
多錠高速錠速監測系統
2020-05-11 06:22:11程方曉袁嫣紅李躍珍
現代紡織技術 2020年3期
程方曉 袁嫣紅 李躍珍

摘 要:包覆紗機因為錠速問題導致產品不合格的現象非常普遍。針對多錠數、高轉速錠子轉速監測系統進行研究。該系統利用光電傳感器與滯回電壓比較器,實現了錠子轉速信號的標準化;采用定時器的分時復用及通道多路切換技術實現多錠轉速的采集;通過錠子狀態判定算法實現監測系統的自動報警;利用WiFi與4G模塊,并通過OneNet云平臺完成本地數據的網絡化,實現了系統的遠程監測功能。設計完成的錠速監測系統通過了實驗驗證,實現了設備運行狀態的實時監控。該系統的使用可以滿足生產現場自動及時提醒設備維護的需求,提高了企業生產管理的自動化水平。
關鍵詞:包覆紗機;錠速測速;遠程監控
Abstract:It is common that covering yarn machine produces unqualified products due to the spindle speed problem. Thus, researches are conducted on multi-spindle and high-speed spindle speed monitoring system. The system uses photoelectric sensor and hysteresis voltage comparator to realize standardization of spindle speed signal. The multi-spindle revolving speed acquisition is realized by the time division multiplexing of the timer and the multi-channel switching technology of the acquisition channel. The automatic alarm of the monitoring system is realized by the spindle state determination algorithm. By using WiFi and 4G modules, and through the OneNet cloud platform,the networking of local data is completed, and the system's remote monitoring function is realized. The