聚丙烯-丙烯酸共混非織造增強(qiáng)復(fù)合材料的力學(xué)性能
2020-04-25 02:27:06KatkarKadoleBhuteBali
國(guó)際紡織導(dǎo)報(bào) 2020年1期
關(guān)鍵詞:復(fù)合材料
P. Katkar, P. V. Kadole, A. Bhute, P. Bali
DKTE協(xié)會(huì)紡織與工程研究所(印度)
非織造布的制備工藝有多種,其中,針刺工藝被廣泛應(yīng)用于生產(chǎn)大批量低密度的墊式結(jié)構(gòu)非織造布。這種多孔結(jié)構(gòu)使得聚合物基質(zhì)能夠在復(fù)合材料的制造過(guò)程中更容易地滲透整個(gè)織物結(jié)構(gòu),因此非常適合復(fù)合材料的制備。然而,由于針刺非織造物的密度較低且微觀結(jié)構(gòu)不均勻,其拉伸力學(xué)行為復(fù)雜,拉伸性能不穩(wěn)定,因而并不適合應(yīng)用于承載材料。通過(guò)在針刺非織造基體中加入如聚合物黏合劑的方式可解決這一問(wèn)題。因此,針刺非織造物也能采用復(fù)合材料制造中的增強(qiáng)材料,通過(guò)發(fā)揮復(fù)合材料中纖維成分﹑非織造結(jié)構(gòu)及樹(shù)脂材料的性能優(yōu)勢(shì),使最終的復(fù)合材料具有強(qiáng)度高﹑柔韌性好和質(zhì)輕的特點(diǎn)。
本研究旨在使用假發(fā)制造業(yè)所產(chǎn)生的生產(chǎn)廢料,制備具有優(yōu)良力學(xué)性能的非織造增強(qiáng)復(fù)合材料。
1 方法
采用聚丙烯-丙烯酸(質(zhì)量比為80∶20)混合纖維廢料在Dilo針刺小樣機(jī)(德國(guó))上制備面密度分別為300﹑ 400和500 g/m2的3種非織造材料,編號(hào)分別對(duì)應(yīng)1, 2和3。試驗(yàn)的設(shè)計(jì)與分析采用Taguchi的L9正交陣列方法。采用手工鋪設(shè)的方法,以聚丙烯-丙烯酸針刺非織造布作為復(fù)合材料的增強(qiáng)體,分別制備以聚酯樹(shù)脂﹑乙烯基酯樹(shù)脂和環(huán)氧樹(shù)脂3種不同的熱固性樹(shù)脂為基體的復(fù)合材料,編號(hào)分別對(duì)應(yīng)P, V和E。
2 結(jié)果
2.1 硬度
