某鋁包復合材料芯軟鋁型線絞線斷裂原因分析
2020-04-23 02:34:52
理化檢驗(物理分冊) 2020年4期
關鍵詞:復合材料
(上海國纜檢測中心有限公司, 上海 200093)
與傳統鋼芯鋁絞線(ACSR)相比,復合材料芯絞線(ACCC)具有載流和傳輸效率高(線損小,持續運行溫度高)、弧垂特性好(單位長度質量小,線膨脹系數小)、耐腐蝕性優良等顯著優勢[1-4],被大量應用于線路增容改造工程,在某些新建線路中亦有廣泛應用[5]。但是,普通ACCC導線的芯棒耐彎折、抗沖擊性能較差,且施工工藝復雜[6],無法按照傳統壓接工藝進行施工。為方便施工,一些廠商開發了鋁包復合材料芯棒或絞合型復合材料芯棒,這類芯棒在傳統復合材料芯棒外部包覆一層軟鋁或套上一軟鋁套管,提高了產品的抗沖擊性能;在用改進型鋼錨后,可像壓接傳統鋼芯鋁絞線的鋼芯一樣壓接芯棒,大大簡化了施工工藝,同時降低了金具成本。
寧夏某在建輸電線路采用了天津某廠生產的鋁包復合材料芯軟鋁型線絞線,其型號規格為JLRX1/F1B-350/40,該線路某檔在安裝完成后當晚絞線發生斷裂。斷線檔距為399 m,緊線時環境溫度為15 ℃,緊線張力為23.56 kN,在該檔距中央(即第4和第5個間隔棒中間處,該線路采用二分裂結構)發生了絞線斷裂,如圖1所示。為查明絞線斷裂的原因,筆者對斷裂絞線進行了一系列檢驗和分析。

圖1 斷裂絞線的宏觀形貌Fig.1 Macro morphology of the fractured conductor
1 理化檢驗
1.1 宏觀觀察
截取適當長度同批次新絞線,拆解并測量絞線結構,發現該絞線由兩層梯形軟鋁型線圍繞一根鋁包復合材料芯棒同心絞合而成,外層鋁線根數為16根,內層鋁線根數為12根。各部位尺寸測量結果見表1和表2,可見該絞線結構符合GB/T 32502—2016 《復合材料芯架空導線》、GB/T 29324—2012《架空導線用纖維增強樹脂基復合材料芯棒》、 GB/T 29325—2012《架空導線用軟鋁型線》和Q/NJL0001S—2018L《鋁包復合材料芯架空導線》的技術要求。根據表1和表2的測量結果和導線技術規范繪制斷裂絞線的結構示意圖,如圖2所示。
