂紋。然而,黃銅中Zn的燃點420℃,沸點為906℃。在激光焊過程中,焊縫中的Zn會產(chǎn)生一定的揮發(fā),造成焊縫含Zn量下降[1,8]。采用能譜儀EDS測試的焊縫含Zn量為33%~36%。隨著焊縫中Zn含量的下降,焊縫固-液兩相區(qū)(L+α)的溫度區(qū)間增大,從而為低熔點共晶液態(tài)金屬薄膜的形成提供了足夠的時間。
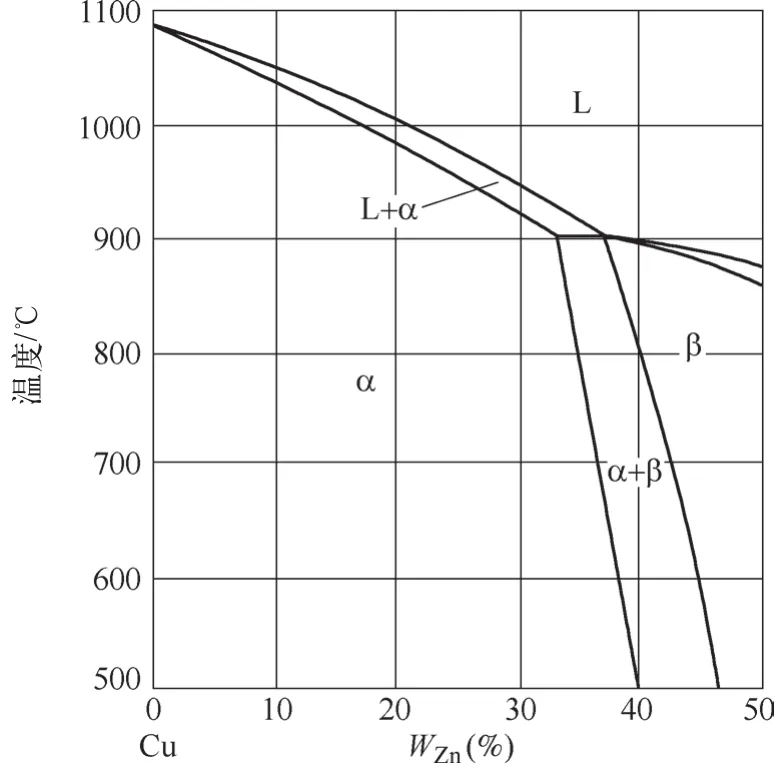
圖3 Cu-Zn二元相圖[7]
黃銅閥采用的黃銅含有約2%的Pb,Pb在黃銅中的溶解度<0.3%,Pb與Cu易形成低熔點共晶組織,其共晶溫度僅為326℃。同時,黃銅合金在激光焊過程中,易生成氧化亞銅(Cu2O),它溶于液態(tài)銅而不溶于固態(tài)銅,凝固過程中易形成Cu2O+Cu的低熔點共晶[5,9]。此外,雜質(zhì)元素向晶界偏析也會導(dǎo)致低熔點共晶的形成。由于黃銅焊縫固-液兩相區(qū)的溫度區(qū)間增大,這些低熔點共晶物極易形成低熔點共晶的液態(tài)薄膜,并聚集在晶間或晶界處。另一方面,黃銅焊縫在冷卻過程中受到閥體基體的拘束作用,在收縮過程中產(chǎn)生一定的拉應(yīng)力。而且,黃銅的線膨脹系數(shù)較大,產(chǎn)生的拉應(yīng)力相對較大。最終導(dǎo)致低熔點共晶的的液態(tài)薄膜在拉應(yīng)力的作用下產(chǎn)生熱裂現(xiàn)象。
4.2 控制裂紋的措施
通過對黃銅閥激光焊焊縫熱裂紋形成原因的分析,從以下幾方面改進可以有效避免和降低熱裂紋的產(chǎn)生。
1)嚴格控制黃銅閥基體母材的雜質(zhì)含量,如:S、P等;控制黃銅母材中Pb偏析現(xiàn)象,避免形成大量的低熔點共晶。
2)焊接前嚴格清理干凈,避免引入雜質(zhì)元素,減少閥體表面的Cu2O進入焊縫熔池。
3)提高焊接速度,盡量采用小的熱輸入焊接,減少Zn在激光焊過程中的燒損,從而縮小黃銅焊縫固-液兩相區(qū)的溫度區(qū)間,降低熱裂紋敏感性。同時,可以避免焊縫形成粗大組織和嚴重的組織生長方向。
4)在閥體和閥尾焊接裝配時,應(yīng)牢固固定,減小裝配間隙,從而降低焊縫金屬凝固過程中承受的收縮拉應(yīng)力。
5 結(jié)束語
本文通過對黃銅閥激光焊焊縫的裂紋形態(tài)特征和形成原因的分析,為實際生產(chǎn)過程中判斷裂紋的類型,找尋裂紋形成的根本原因提供了依據(jù)。同時,根據(jù)熱裂紋的形成原因提出了相應(yīng)的改進措施,有效避免了熱裂紋的形成,提高了黃銅閥激光焊的質(zhì)量和合格率。
主要結(jié)論如下:
1)黃銅閥激光焊產(chǎn)生的熱裂紋為凝固裂紋,裂紋形成于焊縫中心,大多起源于胞狀柱晶的匯合處,沿胞狀柱晶晶面開裂,無明顯形變痕跡,晶間可見液膜痕跡。
2)黃銅中的Zn在激光焊過程中燒損嚴重,導(dǎo)致焊縫固-液兩相區(qū)(L+α)的溫度區(qū)間增大,熱裂傾向增加。
3)通過嚴格控制母材雜質(zhì)元素含量、加強焊前清理、降低焊接熱輸入和控制裝配間隙可以預(yù)防熱裂紋的產(chǎn)生。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
成都信息工程大學(xué)學(xué)報(2021年4期)2021-11-22 07:44:46
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
四川輕化工大學(xué)學(xué)報(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