采用ASTM E-384標(biāo)準(zhǔn)的Vickers硬度測(cè)試方法對(duì)復(fù)合材料試樣的硬度進(jìn)行測(cè)試,試驗(yàn)儀器為Micro-Hardness的MVH-11型微觀硬度測(cè)試儀。試樣需在0.98 N的壓力下維持20 s進(jìn)行測(cè)試。圖1為復(fù)合材料試樣的硬度對(duì)比分析圖。由Taguchi分析可知,復(fù)合材料的硬度受非織造布面密度的影響較大。另外,由于使用了不同類型的樹(shù)脂,非織造織物中纖維的相互作用也不同,因此,樹(shù)脂的選擇也顯著影響復(fù)合材料的性能。研究結(jié)果顯示,與其他兩種樹(shù)脂相比,使用環(huán)氧樹(shù)脂制備的復(fù)合材料具有較高的硬度。
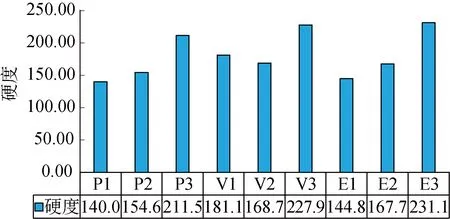
圖1 復(fù)合材料的硬度對(duì)比
2.2 拉伸強(qiáng)力和斷裂伸長(zhǎng)率
根據(jù)ASTM D638標(biāo)準(zhǔn),在Instron 5565型材料測(cè)試儀上對(duì)復(fù)合材料試樣的拉伸強(qiáng)力進(jìn)行測(cè)試。幾種復(fù)合材料試樣的拉伸強(qiáng)力對(duì)比如圖2所示。Taguchi分析表明,在所有3種樹(shù)脂材料制備的復(fù)合材料中,試樣面密度對(duì)其拉伸強(qiáng)力有顯著影響。復(fù)合材料的拉伸強(qiáng)力受非織造增強(qiáng)結(jié)構(gòu)的影響比受樹(shù)脂類型的影響更大。隨著非織造增強(qiáng)材料面密度由300 g/m2增加到500 g/m2,所有復(fù)合材料的拉伸強(qiáng)力均有所增大。就樹(shù)脂的影響而言,使用了環(huán)氧樹(shù)脂的復(fù)合材料表現(xiàn)出更強(qiáng)的縱向(MD)承載力,與理論分析結(jié)果相符合。同時(shí),因纖維在橫向(CD)有較高的取向度,9種復(fù)合材料試樣在橫向上也具有較高的強(qiáng)力。
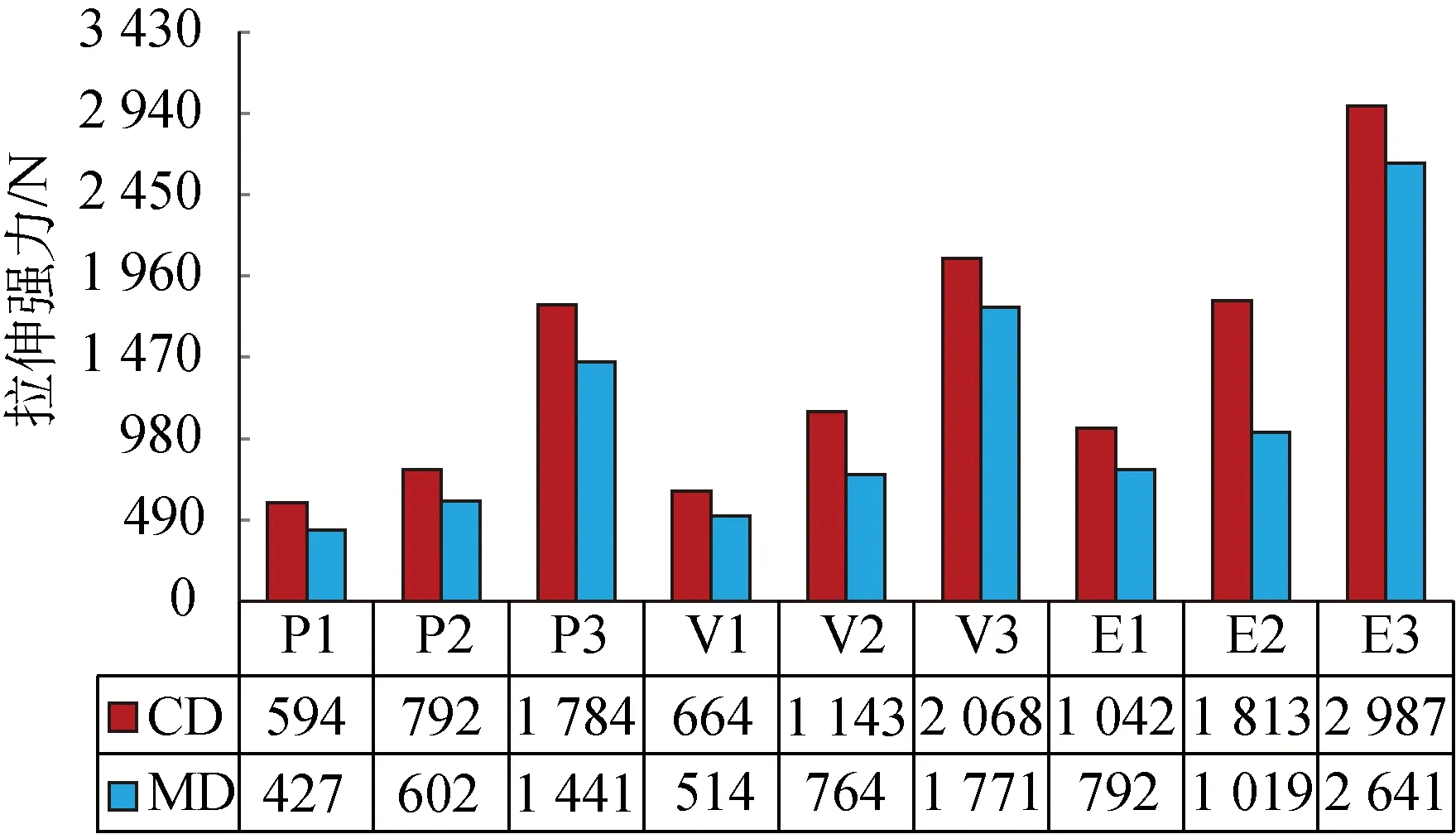
圖2 復(fù)合材料的拉伸強(qiáng)力對(duì)比
圖3為復(fù)合材料試樣的拉伸斷裂伸長(zhǎng)率對(duì)比。9種復(fù)合材料試樣的斷裂伸長(zhǎng)率在MD和CD上有顯著的差異。與采用面密度為500 g/m2非織造布所制備的復(fù)合材料相比,300 g/m2非織造布所制備的復(fù)合材料的斷裂伸長(zhǎng)率顯著降低。Taguchi分析表明,斷裂伸長(zhǎng)率主要受增強(qiáng)材料性能的影響而非樹(shù)脂類型,這是由于復(fù)合材料的力學(xué)拉伸性能主要取決于其非織造增強(qiáng)結(jié)構(gòu)在拉伸方向上的力學(xué)貢獻(xiàn)。單個(gè)復(fù)合材料試樣的MD伸長(zhǎng)率和CD沒(méi)有顯著差異,這是因?yàn)榉强椩觳牧显嚇釉贛D和CD上的斷裂伸長(zhǎng)率差異較小。