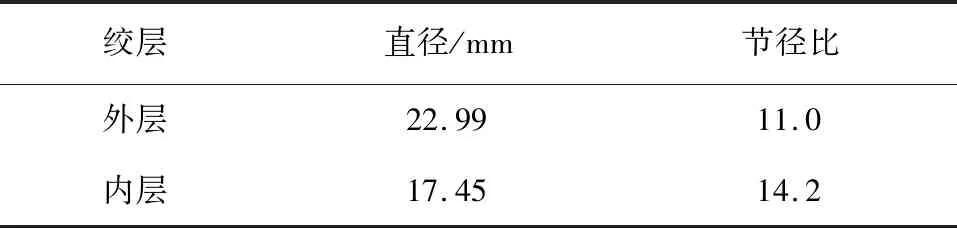
表1 絞層尺寸測量結果Tab. 1 Test results of the conductor layer dimension
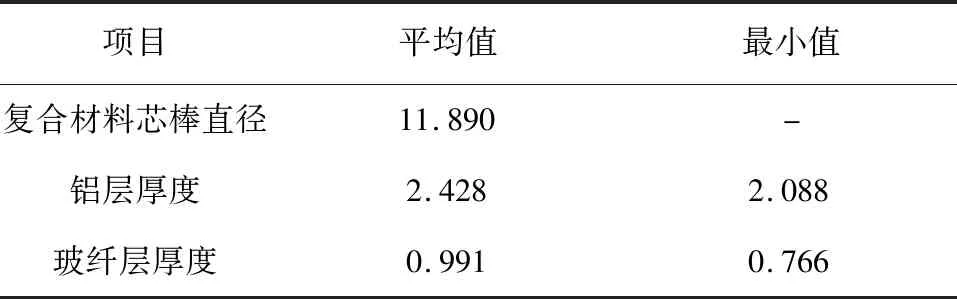
表2 復合材料芯棒尺寸測量結果Tab. 2 Test results of the composite core dimension mm

圖2 斷裂絞線結構示意圖Fig.2 Structure diagram of the fractured conductor
1.2 力學性能試驗
1.2.1 絞線綜合拉斷力
按照GB/T 32502—2016要求,截取長度為10 m的絞線3根,端部壓接配套的耐張線夾后,進行綜合拉斷力測試,測試結果分別為123.1,125.9,120.3 kN,可見絞線綜合拉斷力均大于120 kN,且結果較為穩定,符合Q/NJL0001S—2018L的技術要求。
1.2.2 鋁包復合材料芯棒拉斷力試驗
截取適當長度的同批次新絞線,剝除鋁絞層后,對鋁包復合材料芯棒進行拉斷力試驗。鋁包復合材料芯拉斷力試驗結果分別為:81.64,79.80,87.74,86.12,86.72 kN,可見所有試樣的拉斷力均符合Q/NJL0001S—2018L的要求。檢查斷后試樣發現,鋁包復合材料芯棒拉伸斷裂位置均位于鋼錨壓接位置,其中2根芯棒斷裂位置和鋁層斷裂位置一致,其余3根試樣的鋁層斷裂后,芯棒從鋼錨內拔出。
試樣的典型拉伸曲線如圖3所示,所有試樣拉伸曲線均表現同一特征,即張力在70 kN左右時會突然下降(圖3中橢圓處所示),隨后張力持續增加,直至試樣斷裂。這種張力下降現象是由于鋁層斷裂所致,這表明在鋁包復合材料芯棒正常拉伸斷裂過程中,總是鋁層率先發生斷裂。觀察圖3中橢圓位置,發現張力下降了約4.5 kN,該力值與生產商提供的資料顯示的鋁管能夠承受的拉力數值吻合(70 mm2×65 MPa=4.55 kN)。
