冷軋工作輥裂紋及剝落原因及預(yù)防
2020-05-05 15:50:16
中國新技術(shù)新產(chǎn)品 2020年4期
關(guān)鍵詞:裂紋
(本鋼浦項冷軋薄板有限責(zé)任公司,遼寧 本溪 117000)
0 引言
冷軋機工作輥在高溫、高速、重載、大沖擊等惡劣環(huán)境下長時間使用,其產(chǎn)生裂紋、剝落等事故在所難免。軋輥采購費用在生產(chǎn)成本中占有較大比重,是影響軋制成本的重要因素。準(zhǔn)確判斷軋輥裂紋和剝落原因,并采取合理措施,是提高軋輥使用壽命,降低生產(chǎn)成本的有效手段。
該文通過對軋輥裂紋及剝落原因進(jìn)行分析和研究,制定出防范措施,降低了軋輥事故率和非生產(chǎn)性消耗比例,進(jìn)而減少了軋輥的使用成本,延長了軋輥的使用壽命,提高了產(chǎn)品質(zhì)量和產(chǎn)量。
1 冷軋工作輥常見裂紋形式
裂紋是冷軋工作輥軋使用過程一種常見的失效形式之一,工作輥經(jīng)常在惡劣的環(huán)境下使用,工作層表面和其它接觸部位容易產(chǎn)生裂紋,如果處理不及時不得當(dāng),很可能使裂紋迅速擴大,導(dǎo)致軋輥工作層損失甚至剝落,下面對常見的幾種裂紋形式進(jìn)行分析。
1.1 接觸疲勞裂紋
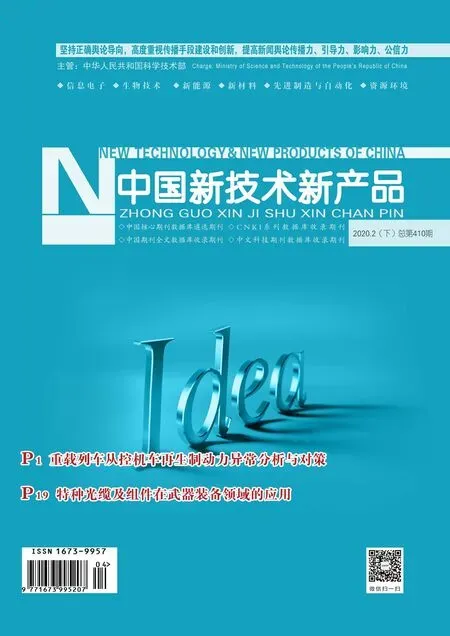
接觸疲勞是作用在軋輥表面的接觸壓應(yīng)力超過軋輥本身抗壓力強度,產(chǎn)生的表面疲勞破損情形。軋輥接觸疲勞多發(fā)生在輥面邊部,一般呈凹坑。如果不及時處理,嚴(yán)重時可能引起表皮剝落或輥身大剝落(圖1 所示)。有時因粘輥打滑突然停車等原因也會出現(xiàn)在輥身。
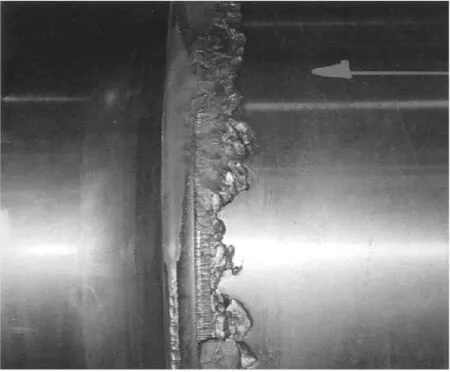
圖1 接觸疲勞
接觸疲勞裂紋的預(yù)防措施有7 種。1)避免軋輥對焊料的咬入,造成最大剪切應(yīng)力大于軋輥的抗壓疲勞強度。2)磨削完成后對每個軋輥上采用雙晶探頭進(jìn)行超聲波檢測,確保上機的每一支軋輥沒有表面和表皮里的裂紋和缺陷。3)在磨削過程中,根據(jù)實際情況,加大磨削量,磨掉軋輥表面的裂紋。4)根據(jù)生產(chǎn)軋制情況,適當(dāng)縮短在機軋制時間,降低應(yīng)力作用時間。5)適當(dāng)降低軋制力。6)合理設(shè)計軋輥輥型,確保接觸面受力均勻。7)合理設(shè)計各輥輥身邊部的導(dǎo)角,以減少輥身邊部的應(yīng)力集中。
1.2 熱裂紋
在生產(chǎn)過程中由于輥面局部溫升快,最高溫度超過軋輥材質(zhì)熱處理工藝的最終回火溫度,冷卻后相當(dāng)于再次回火,表面硬度下降形成軟點區(qū),由于其與周邊熱膨脹系數(shù)不同,這部分應(yīng)力疊加,導(dǎo)致薄弱環(huán)節(jié)產(chǎn)生細(xì)小的網(wǎng)狀裂紋[1]。一般情況下網(wǎng)狀裂紋深度較淺,約1.2 mm 以下(如圖2 所示)。雖然這些裂紋深度淺,但是如果不及時處理和維護(hù),在后期的生產(chǎn)軋制中,受到外力、熱應(yīng)力等綜合影響,很容易發(fā)展成為如輥面粗化、輥面小掉肉等缺陷,嚴(yán)重時會引起輥面剝落或斷輥,所以一旦發(fā)現(xiàn)該類缺陷,在使用過程中重點關(guān)注并及時處理。

圖2 熱裂紋