designed spindle speed monitoring system has passed the experimental verification and realized real-time monitoring of the running status of equipment. The system can be used to address the need of automatic and timely reminding equipment maintenance at the production site, and improve the automation level of production management of enterprises.
Key words:covering yarn machine; spindle speed measurement; remote monitoring
在中國制造2025與紡織工業“十三五”規劃的背景下,通過利用傳感器技術,嵌入式技術及網絡技術對企業生產設備進行改造勢在必行[1-2]。針對包覆紗機的錠速實時檢測,是對現有包覆紗機自動化水平的一個提升。
包覆紗機的主要功能是將紗纏繞在以氨綸等為芯的材料上形成包覆紗,目前大部分設備由龍帶帶動錠子高速轉動,完成包覆動作,錠子轉速將直接影響到包覆紗成品的質量。在生產現場,由于龍帶老化松弛、加油紗線包覆過程中甩出的油霧引起打滑等各種原因,會造成錠速達不到設計要求。為此,針對每一錠,每天工人必須進行錠速的檢測,對轉速不達標的錠位進行檢修維護。這種方法,工人只能做到每天1~2次的巡檢,無法及時發現問題。因此急需進行自動監測系統的研發,提高包覆紗機智能化水平。
在對類似設備監測的研究中,沈星林等[3]針對傳統空氣包覆紗機無法控制紗筒上紗線長度的問題,設計了單錠紗線計長系統,保證每錠完成的包覆紗長度與設置值的相差在允許范圍內。常永和等[4]分析了環錠紡中紡紗張力、氣圈張力和卷繞張力的特點,得出了紡紗張力參數對紡紗張力影響的規律;利用力與位移傳感器、信號處理電路及PLC搭建了在線檢測系統,實現了環錠紗條張力的檢測。齊曉旭等[5]以錠子的振動為研究對象,利用故障診斷系統,通過小波變換對振動進行了分析,找出了故障特征,最終分析出了引起故障的各種原因。而針對包覆紗機的運行狀態的實時監控研究還處于初始階段。通過對包覆紗機應用企業進行調研和分析,設備運行過程的各種問題,如部件損壞、龍帶松弛、龍帶傳動打滑等最終反映到錠速上,因此本文開展錠速檢測的研究。