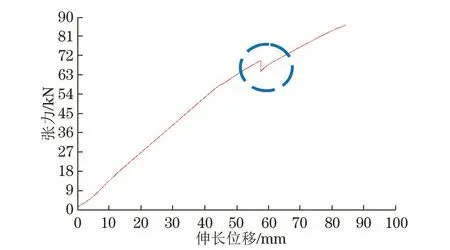
圖3 鋁包復合材料芯棒的典型拉伸曲線Fig.3 Typical tension curve of the aluminum-clad composite core
1.2.3 鋁包復合材料芯棒徑向耐壓試驗
截取5根長度約為100 mm的鋁包復合材料芯棒,在電子萬能材料試驗機上進行徑向耐壓試驗,試驗結果分別為:88.75,90.10,87.71,88.31,86.35 kN,符合Q/NJL0001S—2018L的技術要求。該試驗結果遠高于普通未包覆鋁層的復合材料芯棒,表明包覆鋁層對于提升復合材料芯棒的耐壓能力有較大提升。試樣壓扁后端部形貌如圖4所示。

圖4 鋁包復合材料芯棒徑向耐壓試驗后端部宏觀形貌Fig.4 Macro morphology of end of the aluminum-clad composite core after radial crush test
由圖4可見試樣的鋁管已壓扁,徑向嚴重變形并產生芯棒分離,芯棒均已開裂錯位,但鋁管受壓位置表面依然光潔平整,未見任何明顯損傷。
1.3 機電性能試驗
從絞層的外層和內層隨機選取3根軟鋁型線,進行等效直徑、抗拉強度、電阻率測試,測試結果表明,外層鋁線平均等效直徑為3.499 mm,平均抗拉強度為86.8 MPa,平均電阻率為0.027 103 Ω·mm2·m-1;內層鋁線平均等效直徑為3.546 mm,平均抗拉強度為84.1 MPa,平均電阻率為0.027 239 Ω·mm2·m-1,均符合GB/T 29325—2012的技術要求。
1.4 斷口分析
1.4.1 鋁線斷口
檢查圖1所示斷裂絞線,發現所有軟鋁型線斷口頸縮明顯,均呈現拉伸延性斷裂特征,斷口附近鋁線表面未見任何損傷。這表明鋁線斷裂的根本原因在于軸向負荷過大,超過了鋁線的強度極限。
