淺談激光焊接技術(shù)的發(fā)展
2020-05-05 15:49:56
中國新技術(shù)新產(chǎn)品 2020年4期
(中國飛行試驗研究院,陜西 西安 710089)
0 前言
近年來,科學(xué)技術(shù)作為第一生產(chǎn)力,實現(xiàn)了生產(chǎn)領(lǐng)域的變革。激光技術(shù)是科學(xué)技術(shù)發(fā)展的產(chǎn)物,其與焊接技術(shù)的融合,使得工業(yè)與制造業(yè)突破了傳統(tǒng)技術(shù)的局限,提升了焊接的整體質(zhì)量。傳統(tǒng)的焊接技術(shù)主要以人工焊接為主,其在焊接過程中極易受到人員素質(zhì)、操作行為的影響,無法保證焊接的效率與質(zhì)量。而激光焊接技術(shù)作為一種新型的焊接技術(shù),具有技術(shù)優(yōu)勢,可以保證焊接的精確性,在未來必將有廣闊的發(fā)展與應(yīng)用空間。
1 激光焊接技術(shù)
1.1 具體內(nèi)涵
激光焊接技術(shù)主要是傳統(tǒng)焊接技術(shù)與激光技術(shù)結(jié)合所形成的一種新型技術(shù),其在應(yīng)用的過程中,集合了2 種技術(shù)的優(yōu)勢,突破了傳統(tǒng)焊接技術(shù)的局限性。在實際的激光焊接技術(shù)的應(yīng)用過程中,高能量密度的激光束可以產(chǎn)生熱源,以激光為介質(zhì),激光本身的聚焦功能使其可以在短時間內(nèi)快速形成強烈脈沖,并以此來完成相應(yīng)的加工、切割等工序,如圖1 所示。因此,綜合來看,激光焊接技術(shù)具有高效性與精密性特征。
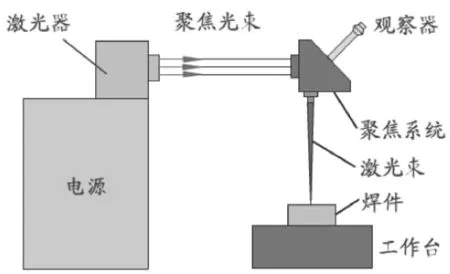
圖1 激光焊接示意圖
1.2 激光焊接技術(shù)分類
根據(jù)激光焊接實際作用在工件上的功率密度或者焊縫特點,可以將其分為以下2 種類型。1)熱傳導(dǎo)焊接。熱傳導(dǎo)焊接主要是在加工的過程中,利用激光的輻射作用,金屬材料表面的部分激光被反射出去,而部分激光被金屬材料所吸收,這種激光的反射與吸收過程實現(xiàn)了光能向熱能的轉(zhuǎn)化,金屬材料發(fā)生熔化反應(yīng),外層熱以傳導(dǎo)形式向內(nèi)層傳遞,這種熱傳遞有效實現(xiàn)了各個元件的連接。熱傳導(dǎo)焊接具有加熱速度快、焊點小、焊縫窄、熱影響區(qū)小的特征,焊接精度與質(zhì)量都較高。2)激光深熔焊。激光深熔焊主要是在輻射功率與密度較高的情況下使用,當(dāng)激光輻射到金屬材料外層時,金屬材料會實現(xiàn)光能向熱能的轉(zhuǎn)化,金屬材料發(fā)生熱熔反應(yīng)。在熱熔的過程中,金屬材料會發(fā)散一定量的金屬蒸汽,而在蒸汽的形成過程中,反作用力會逐步出現(xiàn),這種反作用力會使金屬液體被擠壓,形成凹槽,在激光輻射的作用下,凹槽深度逐漸變大,當(dāng)輻射結(jié)束以后,凹槽周邊的液體逐漸回溯,在冷卻以后可以得到良好的連接效果,具有高深度比、最小熱輸入、高致密性、墻固焊縫、精確控制的特點[1]。
1.3 激光焊接技術(shù)的特點
與傳統(tǒng)的焊接技術(shù)相比激光焊接技術(shù)具有明顯的優(yōu)勢,主要體現(xiàn)在以下4 個方面。1)熱影響區(qū)域相對較小。激光焊接技術(shù)下,其焊接過程主要是將激光束直接打到被焊接部位,再加上激光束本身具有較強的方向性,且其熱源相對集中,使得激光束被焊接區(qū)域內(nèi)的熱影響范圍相對較小。因此,基于激光焊接技術(shù)的這種特點,該技術(shù)可以被應(yīng)用于很多精密化零部件的加工與制造中,可以有效避免在高精密零部件焊接過程中出現(xiàn)收縮、變形情況。2)焊接質(zhì)量較高。激光束焊接過程中,由于激光束本身可以聚集大量的熱量,且焊接過程中基本不會對周邊區(qū)域產(chǎn)生較大影響,這樣就有效保證了焊接的整體質(zhì)量。3)靈活性較高。在隱蔽性部位的焊接處理上,激光焊接技術(shù)同樣可以取得理想的焊接效果,通過對激光束方向的控制與調(diào)整,就可以進行焊接位置的精準定位。4)適應(yīng)性。傳統(tǒng)的焊接技術(shù)在進行金屬間的焊接處理時,具有明顯的焊接優(yōu)勢,在進行異種合金焊接時則不具有優(yōu)勢,而激光焊接技術(shù)可以有效實現(xiàn)金屬與非金屬焊接的處理[2]。