預(yù)防熱裂紋的措施有4 個。1)根據(jù)所生產(chǎn)的帶鋼規(guī)格、材質(zhì)合理分配冷卻水量,以便于控制裂紋的產(chǎn)生和擴大。2)盡量減少產(chǎn)生軟點的條件或?qū)е聼嵴鸬臈l件, 減少在軋輥表面形成熱裂的可能性。3)軋輥剛上機時要進(jìn)行適當(dāng)?shù)念A(yù)熱,避免內(nèi)外溫度不均。4)根據(jù)所軋材質(zhì)、規(guī)格的不同,合理控制換輥周期,避免過量軋制。
1.3 機械裂紋
機械裂紋是軋輥由于軋制中輥面局部受到?jīng)_擊,例如勒輥、過載和打滑等造成的,大部分機械裂紋產(chǎn)生的面積較小(如圖3 所示),經(jīng)過磁粉檢測會發(fā)現(xiàn)磁痕比較明顯,裂紋呈環(huán)狀向內(nèi)部擴展,因為是發(fā)生軋制事故時由于直接沖擊導(dǎo)致的,所以擴展快、危害較大。
一般情況下,打滑、粘鋼等軋制事故,會引起輥身一條母線上或者輥身局部區(qū)域內(nèi)深度和開口都較大的裂紋,一旦發(fā)生該類事故,則必須馬上停止軋制,將軋輥換下,并對事故輥進(jìn)行嚴(yán)格的超聲波、渦流探傷和磨削處理,必須保證表面裂紋完全消除,并利用超聲波探傷,檢測軋輥內(nèi)部的情況。

圖3 機械裂紋
預(yù)防機械裂紋的措施有3 個。1)確保帶鋼表面清潔無異物,減少雜物介入。2)提高軋材表面質(zhì)量,減少氧化皮殘留。3)加強乳化液檢測系統(tǒng)和平衡過濾系統(tǒng)的點檢。總之,通過控制酸洗原料、乳化液指標(biāo)、軋輥冷卻等,可以減少軋制過程中出現(xiàn)打滑、輥印、局部熱擦傷等缺陷,提高板材表面質(zhì)量,減少軋機事故停機,同時降低輥耗。
1.4 磨削燒傷裂紋
磨削燒傷是指軋輥在磨削過程中,由于磨削區(qū)域溫度瞬間升高到相變溫度以上時,使軋輥組織發(fā)生變化,并在表面形成氧化變色,使軋輥表面強度和硬度降低,并伴有殘余應(yīng)力,甚至出現(xiàn)微裂紋的現(xiàn)象。
磨削燒傷裂紋的預(yù)防措施有3 個。 1)根據(jù)軋輥實際磨削情況進(jìn)行試驗和摸索,選擇合適的砂輪類型。2)適當(dāng)減少砂輪的給進(jìn)量。3)改善磨削冷卻條件。
2 冷軋工作輥的剝落形式
軋輥剝落主要分為3 種。1)表層裂紋引起的疲勞剝落。2)皮下缺陷引起的剝落。3)接觸疲勞引起的剝落。
2.1 表層疲勞剝落
表層疲勞剝落是軋輥使用中最常見的失效形式 ,它起源于軋輥表面的疲勞裂紋,通常可根據(jù)裂紋面的肉眼可見的軌跡來分辨。疲勞軌跡的明顯特征是海灘狀疲勞痕(如圖4 所示),或在剝落表面上有類似扇面形狀裂紋線[2]。疲勞軌跡范圍可長可短,有的甚至可環(huán)繞軋輥幾個圈,表面鑒別點一般伴有熱裂紋或機械引發(fā)的裂紋痕跡。裂紋增長痕跡方向同軋輥轉(zhuǎn)動的方向相反。
表層疲勞剝落的預(yù)防措施有4 種。1)如果作用在軋輥表面的接觸壓應(yīng)力超過軋輥本身抗壓力強度,時間長就會導(dǎo)致剝落。合理控制軋輥在機時間期,可以減少或杜絕剝落發(fā)生。2)盡可能避免由軋機原因帶來的軋輥損傷,例如裂紋、軟點、表面劃痕等。3)磨削作業(yè)時要徹底除掉軋輥表面損傷。4)對每支磨削完成的軋輥采用渦流探傷或表波探傷進(jìn)行檢測,要確保每支要上機的軋輥不存在任何導(dǎo)致疲勞剝落的可能性。

圖4 表層裂紋引起的剝落 海灘痕
2.2 材質(zhì)缺陷引發(fā)的剝落
在制造軋輥的過程中,一些不規(guī)則的材料在坯料內(nèi)有可能成為軋輥內(nèi)部殘留的夾雜物。這些夾雜物可能是耐火材料、殘渣,也可能是坯料本身的的局部偏析和孔隙等[3]。這些內(nèi)部缺陷,在軋輥使用過程中,都可能成為應(yīng)力集中的根源,最終將導(dǎo)致軋輥輥身剝落嚴(yán)重,甚至?xí)霈F(xiàn)斷輥。軋輥表層下缺陷引發(fā)的剝落,大部分在斷裂面上呈現(xiàn)出類似魚眼紋,很容易進(jìn)行辨別,如圖5 所示。可以看出該疲勞是從單點開始蔓延的,并產(chǎn)生波浪狀近似橢圓形的疲勞痕跡。這種疲勞痕跡只有內(nèi)部材料缺陷引發(fā)的跡象,并沒有任何其它剝落的源頭。