1.4.2 鋁包復合材料芯棒斷口
(1) 宏觀形貌
鋁包復合材料芯斷棒口如圖5所示,可見斷口端部鋁層頸縮明顯;斷口兩端鋁層外表面沿縱向方向連續分布著明顯的魚鱗狀凸起。在B端斷口,緊鄰凸起部位鋁層出現明顯凹陷。觀察發現這種魚鱗狀凸起在斷口兩端均連續存在,在A端斷口后方,延續長度約40 cm,在B端斷口后方,延續長度約29 cm。鋁層表面的魚鱗狀凸起和凹陷在斷口兩端均出現了旋轉和傾斜,A端傾轉長度約10 cm,B端傾轉長度約8 cm。這表明在鋁層拉伸斷裂過程中,發生了較大幅度的扭轉。

圖5 鋁包復合材料芯斷口宏觀形貌Fig.5 Macro morphology of fracture of the aluminum-clad composite core
在鋁管斷口內部,A端復合材料芯棒斷口縮進約5 mm,斷面較平整。B端復合材料芯棒斷口在鋁管斷口內深不可見,僅發現玻纖層斷裂后拔出外露,露出長度約15 mm。
采用車床將A端斷口鋁管切斷,并緩慢拔出,觀察鋁管內壁,發現鋁管內壁光潔,未見明顯缺陷,其內部芯棒斷口如圖6 a)所示。可見斷面延伸長度約85 mm,芯棒表面多處有明顯損傷痕跡,如圖6 b)所示。由圖6 b)可見,芯棒的斷口可分為3個區域,如圖中標示位置。1區芯棒表面有一巨大徑向裂縫,該裂縫幾乎貫穿了芯棒圓周,導致一半芯棒斷裂分離,在裂縫后端,芯棒沿縱向開裂,肉眼可見開裂長度約25 mm。2區芯棒的玻纖層表面沿徑向分布5條近乎平行排布的外力沖擊痕跡,靠近左端的芯棒斷裂脫離。3區斷口靠近鋁管斷裂位置,斷面平整,玻纖層表面亦可見明顯外力沖擊痕跡。

圖6 A端復合材料芯從鋁管拔出后及斷口宏觀形貌Fig.6 Macro morphology of a) the composite core after pull off the aluminium tube and b) the fracture of the end A
(2) 復合材料芯斷口微觀形貌