針對1臺包覆紗機存在多達192個錠子,錠子的轉速高達上萬轉的現狀,本文提出采集模塊化,人機交互集中化的高速錠速監測系統。采集模塊之間利用CAN總線實現了數據的實時傳輸,設計了友好的人機交互系統,實時監控生產中所有錠速,對轉速存在問題的錠子進行報警。本設計應用無線模塊(WiFi與4G)將數據傳到云端服務器,實現了遠程監控,通過累積的歷史數據,為企業大數據分析提供數據支持。
1 高速錠速監測系統的組成
錠速監測系統由采集模塊、人機交互模塊和云平臺3個部分組成(圖1)。根據設備實際采用的錠數,可以自由增減采集模塊的數量。
采集模塊完成錠速的實時采集計算,并通過CAN總線將數據傳到人機交互模塊。人機交互模塊接收數據采集模塊的數據,對其進行處理,提供錠速監測與報警功能。WiFi與4G模塊將現場采集的數據傳至云平臺。云平臺通過接收存儲現場的實時數據,完成遠程監測與歷史數據的回溯與分析。
2 采集模塊的設計
2.1 測速方案的制定
一節包覆紗機由上下兩層、左右兩面,共24個錠子組成。一臺包覆紗機由6~8節包覆紗機組成,最多可達192個錠子。錠子通過龍帶傳動,轉速可達14 000 r/min。
根據錠子錠速高這一特點,采取非接觸式的測量方法。在常用的非接觸式轉速測量方法中,利用霍爾轉速傳感器、光電傳感器測量是常用的方法[6]。采用霍爾測速的方法需要在設備上加裝磁鋼,在錠子轉速高達14 000 r/min、軸徑約20 mm的條件下動平衡要求非常高,因此不適合霍爾傳感器檢測方法,而利用光電傳感器這種方案只需要在錠子末端涂成黑白兩個區域,光在黑白兩個區域反射的強度會產生大的變化,通過加裝一對光電管的方式即可采集錠速的信息。
光電轉速傳感器選用TCRT5000紅外傳感器,它由一個藍色紅外發射管與一個黑色紅外接收管組成,相比同類的紅外光電管,它中間有一個黑色塑料隔板,提高了感應元件的靈敏度。
感應元件得到的是一個模擬量,需要檢測電路的放大、濾波及模擬量轉化為開關量等方法來實現檢測信號的標準化處理。針對一臺設備上錠子數量龐大的特點,可采用多路轉速分時復用一個定時器單元的方法來實現多錠的測量。
2.2 傳感電路的設計
傳感器輸出的是模擬信號(圖2),MCU定時器外設輸入的是數字信號,所以要把0~5 V的模擬信號轉化為開關量。電壓比較器是對輸入信號進行鑒幅與比較的電路,可完成模擬信號的標準化處理。
在對模擬信號的處理中,若使用單限比較器,由于模擬信號存在高頻成分(圖3),模擬信號到達閾值電壓時,會發生多次跳變,這時錠子只轉一圈,卻有多個上升/下降沿(圖4),不能滿足設計的要求。
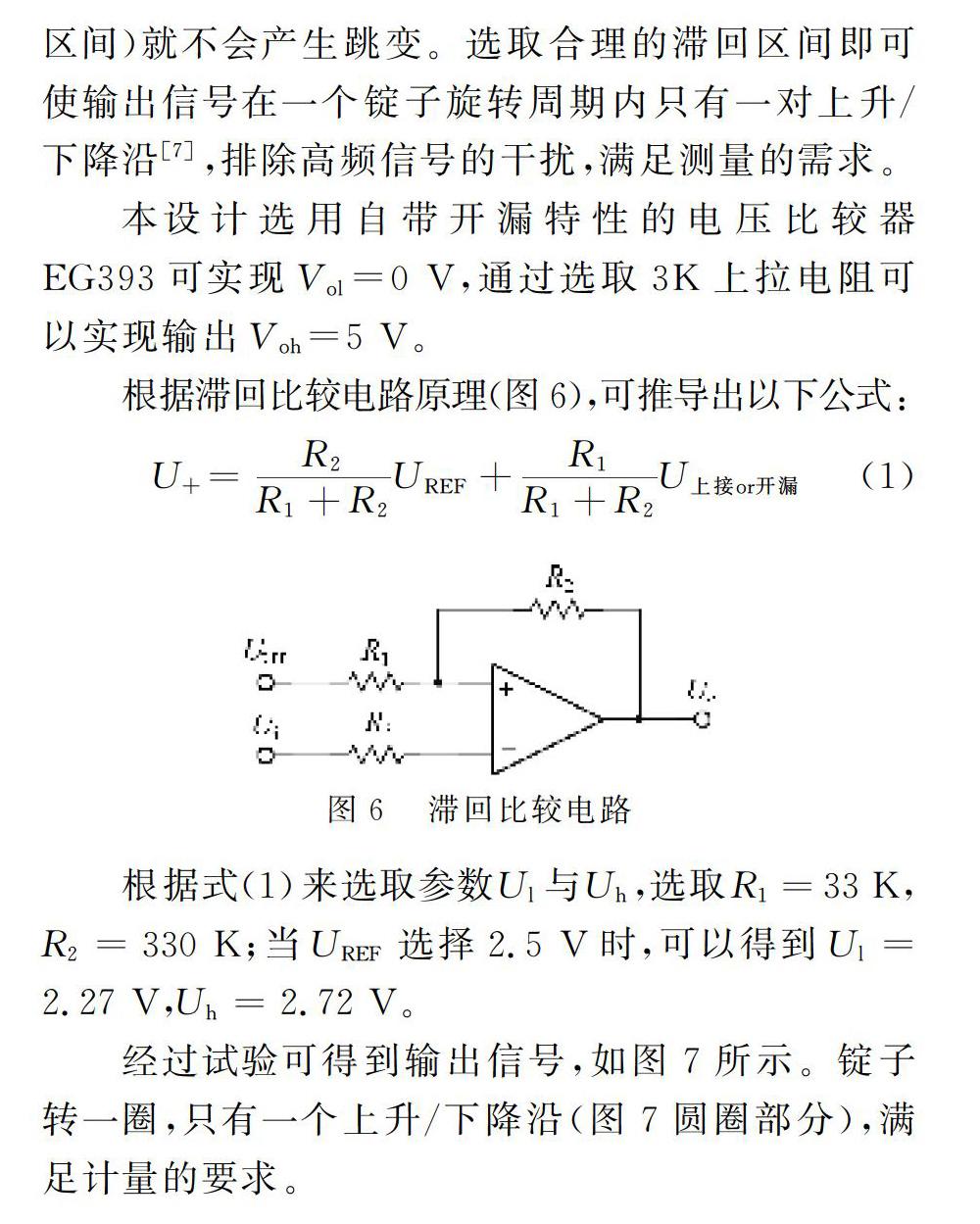
