自潤滑銅套在螺旋焊管機組立輥上的應用
2020-05-12 06:24:38玉向寧熊兆軍趙增強
焊管 2020年4期
玉向寧,熊兆軍,趙增強
(山東勝利鋼管有限公司,山東 淄博 255082)
1 概 述
立輥是螺旋焊管生產線上必不可少的設備,對整條生產線的帶鋼起導向對中作用,以防止帶鋼中心 (邊緣) 偏離遞送線而導致成型不穩,進而產生缺陷[1]。 螺旋焊管生產采用埋弧焊接方式,為保證焊管的管徑及直度,對焊接用帶鋼寬度有嚴格要求。 在實際生產中采購的原材料為熱軋卷板,板寬存在一定的公差,整卷材料寬度尺寸精度低,特別是在板頭、板尾部位還會存在 “月牙彎”,為了保證遞送線不偏離,就要通過立輥定位來實現。 因此,在整條焊管生產線中,從開卷機到進入成型器前的所有工序,一般會設立至少5 組立輥裝置,其具體位置如圖1 所示。 圖1 中立棍分布在矯平機和剪板機之間、剪板機和夾送輥之間、銑邊機前后以及遞送機前[2]。 另外,為了保證帶鋼平穩準確地進入成型器內,在導板側面設側立輥,在成型器0#輥兩側設前立輥和后頂輥機構。 在焊管生產線中,立輥是使用最多、故障率相對較高的設備,研究立輥的結構,分析其主要故障點及原因并加以優化改進,對提高焊管生產線的設備能力以及生產效率具有重要意義。
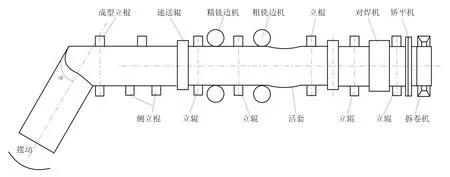
圖1 焊管生產線立輥位置示意圖
2 立輥的使用現狀分析
2.1 立輥的結構
焊管生產線立輥位置調節傳動機構主要由底座、主傳動機構、輥座、輥子組成,具體結構如圖2 所示。 圖2 中,通過手動或電動機帶動減速機轉動兩邊的絲杠、絲母使立輥橫向移動,從而通過帶鋼板寬變化實現立輥位置的調節[3]。

圖2 立輥結構示意圖
2.2 立輥受力分析
在生產過程中帶鋼邊緣與立輥面是緊密接觸的,鋼板行進中板邊和立輥接觸面會產生擠壓力P,從結構中看出立輥通過絲杠直接傳動,因為絲杠具有自鎖特性,帶鋼板寬變化時立輥位置不能隨之變化,這就造成了帶鋼對輥面造成很大的徑向擠壓力,因其兩者間硬度的差異,帶鋼邊緣受力產生板邊擠厚,致使卷板邊緣發生塑性變形[4],如圖3 所示。 鋼板局部變形量為 S,變形區域長度為L,對應的立輥轉動中心角度為α。
根據理想材料應力變形特點分析可知,材料受力變形其應力是隨著變形量的增大而增大[5],但增大到一定值時趨于平衡。 帶鋼邊緣變形達到彈塑性變形極限時,其與立輥間產生的應力為鋼板的屈服極限σ,帶鋼邊緣應變為δ,則

式中: B——鋼板寬度;
E——彈性模量。
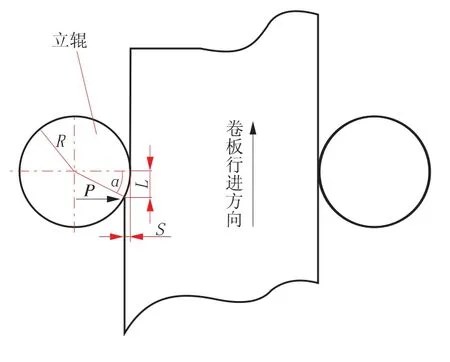
圖3 立輥受力分析示意圖
由公式 (1) 可以得出

理想狀態下認為帶鋼邊緣與立輥間的應力是均布的,則可得出壓力

式中: t——卷板厚度。
依據圖3,可得出幾何關系式

其中,R 為立輥的半徑,立輥轉動需要的力矩為

由公式 (4) 和公式 (5) 可以計算得出立輥克服鋼板塑性變形的阻力

另外,立輥在轉動過程中軸承也會產生摩擦阻力。
2.3 立輥故障的產生
在螺旋焊管生產調型中,根據卷板寬度先調節立輥的開口量,因為同種規格或相近規格鋼管一般采用寬度相同的卷板批量生產,主傳動機構使用頻率遠遠低于輥子,因此立輥故障一般都是出現在輥子部件上。
生產過程中卷板板邊與立輥緊密接觸,鋼板前進帶動立輥轉動產生滾動摩擦,從輥子受力分析可知輥面長期受力會出現各種故障以及磨損。為了提高輥子使用壽命,要減少輥面溝槽的產生,輥面硬度一定要遠大于卷板,且有很高的耐磨性。 現用立輥材質一般采用9Cr2Mo,調質處理后硬度為240~270HB,輥子表面淬火后硬度為 50~55HRC。
通過對立輥受力分析,并結合實際生產中立輥故障率的統計,發現輥面磨損產生的立輥維修幾率很低,一個輥子可以使用至少一年,造成立輥故障率高的原因是軸承的損壞。 傳統立輥結構如圖4 所示,輥子的轉動是依靠一對圓錐輥子軸承來實現,兩個軸承背向安裝,軸承內環向外,軸承外圈的定位依靠壓蓋實現,內圈靠定位套來定位。 立輥在長期的連續運轉過程中,此軸承結構受徑向載荷為主的徑向力和軸向載荷力的聯合沖擊。 在立輥結構中定位方式屬于間隙配合,這就使得軸承游隙比較大,當受到比較大的徑向阻力時,其內環產生較大的軸向分力,產生磨損,隨之進一步加大了軸承的游隙。 如此循環會導致立輥的支撐裝置強度降低,軸承滾柱與外圈接觸不均勻,產生軸承的載荷不均和滾柱卡死現象,軸承外圈受到較大沖擊和震動時,加速了軸承的疲勞損壞[6]。