圖7所示為1區斷口宏觀形貌,可見復合材料芯棒斷裂位置形成3層階梯,下層階梯平面穿過芯棒橫截面圓心,將芯棒分成兩半;中間層階梯大約處于玻璃纖維(以下簡稱玻纖)層下方;上層階梯即芯棒表面玻纖層。下層與中間層階梯之間垂直抬升,而中間層與上層階梯之間,由于玻纖層斷口呈剪切狀,兩層之間呈階梯狀。
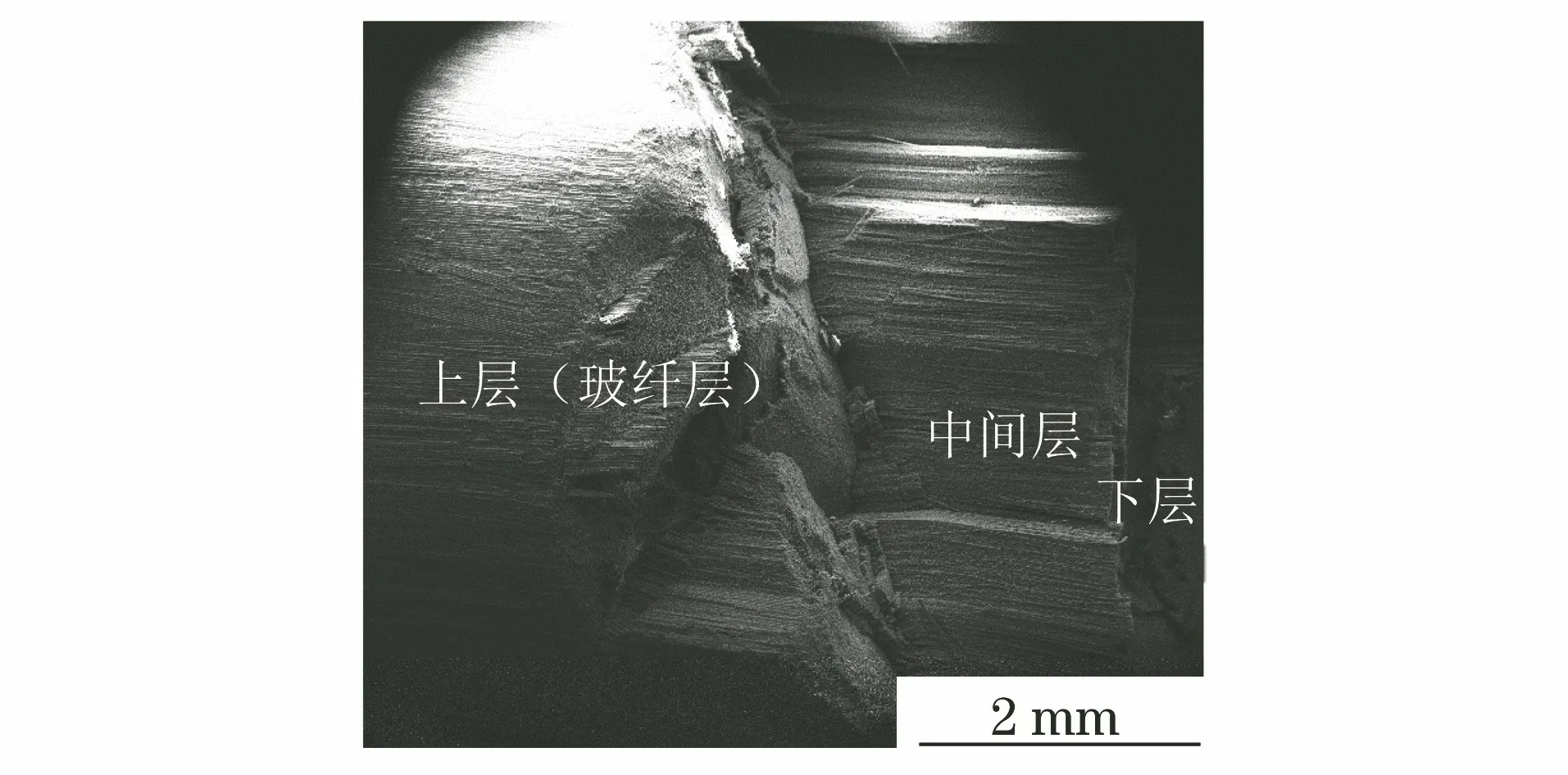
圖7 1區斷口宏觀形貌Fig.7 Macro morphology of zone 1
圖8 a)所示為1區玻纖層斷裂微觀形貌,可見玻纖斷裂位置參差不齊,在斷口端部后方,環氧樹脂與玻纖大面積分離,如圖8 a)中A區所示。在斷口端部呈現較淺的蜂窩狀,即玻纖斷裂后拔出痕跡,如圖8 a)中C區所示。在斷口端部與后方的結合部,圖8 a)中的B區所示,可見環氧樹脂受力變形后包裹了部分玻纖斷口。放大該區域觀察發現部分纖維斷口呈現剪切斷裂特征,如圖8 b)所示。
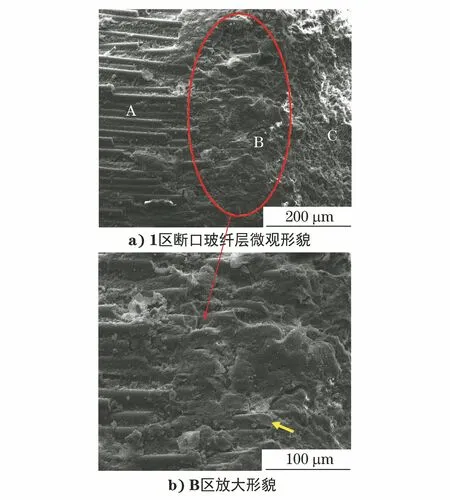
圖8 1區斷口玻纖層微觀形貌Fig.8 Micro morphology of a) the fiberglass layer of zone 1 fracture and b) the mognification morphology of zone B
圖9 a)所示為玻纖層與中間層斷面結合部位的微觀形貌,可見玻纖層下方的碳纖維斷裂整齊,且層次分明,另可見中間層與玻纖層結合部斷面上纖維碎裂成一束束較短纖維,所有纖維的方向與芯棒縱向方向基本一致。在玻纖層與中間層之間的階梯,則是由于碳纖維在不同位置斷裂后纖維拔出形成的。
圖9 b)所示為中間層斷面與下層斷面結合部位的微觀形貌,可見中間層碳纖維斷裂端面凹凸不平,在同一端面纖維斷裂位置幾乎一致,纖維方向與芯棒縱向一致。在中間層與下層結合部,可見大量纖維碎屑,沿芯棒徑向分布。表明在外力沖擊過程中,部分纖維斷裂后,從中間層塌落至下層結合部位。