針對這種情況,采用滯回比較器,圖5是它的特性圖,Voh與Vol分別是滯回比較器輸出的高低電平,Uh與Ul是正向輸入端電壓的上下閾值,它將電壓跳變的條件劃為一個區間。在圖3中,只要高頻信號的振幅不超過電壓上限與電壓下限差值(即滯回區間)就不會產生跳變。選取合理的滯回區間即可使輸出信號在一個錠子旋轉周期內只有一對上升/下降沿[7],排除高頻信號的干擾,滿足測量的需求。
本設計選用自帶開漏特性的電壓比較器EG393可實現Vol=0 V,通過選取3K上拉電阻可以實現輸出Voh=5 V。
根據滯回比較電路原理(圖6),可推導出以下公式:
根據式(1)來選取參數Ul與Uh,選取R1=33 K,R2=330 K;當UREF選擇2.5 V時,可以得到Ul=2.27 V,Uh=2.72 V。
經過試驗可得到輸出信號,如圖7所示。錠子轉一圈,只有一個上升/下降沿(圖7圓圈部分),滿足計量的要求。
一臺包覆紗機最多可達192個錠子。如若每一個錠子用一個專用的定時器來測量轉速度,實時性固然好,但是會消耗大量的定時器資源。在現場,10 s內測量完1組的數據即可滿足監控的要求,本設計采用分時復用定時器的方法,使用數據選擇器74HC151(圖8)。INPUT1~6是輸入的6個通道,S1~S3是選擇引腳,圖6滯回比較電路中Uo接到INPUT1~6中的一個通道,MCU通過選擇引腳S1~S3即可實現INPUT1~6中的一個通道連通至IN1引腳,由于通道的切換時間可以達63 ns,因此通過此種切換模式,1路定時器可以分時實現6路輸入錠速的采集。本系統采用的MCU帶有4個定時器,1個采集模塊可通過分時切換通道實現對24路錠速的采集。
2.3 采集模塊的軟件設計
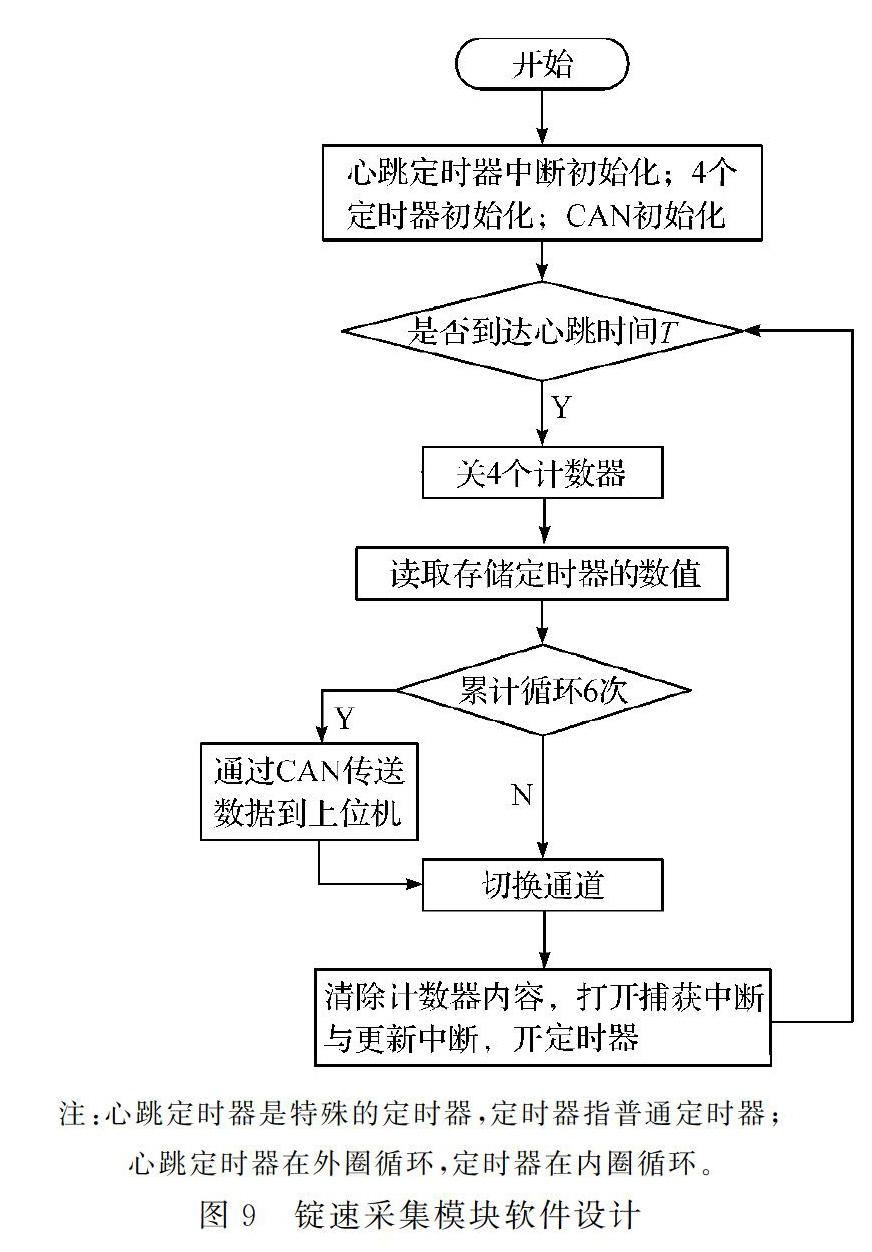
錠速采集模塊的運行如圖9所示,通過切換數據選擇器通道分時復用定時器的方法來實現多路錠速數據的采集。
速度求解通常有兩種方式,一是固定時間數脈沖個數;二是計量脈沖間隔,即在脈沖的上升沿或下降沿時開始計時,直到下一個上升或下降沿。在高速測量的應用場景下,一般選取計量脈沖間隔的測速方法。
STM32F103C8T6這款單片機有4個定時器,可以用輸入捕獲的功能來實現計時的目的。定時器的使用主要包含初始化定時器參數與中斷函數的設計。
錠子的轉速在13 000~15 000 r/min,在定時器分頻系數的設定中,分頻系數越高精度越好。定時器的時鐘為72 MHz,選用分頻系數71,即每秒可獲得106脈沖,最大可以測量6×107 r/min的速度,滿足當前的轉速要求。選擇定時器的輸入捕獲,設置下降沿為捕獲的特征,并開啟捕獲中斷與更新中斷。