2 激光焊接技術(shù)的發(fā)展現(xiàn)狀
2.1 激光填絲焊
在激光填絲焊工藝的應(yīng)用過程中,其技術(shù)特點主要體現(xiàn)在以下3 個方面。1)有效解決了工件裝夾、拼裝要求嚴的問題。2)可以應(yīng)用小功率激光器實現(xiàn)厚板多道焊。3)通過焊絲成分的調(diào)節(jié),能夠有效實現(xiàn)焊縫區(qū)域的組織性能。在實際應(yīng)用過程中,其送絲示意圖如圖2 所示。
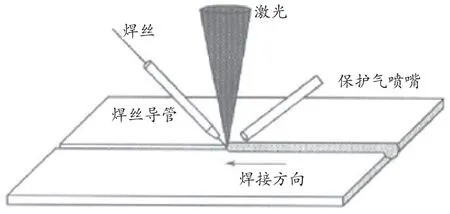
圖2 激光填絲焊的送絲位置
在激光填絲焊進行焊接處理時,激光束與填充金屬之間存在著相互作用。填絲焊焊接處理時,激光作用于焊絲,當(dāng)焊絲熔化以后,填充拼縫間隙,在激光的繼續(xù)作用下,基體金屬熔化形成匙孔。激光束照射到焊絲以后,能量逐漸被吸收,一部分用于熔化焊絲,一部分用于填充金屬汽化,一部分從焊絲表面反射出去。
2.2 激光-電弧復(fù)合焊
該種工藝的應(yīng)用優(yōu)勢明顯,具有較好的經(jīng)濟性與節(jié)能性,有效增加了熔深,可以最大程度地減少焊接的質(zhì)量缺陷,改善了微觀組織。焊縫的成形質(zhì)量更好,焊接適應(yīng)性更高,避免了焊接變形現(xiàn)象的出現(xiàn)。激光與電弧的復(fù)合方式主要包括了雙光束與TIG 電弧同軸復(fù)合、多電極TIG 電弧與激光同軸復(fù)合。
2.3 雙光束激光焊接
在雙光束激光焊接技術(shù)的應(yīng)用過程中,能夠有效提高激光焊接對裝配精度的適應(yīng)性,提高焊接過程的穩(wěn)定性,保證焊接的整體質(zhì)量。對于常規(guī)激光焊接難以焊接的材料與接頭,能夠取得理想的工藝應(yīng)用效果。
2.4 激光點焊
激光點焊主要是由激光點焊機來完成的,其主要是利用高能量的激光脈沖對材料進行微小區(qū)域內(nèi)的局部加熱,激光輻射的能量通過熱傳導(dǎo)向材料的內(nèi)部擴散,將材料熔化后形成特定熔池。作為一種新型的焊接方式,激光焊接主要針對薄壁材料、精密零件的焊接,可實現(xiàn)點焊、對接焊、疊焊、密封焊等操作,深寬比高,焊縫寬度小,熱影響區(qū)小、變形小,焊接速度快,焊縫平整、美觀,焊后無需處理或只需簡單處理,焊縫質(zhì)量高,無氣孔,可精確控制,聚焦光點小,定位精度高,易實現(xiàn)自動化。
3 激光焊接技術(shù)的應(yīng)用
3.1 制造業(yè)領(lǐng)域
在20 世紀80 年代,激光器的發(fā)展使得激光焊接技術(shù)逐漸被應(yīng)用于工業(yè)生產(chǎn)中,激光焊接技術(shù)的應(yīng)用改變了工業(yè)行業(yè)的發(fā)展模式,加快了工業(yè)的現(xiàn)代化發(fā)展進程。比如,汽車行業(yè)作為新興產(chǎn)業(yè),在汽車制造領(lǐng)域,激光焊接技術(shù)發(fā)揮著重要的作用。由于在汽車制造過程中,包含了各種精密化的零部件,而激光焊接技術(shù)的應(yīng)用為汽車生產(chǎn)與制造提供了重要的技術(shù)支持,其被應(yīng)用于汽車的多個零部件加工中。美國與日本是激光焊接技術(shù)發(fā)展相對成熟的國家,在通用、福特、克萊斯汽車制造企業(yè),率先采用了激光焊接技術(shù),取得了理想的技術(shù)應(yīng)用效果。日本的本田、豐田都應(yīng)用了激光焊接技術(shù),其加工與制造的零部件具有良好的質(zhì)量,滿足了汽車裝配的高精度要求,推動了汽車制造行業(yè)的長遠發(fā)展[3]。