圖9 1區斷口微觀形貌Fig.9 Micro morphology of zone 1: a) micro morphology for junction part of fiberglass layer and middle layer; b) micro morphology for junction part of middle layer and lower layer
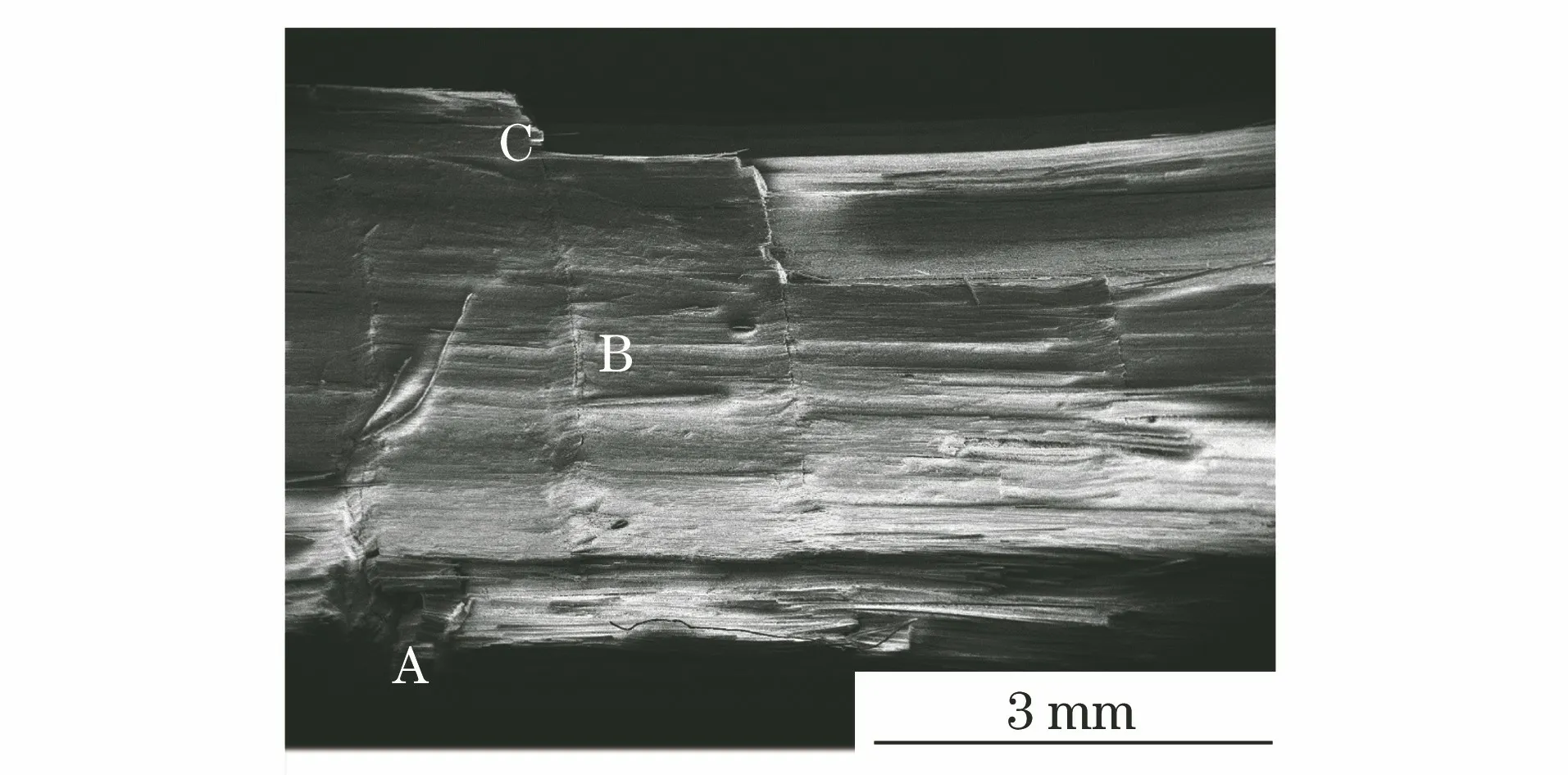
圖10 2區斷口宏觀形貌Fig.10 Macro morphology of zone 2
圖10所示為2區斷口宏觀形貌,圖中A區所示為玻纖層損傷位置,B區所示為芯棒縱向開裂面,可見在該表面沿徑向分布4條巨大裂痕,裂痕貫穿整個試樣截面,C區所示為一裂痕端部纖維斷裂區域。
圖11所示為玻纖層表面(即圖10中A區)損傷狀態微觀形貌,可見玻纖層呈粉碎性破裂,環氧樹脂碎裂嚴重,纖維斷裂參差不齊,損傷深度達到了859.5 μm。結合表2可知,該損傷已經波及芯棒內部碳纖維。
圖12所示為芯棒內部縱向開裂面(即圖10中B區)的微觀形貌,可見這種徑向貫穿裂痕的實質是碳纖維斷裂后痕跡,碳纖維在沖擊負荷作用下發生斷裂,由于碳纖維復合材料的結構特性,斷后纖維呈層狀分離[7],形成高低梯度。圖13所示為圖10中C區微觀形貌,可見碳纖維大規模斷裂后拔出,形成凸臺。
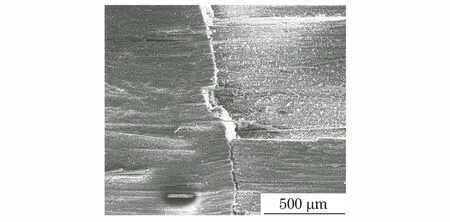
圖12 2區斷口的B區微觀形貌Fig.12 Micro morphology for zone B of zone 2 fracture
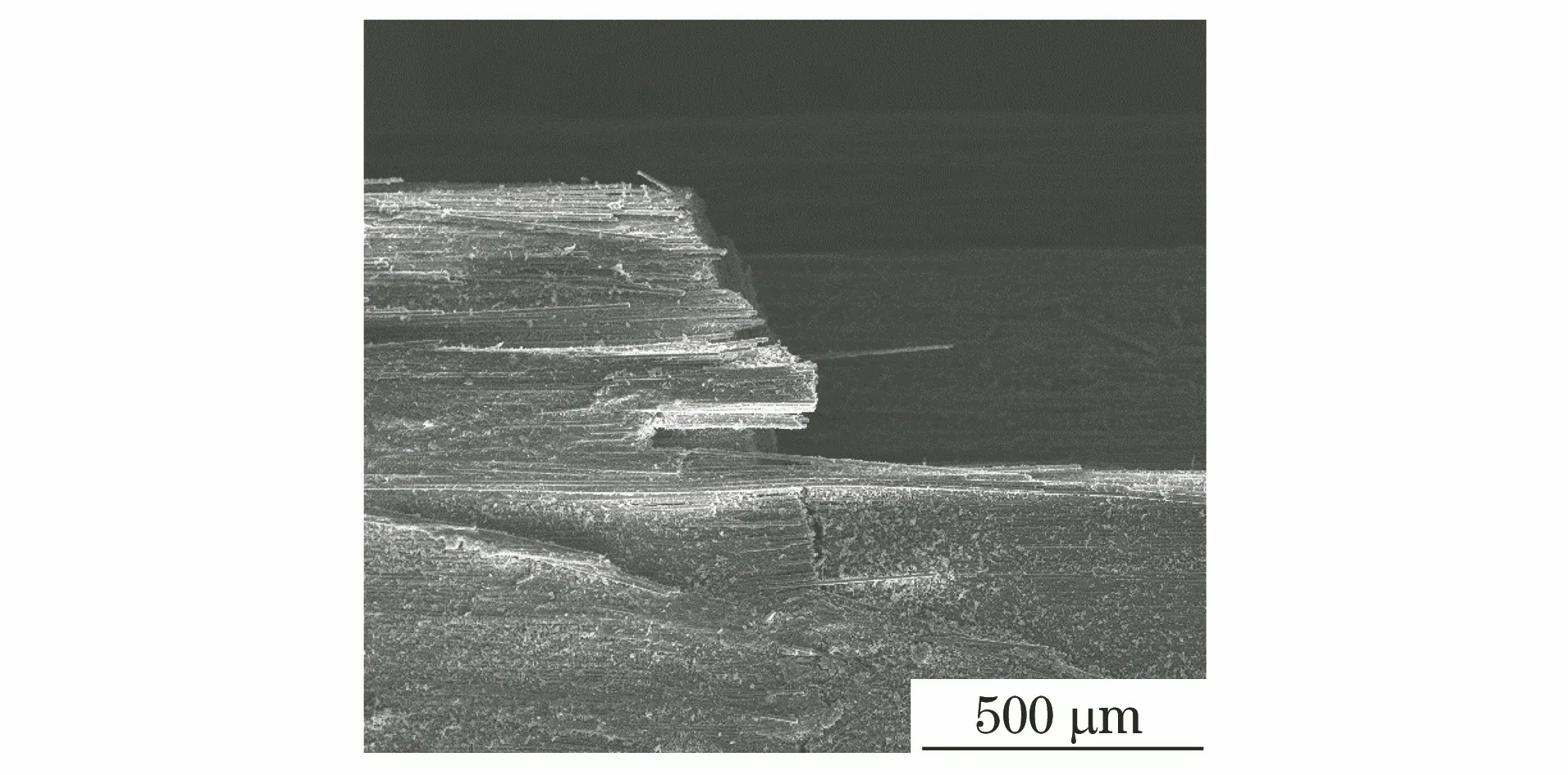
圖13 2區斷口的C區微觀形貌 Fig.13 Micro morphology for zone C of zone 2 fracture
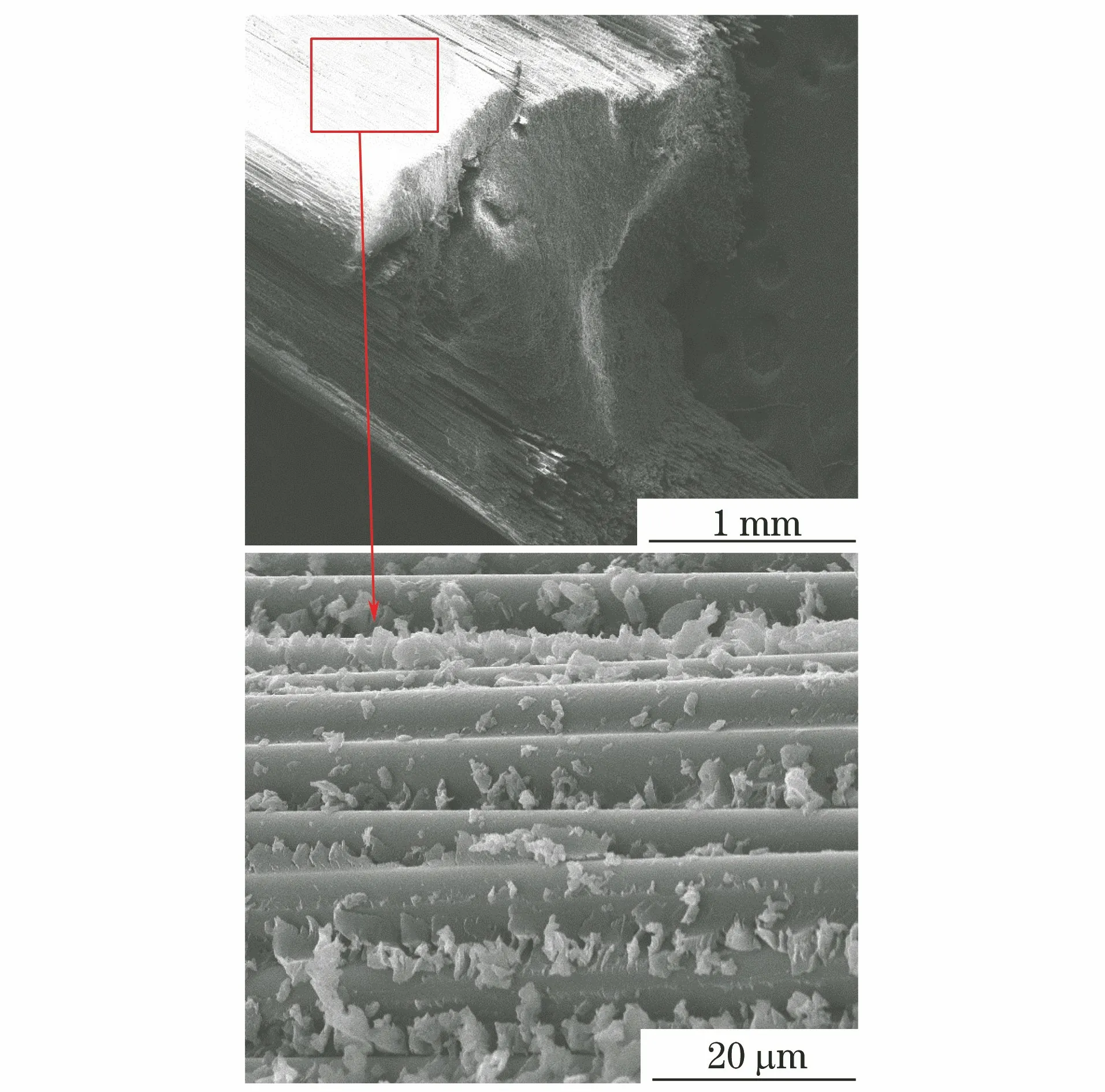
圖14 3區斷口形貌Fig.14 Morphology of zone 3 fracture