在中斷函數的編寫中,包含捕獲中斷與更新中斷的編寫。在首次進入捕獲中斷時,清空定時器,第二次進入捕獲中斷時,存儲定時器的值,關閉捕獲中斷;更新中斷是在定時器值大于65 535時記錄下溢出的次數。
通過式(2)即可獲得當前轉速ω(r/min)。
3 CAN協議的制定與緩存機制
數據采集模塊與人機交互模塊通過CAN總線進行通信,CAN協議如表1所示。本系統由8個數據采集模塊組成,通過幀ID來區別設備,數據段首字節是機位號,次字節是錠子號,后兩個字節是該位置傳感器測得的轉速。
4 人機交互模塊
emWin是Segger公司針對嵌入式平臺開發的穩定、高效的圖形軟件庫,它適合用于任何圖形LCD的操作應用,并可輸出高質量的無鋸齒的文字和圖形,通過調用它提供的函數接口,即可開發出人機交互界面。
在人機交互的設計中,為方便現場監控設置了3個界面(圖10),實時監控界面、監控設置界面、報警界面。
在實時監控界面中,使用listview控件呈現錠子的轉速,設置定時器實現轉速數據的刷新,保證了系統的實時性;在監控設置界面,提供轉速上下限的設置,當啟用過濾時,系統會對每個錠子的運行狀態進行判定,對不符合要求的錠子進行報警,在報警頁面顯示出來。
在生產中,錠子可以分為特殊、正常和非正常3種生產狀態。其特殊狀態主要是指換筒過程中的非運行狀態,以及啟停過程。
由于錠子啟停過程中,速度從0與設定值之間的轉換時間非常短,且變化趨勢不變。根據這個特點,若連續幾次測量的轉速均為0,或穩定上升/下降,則可判斷該錠位于靜止或啟動階段。
排除特殊生產過程外,正常生產過程中錠子實際轉速與設定值的偏差應該在一個有限的范圍內,因此錠速與設定值比較超過了給定的偏差范圍則可有效判定該錠工作不正常。
5 聯網模塊及云平臺的選擇
為了將本地監控數據網絡化,實現遠程監控,要將采集到的錠速數據上傳至服務器。一般狀況下,優先選擇WiFi模塊上傳數據。圖11是WiFi模塊聯網的工作流程,ESP8266把數據從MCU轉發送到云端,通過連接路由器,與服務器建立TCP連接,轉發串口數據,實現監控數據的上傳。
4G模塊作為一個冗余的單元來保證數據上傳的可靠性。圖12是4G模塊的聯網流程,當WiFi模塊無法接入互聯網或者無法連接服務器時,啟用4G模塊來上傳數據,它通過移動網絡,與服務器建立TCP連接,轉發錠速數據,完成數據的上傳。
OneNet是中國移動推出的物聯網平臺,它作為連接和數據的中心,具有方便的設備接入,豐富的API支持等優點[8],遠程監控的功能可在此平臺實現。人機交互模塊匯集到的數據均可通過網絡模塊上傳至此平臺,通過網頁、移動終端可遠程監控設備的運行狀態。
6 實驗驗證