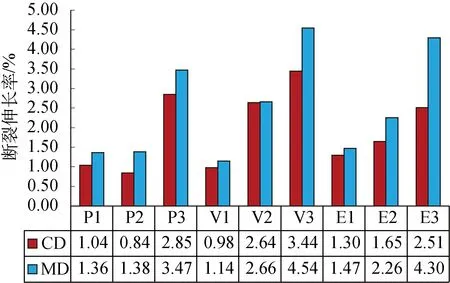
圖3 復(fù)合材料的斷裂伸長(zhǎng)率對(duì)比
2.3 彎曲強(qiáng)度和彎曲伸長(zhǎng)率
復(fù)合材料試樣的彎曲強(qiáng)度測(cè)試根據(jù)ASTM D 7264標(biāo)準(zhǔn),在Instron 5565型材料測(cè)試儀上進(jìn)行測(cè)量。所有試樣的彎曲強(qiáng)度測(cè)試結(jié)果如圖4所示。9種復(fù)合材料試樣在MD和CD方向上的彎曲強(qiáng)度均表現(xiàn)出顯著的差異。Taguchi分析表明,復(fù)合材料樣品在CD和MD上的彎曲強(qiáng)度受樹(shù)脂類型的影響大于受非織造增強(qiáng)材料面密度的影響。在所有3種類型樹(shù)脂所生產(chǎn)的復(fù)合材料中,隨著非織造增強(qiáng)材料面密度的增大,其對(duì)應(yīng)復(fù)合材料的彎曲強(qiáng)度也增加。乙烯基酯樹(shù)脂在3種樹(shù)脂中具有最低的密度,能夠更好地均勻滲透非織造增強(qiáng)材料的結(jié)構(gòu),使復(fù)合材料具有較少的孔隙。因此,乙烯基樹(shù)脂復(fù)合材料的彎曲破壞需更大的載荷。
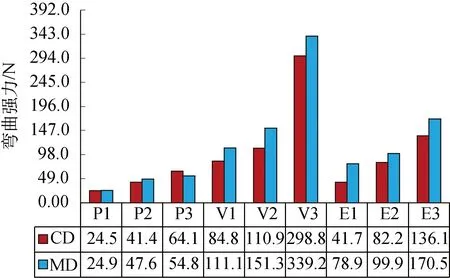
圖4 復(fù)合材料彎曲強(qiáng)度
環(huán)氧樹(shù)脂復(fù)合材料表現(xiàn)出較適中的彎曲強(qiáng)度,而聚酯樹(shù)脂復(fù)合材料的彎曲強(qiáng)度最小。隨著非織造增強(qiáng)材料面密度的增加,復(fù)合材料對(duì)抗彎曲的能力增加,因此使用更高面密度的非織造織增強(qiáng)材料制造的復(fù)合材料顯示出更高的彎曲強(qiáng)度。

圖5 復(fù)合材料彎曲伸長(zhǎng)率
圖5為復(fù)合材料的彎曲伸長(zhǎng)對(duì)比。由圖5可知,材料的彎曲伸長(zhǎng)受樹(shù)脂類型的影響較大,因?yàn)闃?shù)脂一旦硬化,其彎曲特性也會(huì)產(chǎn)生差異。由Taguchi分析可證實(shí),相對(duì)于非織造增強(qiáng)材料的影響,9種復(fù)合材料試樣的彎曲伸長(zhǎng)在5%LOS條件下受樹(shù)脂類型的影響更大。環(huán)氧樹(shù)脂復(fù)合材料由于剛性較大,顯示出相對(duì)較小的彎曲伸長(zhǎng)。
2.4 機(jī)械加工性能