圖14所示為3區斷口形貌,可見玻纖層斷裂后玻纖參差不齊,而內部碳纖維斷面平整,沖擊斷裂特征顯著。放大圖中可見碳纖維表面的環氧樹脂撕裂,呈魚鱗狀分布,部分變形嚴重呈倒鉤狀。這表明芯棒多處斷裂后,在拉伸應力作用下,芯棒沿斷裂位置分層拔出[8]。
1.5 金相檢驗
截取圖6中1區后方約8 cm處的鋁包復合材料芯棒,切斷時發現,此處芯棒表面玻纖層拔出,其后拔出距離仍不可知。對截取的試樣端部密封后(避免澆注時環氧樹脂進入缺口內部),用環氧樹脂澆注試樣,待徹底固化后,研磨、拋光試樣表面,用金相顯微鏡觀察,如圖15所示。
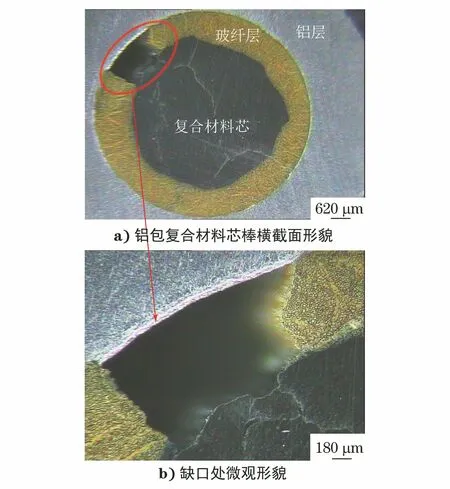
圖15 鋁包復合材料芯棒橫截面缺口處微觀形貌Fig.15 The a) cross section and b) notch position of the aluminum-clad composite core
圖15 a)所示為鋁包復合材料芯棒橫截面形貌,可見復合材料芯棒外部玻纖層局部缺失,芯棒內部碎裂成多塊。玻纖層缺失位置,正好位于前文所述鋁管凹陷和凸起位置斜下方。觀察鋁管內壁,所有位置與玻纖層緊密貼合,未見明顯異常狀態。芯棒內部碎裂從玻纖層缺失位置起源,裂紋擴展至缺口位置相對一側玻纖層。圖15 b)所示為缺口位置微觀形貌,測量缺口位置尺寸,靠近鋁管一側寬度為2 064 μm,靠近芯棒一側寬度為1 485 μm,平均厚度為962 μm。
2 分析與討論
2.1 復合材料芯棒斷裂機理分析
由芯棒徑向耐壓試驗可知,想要將包覆鋁管的芯棒壓縮至開裂,載荷需達85 kN以上,在此載荷下鋁管變形嚴重,并與芯棒分離。但觀察斷裂位置的鋁包復合材料芯棒,鋁管除上文所述表面缺陷和扭轉外,未見與芯棒分離或內表面缺陷。由此可知芯棒表面的沖擊損傷以及開裂并非在鋁管包覆之后形成,而是發生在鋁管包覆之前。由于未知的外力沖擊,在復合材料芯棒表面形成一段長度達到15 cm以上的損傷,并最終導致芯棒斷裂。
2.2 絞線斷裂機理分析