3.2 航天航空領(lǐng)域
對航空航天而言,其在制造過程中,涉及了多種焊接技術(shù),例如電子束焊、激光焊。激光焊接技術(shù)基于其技術(shù)優(yōu)勢,在航空航天領(lǐng)域發(fā)揮著更為重要的作用,例如在武器裝備、飛行器的制造、飛機蒙皮的拼接、蒙皮的焊接處理上,激光焊接技術(shù)都有著廣泛應(yīng)用。美國是最早將激光焊接技術(shù)應(yīng)用于飛機零件與材料制造中的國家,歐洲的一些國家也逐漸將激光焊接技術(shù)應(yīng)用于航空航天領(lǐng)域,經(jīng)由激光焊接技術(shù)所制造的產(chǎn)品,優(yōu)化了飛機的整體結(jié)構(gòu)性能,提高了飛機的安全性。
3.3 船舶制造領(lǐng)域
當(dāng)前,在經(jīng)濟社會快速發(fā)展的過程中,船舶制造逐漸朝著輕量化的方向邁進,激光焊接技術(shù)在船舶制造中的應(yīng)用,有效保證了焊接的整體質(zhì)量,該技術(shù)的應(yīng)用能夠適應(yīng)當(dāng)前船舶行業(yè)現(xiàn)代化發(fā)展的趨勢,比如,在甲板與艙壁中的應(yīng)用,取得了良好的焊接處理效果。歐洲國家在船舶制造中應(yīng)用激光焊接技術(shù)最為成熟,激光焊接技術(shù)具有先進性,取代了傳統(tǒng)的焊接技術(shù),在船舶甲板、艙壁上的應(yīng)用,保證了船舶制造質(zhì)量。
4 激光焊接技術(shù)的未來展望
激光焊接技術(shù)突破了傳統(tǒng)焊接技術(shù)的局限,隨著當(dāng)前科學(xué)技術(shù)的進步,激光焊接技術(shù)的應(yīng)用有效保證了焊接效率,提升了焊接的精確度。在未來,技術(shù)的進步必將帶動激光焊接技術(shù)的快速發(fā)展,使得激光可以有更高的功率密度并且更快地釋放能量。當(dāng)前,在激光焊接技術(shù)的應(yīng)用過程中,由于其聚焦點相對較小,焊接材料可以在該技術(shù)條件下呈現(xiàn)出良好的黏連效果,避免了焊接過程中對材料的損傷。未來,技術(shù)的進步必將使得激光焊接技術(shù)的聚焦點更小,使得其黏連效果更佳,可以從根本上消除材料的變形與損傷,因此,激光焊接技術(shù)將朝著更為精湛的方向發(fā)展,并能夠在技術(shù)的應(yīng)用過程中實現(xiàn)良好的成本控制,實現(xiàn)激光焊接技術(shù)的進一步推廣。
5 結(jié)語
近年來,隨著工業(yè)與制造業(yè)的快速發(fā)展,激光焊接技術(shù)在這些領(lǐng)域逐漸得到了應(yīng)用,激光焊接技術(shù)可以保證焊接的效率與質(zhì)量,獲得更好的制造與加工效果。但是,目前我國激光焊接技術(shù)的發(fā)展水平有限,在未來,該技術(shù)必將加快工業(yè)與制造業(yè)的現(xiàn)代化發(fā)展進程。
猜你喜歡
中學(xué)生數(shù)理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
中學(xué)生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中國生殖健康(2019年2期)2019-08-23 08:12:08
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
產(chǎn)品可靠性報告(2017年7期)2017-09-05 09:49:12
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
汽車觀察(2016年3期)2016-02-28 13:16:26