圖5 缺陷引起輥身剝落
材質(zhì)缺陷預(yù)防措施如下。1)盡可能減少鋼錠中的摻雜物。2)軋輥磨削完成后,對每支軋輥采用超聲波檢驗,如果發(fā)現(xiàn)表皮下的缺陷要通過磨削加工徹底清除。
2.3 接觸疲勞剝落
高周期疲勞接觸剝落一般分為輥身剝落和輥身邊部剝落。1)輥身剝落:由于工作輥的硬度很高,長時間作用在輥面上的點負(fù)荷會導(dǎo)致在軋輥輥身上產(chǎn)生周期接觸應(yīng)力疲勞。這個點負(fù)荷可能是軋輥咬入鐵削,焊渣或任何可能在軋輥輥身上導(dǎo)致點狀應(yīng)力集中的異物。如果這個應(yīng)力大于軋輥材料本身的抗壓強度,就可能使軋輥表面以疲勞方式引發(fā)彌散的微小裂紋,如果不能及時發(fā)現(xiàn)和處理,最終將造成軋輥輥身剝落。2)輥身邊部剝落:軋輥在軋制帶鋼產(chǎn)品過程時,帶鋼邊部、各軋輥邊部的接觸區(qū),會成為應(yīng)力集中的區(qū)域。伴隨著軋輥的每一次轉(zhuǎn)動,如果最大的殘余剪切應(yīng)力正好位于軋輥表皮下,超過材料的抗壓強度,裂紋就會在這個位置產(chǎn)生。軋輥的不停轉(zhuǎn)動,會使裂紋向表面擴散,隨后在輥身邊部會發(fā)生剝落。
預(yù)防措施有4 種。1)優(yōu)化輥型,合理設(shè)計輥身邊部的導(dǎo)角,以減少輥身邊部的應(yīng)力集中。2)磨削過程中全面去除每支軋輥表面的裂紋和缺陷。磨削完畢后配合渦流、超聲波探傷進(jìn)行檢驗,確保返回到軋機上的每支軋輥不會帶病上機。3)避免磨料或焊料被軋輥咬入,造成最大剪切應(yīng)力大于軋輥的抗壓疲勞強度。4)根據(jù)實際情況,適當(dāng)縮短換輥周期時間,減小軋制量,減少軋輥承受應(yīng)力的周期數(shù)。5)合理設(shè)計輥身邊部的導(dǎo)角,減少輥身邊部接觸點處應(yīng)力集中現(xiàn)象。
3 結(jié)語
隨著市場競爭的日益激烈,客戶對冷軋產(chǎn)品的要求越來越嚴(yán)格,冷軋生產(chǎn)向著高質(zhì)量、高產(chǎn)量、高強度、連續(xù)化和自動化發(fā)展,這樣對軋輥使用和維護(hù)就提出了更高的要求,軋輥質(zhì)量的好壞以及能否正確使用和維護(hù)軋輥,直接關(guān)系著生產(chǎn)成本、生產(chǎn)效率和產(chǎn)品質(zhì)量的優(yōu)劣。因此,如何有效地做好軋輥日常管理和維護(hù),及時準(zhǔn)確地判斷和避免各種缺陷的產(chǎn)生,軋輥生產(chǎn)方怎樣提高軋輥生產(chǎn)質(zhì)量是對軋輥供需雙方提出的共同挑戰(zhàn)。
猜你喜歡
艦船科學(xué)技術(shù)(2022年20期)2022-11-28 08:19:18
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
艦船科學(xué)技術(shù)(2022年6期)2022-04-19 11:01:32
成都信息工程大學(xué)學(xué)報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學(xué)學(xué)報(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38