由以上理化檢驗結果可知,該斷裂絞線的鋁層和鋁管能承受的極限張力約為28.72 kN。該鋁包復合材料芯棒的相關缺陷未能在絞制前被發現,致使其被絞入絞線中,在施工架線過程中,所有張力由鋁絞層及芯棒外部鋁管承擔。
施工現場信息表明,該絞線在15 ℃時緊線張力為23.56 kN,導線斷裂次日上午測試斷裂檔內氣溫僅為3 ℃,查閱相關氣象資料,該地區在該季節夜間最低溫度可達-3 ℃,且常有4~5級風。大的溫差使導線弧垂降低,張力增大[9]。圖5所示鋁管表面扭轉形態則表明,在鋁管拉伸過程中線路發生了扭轉,而這種絞線扭轉在架線完成之后只能是由于風載荷引發的線路舞動引起[10]。在弧垂降低以及風載荷[11]的共同作用下,線路張力增大到了鋁管和鋁層所能承受的強度極限,最終導致該鋁包復合材料芯軟鋁型線絞線斷裂。
3 結論及建議
斷裂絞線的各項性能均符合標準要求,但該斷裂絞線的復合材料芯棒在包覆鋁管前已多處受損及斷裂,復合材料芯棒斷裂的絞線在架線后,所有張力都由軟鋁層和鋁管承擔。因夜間溫度降低,且風載荷作用引發線路舞動,使得絞線所受張力超過軟鋁層和鋁管的強度極限,最終導致絞線斷裂。
建議絞線生產商在復合材料芯棒生產過程中,加強質量監控,杜絕帶有隱患的芯棒投入到后續的生產中。
猜你喜歡
建材發展導向(2022年2期)2022-03-08 01:44:04
建材發展導向(2021年14期)2021-08-23 00:56:16
中國材料進展(2019年10期)2019-12-07 05:32:14
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
山東工業技術(2016年15期)2016-12-01 05:31:34
中國塑料(2015年6期)2015-11-13 03:02:54
中國塑料(2015年11期)2015-10-14 01:14:14
中國塑料(2015年8期)2015-10-14 01:10:41
應用化工(2014年10期)2014-08-16 13:11:29