圖4 傳統立輥結構示意圖
在生產中軸承出現問題由于沒有及時發現或維修,常常使得與軸承配合的輥軸以及軸套等隨之損壞,增加了維修成本,同時軸承的變形拆檢更加困難,也使得維修時間和費用有所增加。
3 立輥的改進
3.1 立輥結構的改進
針對立輥軸承故障的這一問題,引入了以自潤滑銅套替代軸承的結構。 綜合考慮了替代軸承的尺寸以及鋼和銅材料的價格成本等因素,設計了以鋼套為載體內部鑲嵌銅套的形式取代原來軸承位置,具體結構如圖5 所示。 改進的立棍是以鋼為基體鑲嵌入銅套,銅套設有油槽可以加油潤滑,該結構除了銅套式滑動軸承所具有的工作平穩、可靠、承載力大、抗沖擊、無噪聲等特點[7],以及在潤滑液條件下滑動表面被潤滑油分開而不發生直接接觸,大大減少了摩擦損失和表面磨損,潤滑油膜還能起到吸振、散熱、減摩、延長銅套壽命等優勢外,還具有節省成本,提高抗壓強度的優點。 此結構的軸承在運行過程中,鋼套承擔了大部分的沖擊負荷,在輥子不斷轉動中潤滑脂減少了長期運行時對摩擦副的損害[8],選用的潤滑脂具有良好的高低溫性能、防銹性能和機械安全性能,特別適用于生產線立輥這種多灰塵、多沖擊的環境。

圖5 改進后立輥結構示意圖
3.2 銅套的設計選用
3.2.1 銅套尺寸
在設計銅套結構時要充分考慮裝配前后銅套內徑的變化關系,以此來預測銅套內徑變化量,從而設計出適宜尺寸的銅套結構[9]。 由于鋼套的剛度遠大于銅套,鑲嵌時銅套的變形可忽略不計,鑲嵌前后銅套的外徑變形量視為銅套的過盈量Δ,依據力學理論公式可得出銅套在鑲嵌前后的體積變化為
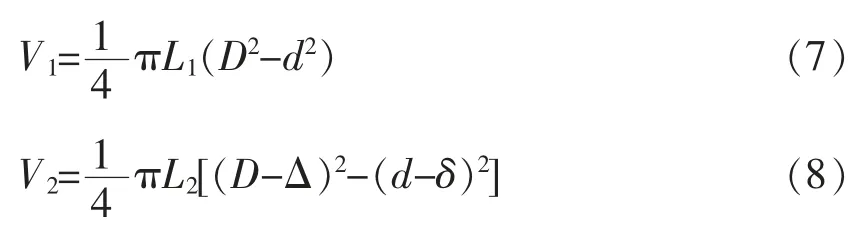
式中: D——銅套外徑;
d——銅套內徑;
δ——銅套內徑變化量。
鑲嵌前后 V1≈V2,且 L1≈L2。
由公式 (7) 和公式 (8) 可以得出

當銅套過盈量和內徑變化量分別遠小于銅套外徑和內徑時,2D-Δ≈2D,2d-δ≈2d,則由公式 (9) 可得

依據公式 (10) 可以發現內徑變化量與過盈量是成正比關系的,比例系數由銅套內外徑尺寸的比值構成。 在實際設計中綜合考慮外部因素如溫度、粗糙度和孔橢圓度等的影響,選配的銅套內徑尺寸會留有余量。
3.2.2 銅套材質
耐磨銅套的材質種類很多,考慮立輥軸承等零件的加工和拆裝精度,以及裝配難度等方面的原因,銅套材質選擇比較軟且耐磨的銅合金[10],比如磷錫青銅、鋁鐵青銅、錫鋅青銅以及常見的黃銅等。 設計中選擇了具有較好強度與硬度、加工性好的黃銅作為鑲嵌銅套的材料[11]。
4 應用效果
對兩條螺旋焊管生產線電動立輥和成型頂輥均進行軸承改銅套的更換,改進后的立輥軸套使用壽命由原來的2~3 個月延長到6 個月以上,且改造后的結構易于安裝,維修成本和時間均有降低。
同時,自潤滑軸套代替軸承可以引入到焊管生產線的其他設備上。 例如矯平機設備,其工作輥由于長期運轉,輥子軸承在沒有及時維修的情況下會出現輥子端部配合部位磨損變形情況,輥子修復拆裝困難,維修時間長,在生產任務繁重時,無法及時檢修。 為了不影響生產,在未對工作輥進行拆卸的情況下,在線打開輥端壓蓋,拆卸軸承,對輥頭進行手工修磨后,根據修后的輥頭尺寸加工鑲銅鋼套作為軸承,維修后的矯平機完全能夠達到生產要求,節省了維修時間以及成本,效果良好。
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2020年1期)2020-09-21 09:24:52
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
現代企業(2015年9期)2015-02-28 18:56:50
