HXD2機車低位牽引橫梁的機械手焊接工藝
2020-05-08 08:03:32陳勝來趙志偉
科技與創新 2020年8期
陳勝來,趙志偉
HXD2機車低位牽引橫梁的機械手焊接工藝
陳勝來,趙志偉
(中車大同電力機車有限公司,山西 大同 037000)
使用KUKA機械手焊接低位牽引橫梁的外漏焊縫,對低位牽引銷座與立板探傷焊縫及4個安裝座在原來人工焊接的基礎上,進行機械手焊接可行性分析,從而實現自動化焊接。
KUKA機械手;牽引銷座;吊臂;接觸傳感器
1 引言
HXD2型機車是大同電力機車公司生產的干線貨運用雙節重聯的八軸大功率交-直-交流傳動電力機車,最大功率為10 000 kW,機車標準軸重為23 t,并可以通過增加壓鐵提高到25 t。最高運行速度為120 km/h。只需2臺就可以滿足一列2萬噸組合列車的牽引要求,采用“1+1”的方式運行。低位牽引橫梁(如圖1所示)每臺機車4個,是整個車體的主要部件之一,它的組對、焊接的質量的好壞直接影響車體的使用性能。
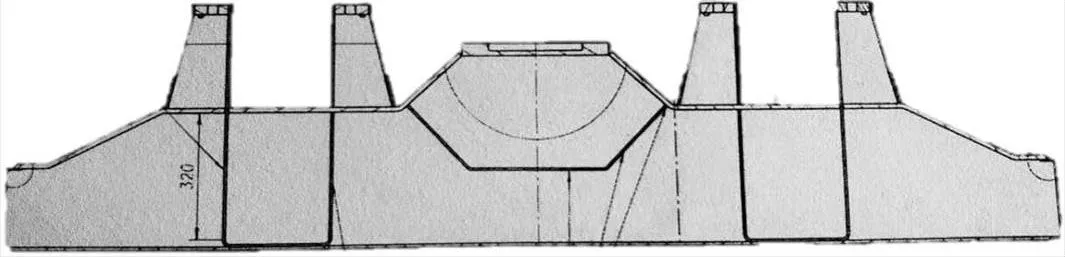
圖1 HXD2低位牽引橫梁
2 設備簡介
焊接機器人是由昆山華恒焊接股份有限公司生產,按公司要求設計制造的。焊接系統是由龍門架、變位機、焊接機器人、焊接工裝、變位機尾架及地軌、控制屏(KCP)等組成。該系統用德國KUKA ARC MATE 120IB六軸關節型機器人進行焊接,此型號機器人采用高性能交流伺服電機驅動,重復定位精度高,具有極高的可靠性與穩定性。焊接電源用一套奧地利福尼斯產TPS5000焊接電源,該焊機是完全數字化的,由微電腦控制。內部控制系統采用的是數字信號處理器,統一控制焊機和調節整個焊接過程,實時監測實際參數值,對任何變化都能及時反饋,因此可達到極高的精度、極佳的重復一致性和完美的焊接特性。
3 低位牽引橫梁的焊接工藝
3.1 焊縫形式
低位牽引橫梁的焊縫形式主要有2道6Y6、8道4Y4、2道a6、2道6Y6MT焊縫。
3.2 焊接機械手在應用過程中出現的問題及解決措施
3.2.1 機械手槍纜彎曲半徑小的問題
一直以來,機械手焊接的焊縫在工件上固定的位置頻繁出現焊縫成型不良的慣性質量現象,如圖2所示,經過對多臺工件焊接過程中焊槍移動軌跡、槍纜彎曲半徑大小的仔細觀察,發現槍纜在重力的作用下,自然下垂,在焊接槍纜靠近槍徑末端的一段形成較小的彎曲半徑,如圖3所示兩個不同的焊接角度,焊絲在槍纜里面被動地也形成了較小的彎曲弧度,從導電嘴出絲后,焊絲擺動、旋轉形成的熔池均勻不一致。

圖2 現場圖
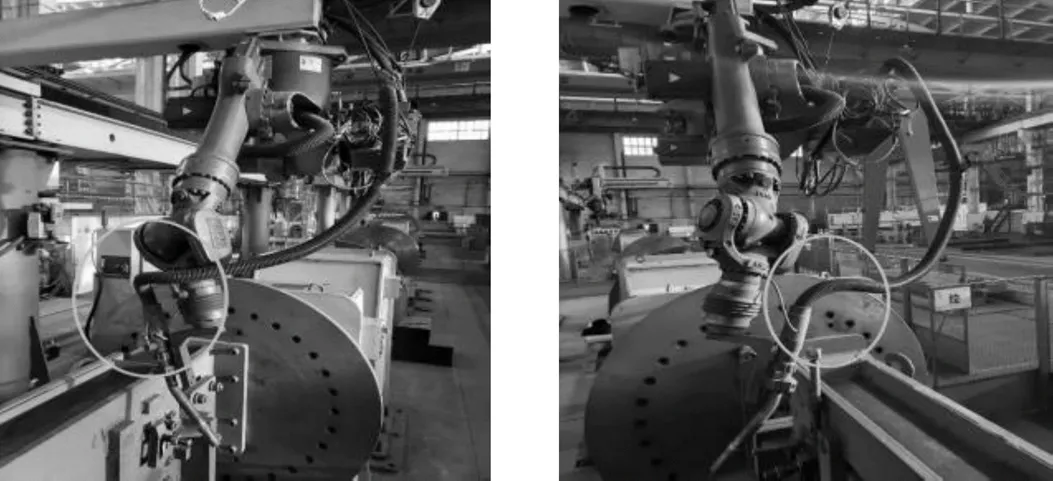
圖3 兩個不同的焊接角度
3.2.2 自制水平旋轉的吊臂
做成一個可以水平自由旋轉吊臂,通過吊臂的前端掛上一個可以自由拉緊的彈簧收縮器,掛在槍纜的合適位置,使槍纜形成較大的彎曲半徑。增加焊絲的挺直性,減少焊絲在軟管里面出絲的阻力。
4 低位牽引橫梁的焊接
4.1 機械手焊接難點一
公司自2006年引進機械手時,當時已經施焊過低位牽引橫梁的4個安裝座,安裝座為長方形帶兩個圓弧拐角外圍施焊,如圖4所示。由于安裝座的鋼板厚度為6 mm,且與彎板組對時間隙不同,低位牽引橫梁的彎板厚為12 mm,以及受機械手電弧跟蹤和雙絲焊槍的影響,經常在安裝座的圓弧拐角處電弧跟蹤焊偏燒穿6 mm的鋼板,形成穿孔、焊瘤等缺陷。從此以后改為手工焊接。

圖4 安裝座示意圖