本監測系統包含數據采集模塊,人機交互模塊與云平臺3部分。實驗將驗證這3部分的工作情況。
數據采集模塊采集到的錠速數據是本監測系統的基礎數據,數據的準確性直接決定本系統的可靠性。在實驗室搭建實驗臺(圖13),通過伺服電機來模擬錠子的轉動。由于伺服電機轉速最高只有3 000 r/min,為了模擬出高轉速,在電機軸一周劃分為4個黑白重復的周期,模擬出12 000 r/min的轉速,轉速準確的被采集。在某紡織廠的實驗車間,安裝采集模塊,部署監測系統,14 000 r/min的轉速被采集,與工人手頭采集的數據一致。
人機交互模塊接收來自采集模塊的數據,其頁面主要包含設置頁面(圖14)與報警頁面。在設置頁面設置好轉速的上下限后,點擊啟動監測按鈕,系統運行數據處理程序,切換到報警歷史頁面即可查看報警的錠子的歷史記錄。轉速有誤的錠子的信息被準確地記錄下來。
現場的數據通過無線模塊發送到OneNet平臺(圖15)上,在此平臺上可以實現錠子運行狀態的遠程監控與歷史數據的回溯。通過實驗,數據實時上傳到了云平臺,可以在線完成歷史數據的查看,實現遠程監控的功能。
7 結 語
針對包覆紗機設計了一套錠速監測系統,通過設計專用電路解決了監控系統錠數多、錠速高的問題,設計了友好的人機交互界面,提供了現場報警服務,通過無線模塊與OneNet云平臺實現了遠程監控。通過實驗,錠速數據準確地被采集并在現場人機交互的模塊中呈現出來,當轉速不合格時,錠子的標號在報警頁面呈現出來,實現了設備運行狀態的實時監控。通過聯網,數據上傳至云端,實現了遠程監控,為企業的生產管理提供了相關數據,方便了維護工作。相信通過一段時間的數據積累,進一步對數據的分析,可以預測出可能會出問題的錠子,實現預測性維護。
參考文獻:
[1] 閆博.物聯網架構下的中國紡織工業智能化轉型路徑研究[J].紡織導報,2018(3):16-18,20.
[2] 馬磊.物聯網技術在紡織行業中的應用[J].紡織導報,2018(3):22-24.
[3] 沈星林,袁嫣紅,張建義.空氣包覆紗機的紗線單錠計長系統設計[J].浙江理工大學學報(自然科學版),2015,33(1):82-86.
[4] 常永和,薛元,卜華香.環錠紡紗條張力波動特點及其檢測方法[J].現代紡織技術2019,27(4):89-94.
[5] 齊曉旭,馬曉建,何勇.紡紗錠子的振動分析[J].現代紡織技術,2007(2):6-8.
[6] 李俊.常見轉速傳感器工作原理及特性分析[J].科技風,2018(21):239.
[7] 童詩白,華成英.模擬電子技術基礎[M].北京:高等教育出版社,2006.
[8] 劉曉劍.基于Onenet的物聯網監控系統[D].鄭州:鄭州大學,2016.