材料良好的機(jī)械加工性表現(xiàn)在多方面,如切割后材料具有良好的表面光潔度,加工工具的使用壽命相對(duì)更長(zhǎng),加工所需的人力、物力及加工成本相對(duì)較低等。對(duì)材料鉆孔產(chǎn)生的材料反饋信息是評(píng)估復(fù)合材料機(jī)械加工性的方法之一。
在5%LOS條件下,9種復(fù)合材料試樣鉆孔所需功率存在明顯的差異。圖6顯示了這些復(fù)合材料的鉆孔功率需求對(duì)比。Taguchi分析表明,隨著復(fù)合材料中非織造增強(qiáng)材料面密度的增大,鉆削復(fù)合材料所需的功率也產(chǎn)生了顯著變化,因?yàn)樵趶牟牧仙媳砻娴较卤砻娴你@孔加工過(guò)程中,隨著非織造增強(qiáng)材料面密度的增加,復(fù)合材料反饋到鉆頭的阻力隨之增加。因此,使用較大面密度的非織造增強(qiáng)材料生產(chǎn)的復(fù)合材料需要更大的力來(lái)鉆孔。3種基體材料中,環(huán)氧樹(shù)脂復(fù)合材料表現(xiàn)出更高的抗鉆孔性。

圖6 復(fù)合材料鉆孔功率需求
3 結(jié)論
由本文研究可得出以下結(jié)論。首先,樹(shù)脂類型及非織造增強(qiáng)材料的面密度是影響復(fù)合材料力學(xué)性能的關(guān)鍵因素。其次,環(huán)氧樹(shù)脂復(fù)合材料的硬度最大,在縱向上表現(xiàn)出更好的力學(xué)承載性。再次,乙烯基樹(shù)脂由于密度較低,能夠更均勻地滲透到非織造布的結(jié)構(gòu)中,從而使復(fù)合材料具有良好的抗彎強(qiáng)度。最后,隨著非織造增強(qiáng)材料面密度的增加,復(fù)合材料的力學(xué)性能也隨之提高。
猜你喜歡
建材發(fā)展導(dǎo)向(2022年2期)2022-03-08 01:44:04
建材發(fā)展導(dǎo)向(2021年14期)2021-08-23 00:56:16
中國(guó)材料進(jìn)展(2019年10期)2019-12-07 05:32:14
纖維復(fù)合材料(2018年3期)2018-04-25 07:22:58
電子測(cè)試(2017年11期)2017-12-15 08:57:13
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:34
中國(guó)塑料(2015年6期)2015-11-13 03:02:54
中國(guó)塑料(2015年11期)2015-10-14 01:14:14
中國(guó)塑料(2015年8期)2015-10-14 01:10:41
應(yīng)用化工(2014年10期)2014-08-16 13:11:29