4.2 工藝改進
低位牽引橫梁的組對質量完全滿足機械手的焊接要求。筆者經過多年學習編程,焊接機械手掌握程度提高,獲得了一手實際焊接數據,程序編輯方面取得了很大的提高,并積累了豐富經驗和數據做參考,為提高產品質量、滿足實際生產的需要以及實現焊接機械化奠定了基礎。KUKA機械手為小尺寸單絲焊槍,受空間的局限范圍較小,并且拐角處轉動靈活,利用接觸傳感器對拐角處精確尋找位置精確定位,避免使用電弧跟蹤焊偏燒穿的現象。施焊處的背面焊縫提前用人工焊接完成,消除間隙造成的缺陷問題。
4.3 焊接難點二
厚度為40 mm的低位牽引銷座和12 mm鋼板225°斜對接磁粉探傷焊縫,如圖5所示。
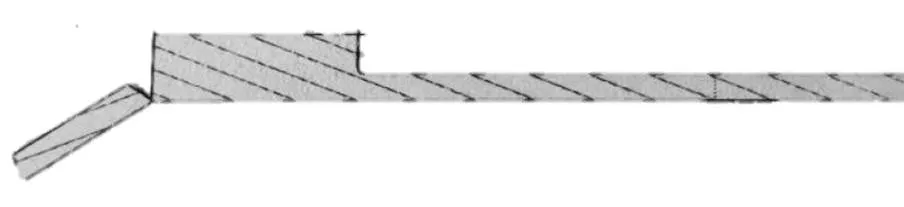
圖5 焊接示意圖
低位牽引銷座V形內腔的背面焊縫已經手工焊完,能防止機械手打底焊時焊縫燒穿,在焊前預熱情況下滿足機械手施焊的條件,且機械臂受外部因素的影響較小,焊接質量和外觀成形均勻一致。程序編程好焊接填充量恒定,效率及穩定性大大優于手工焊接。
5 工藝參數及焊接順序
KUKA機械手焊接低位牽引橫梁工藝參數如表1所示,焊接位置平焊(PA),焊接前對焊接坡口進行檢查和清理,去除銹蝕、油污,再對探傷焊道或開坡口的焊縫定位焊,在第一道焊縫施焊前,坡口根部的定位焊縫必須進行打磨,定位焊縫的打磨應不影響鋼板坡口的現狀,且定位焊縫的位置應該在容易清理的位置。
表1 KUKA機械手焊接低位牽引橫梁工藝參數
焊縫焊道焊接方法焊絲規格電流強度/A電弧電壓/V電流極性焊接速度/(m/min) 6Y61135φ1.2240~26024~27DCEP/+0.3 2135φ1.2250~27025~28DCEP/+0.26 a61135φ1.2250~27025~28DCEP/+0.26 6Y6MT1135φ1.2260~28025~28DCEP/+0.4 2135φ1.2250~27025~28DCEP/+0.28
焊接順序為焊接兩道6Y6,打底、蓋面完成后,再以相同的順序焊接兩道a6焊縫,焊接前預熱40 mm厚的低位牽引銷座到150~250 ℃。在預熱期間,應采用數字溫度計或合適的溫度傳感色筆對零件進行溫度檢查。焊接過程中,如果道間溫度低于預熱溫度,則需重新預熱至所需的預熱溫度,然后焊接兩道6Y6MT的探傷焊縫,同樣控制掌握好預熱溫度及焊道層間溫度,打底、蓋面層起弧點和收弧點錯開,對于機械手焊接無法達到的兩端封頭由人工下來焊接。對于四個安裝座的焊接按照從里向外先后對稱焊接。
6 結語
人工焊接時起弧和收弧的次數比較多,焊接速度、焊絲干伸長度等都是變化的,因此很難達到一致,很容易產生焊接缺陷,如裂紋、焊瘤、弧坑、應力集中等缺陷,嚴重影響焊接質量。
機械手在焊接過程中,焊接參數的電流、電壓、送絲速度及干伸長度等參數對焊接結果起決定性作用。焊接質量受人為因素影響較小,因此焊接質量穩定。使用機械手焊接的焊縫,焊接穩定。焊縫外觀質量高,容易控制產品質量。焊接飛濺小、焊渣少,減少了后續清渣打磨的工序時間。產品周期明確,可縮短產品改型換代的周期,減少相應的設備投資。
TP241
A
10.15913/j.cnki.kjycx.2020.08.023
2095-6835(2020)08-0060-02
〔編輯:王霞〕
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24
