高嶺土礦選礦生產流程的優化方案研究
2020-04-22 06:22:48楊洪軍
中國金屬通報 2020年14期
關鍵詞:產品質量
楊洪軍
(中國高嶺土有限公司,江蘇 蘇州 215151)
1 選礦廠旋流器工藝改造的必要性
近年來,由于公司原礦品位的下降、外購土用量的增加以及其它多方面因素,公司產品質量波動較大,尤其是2019 年,選礦廠高嶺土車間產品質量極不穩定,質量波動范圍及頻率都遠超往年,而中試車間產品質量相對穩定。選礦廠、研究所、生產部等相關部門針對高嶺土車間和中試車間兩條濕法選礦生產線的工藝流程進行了比較分析,發現其粗選工藝及設備略有不同,其中車間粗選采用Φ200(鑄鐵,6 個)、Φ150(膠木,12 個)和Φ75(膠木,40 個)旋流器,中試車間粗選采用Φ250(聚氨酯,2 個)、Φ150(聚氨酯,4 個)和Φ75(聚氨酯,8 個)旋流器。經過現場對各級旋流器拆解檢查,發現中試用聚氨酯旋流器在使用壽命、處理能力、產品質量穩定性方面遠超陶土車間。中試車間2013年試運行至今,聚氨酯旋流器極少更換,平均使用壽命在5 年以上;而生產車間Φ75(膠木)旋流器,2019 年5 月初更換使用至12 月初,就出現旋流器溢流管有磨損,更甚者有部分溢流管出現磨穿現象。選礦生產車間粗選旋流器在現有原料條件下,磨損量已超出正常水平,極易給產品質量帶來不確定因素。為此,建議對生產車間的粗選旋流器工藝進行技術改造。
2 選廠旋流器工藝改造內容
本次技改主要針對車間粗選旋流器工藝,根據現有工藝條件并參照中試線進行優化,原則上現有管道和旋流器配套支架不動,只更換旋流器和渣漿泵,具體改造內容如下表:
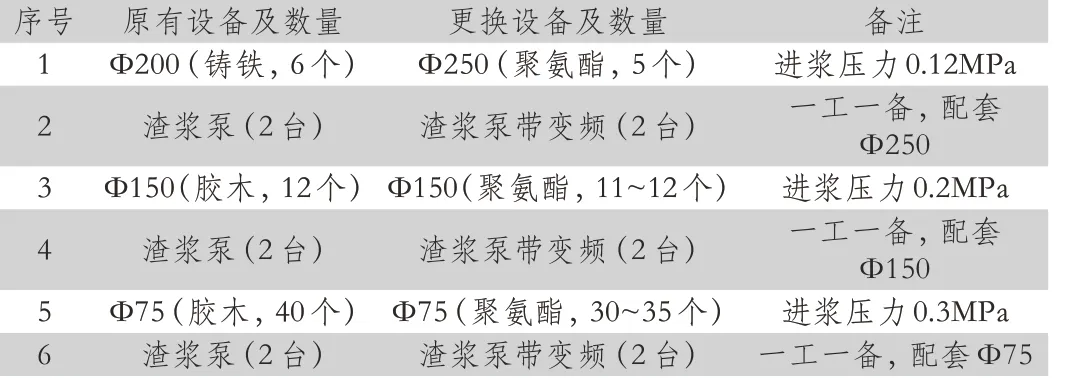
表1 設備改造情況
Φ200(鑄鐵)和Φ250(聚氨酯)的處理能力沒有實測數據,參照中試線實際經驗,3 個Φ200(鑄鐵)換成2 個Φ250(聚氨酯)后流量略有減少,而且陶土Φ150 底流直接回到Φ200 進漿(中試Φ150 底流經掃選后回到Φ250 進漿),因此計劃將陶土6 個Φ200(鑄鐵)換成5 個Φ250(聚氨酯)。(如果4 個可能流量太小,如果五個可能流量太大,最可行的方案是5 個。)
在0.2 MPa 壓力下,Φ150(膠木)流量20m3/h~25m3/h(估算數據),而Φ150(聚氨酯)流量約28 m3/h(流量計測試),因此計劃將陶土12 個Φ150(膠木)換成11 個Φ150(聚氨酯),備用1 個。(11 個聚氨酯流量為11*28=308 立方,12 個聚氨酯的流量為336立方,約300 立方,旋流器和泵選型都沒有問題。此次250 選的泵流量為300 立方,分溢流為)。
在0.3 MPa 壓力下,Φ75(膠木)流量8m3/h~10m3/h(估算數據),而Φ75(聚氨酯)流量約14 m3/h(流量計測試),因此計劃將陶土40個Φ75(膠木)換成30個Φ150(聚氨酯),備用5個。(原膠木流量為320~400 立方,30 個聚氨酯的流量為420 立方,35 約490 立方,75 的泵轉速要加快,因為150 的溢流量按泵的型號上算只有300,理論上150 進漿泵的流量要到400,才能保證75 進漿量有300 立方。)
將現有渣漿泵換成帶變頻功能渣漿泵,一工一備,共需6臺。該渣漿泵可以精確控制進漿壓力和流量,便于調試時在保證壓力情況下通過增減旋流器調節全流程流量平衡,也可以提高產品質量穩定性。
公司現有庫存的Φ200(鑄鐵)、Φ150(膠木)、Φ75(膠木)旋流器可以用于回收車間。
3 技術、經濟可行性分析
3.1 技術可行性分析
參照中試線現有成熟工藝,技術上可行,同時選用了帶變頻功能渣漿泵,可以精確控制進漿壓力,提高產品質量穩定性。
3.2 經濟可行性分析
中試車間2013 年試運行, 2014 年5 月12 日將3 個Φ200(鑄鐵)換成2 個Φ250(聚氨酯),因此我們統計了陶土車間和中試車間2015~2018 年4 年間粗選旋流器用量和產品產量,粗略測算使用成本。
3.2.1 中試車間旋流器使用情況說明
Φ250 旋流器:3 個(2 個正在使用,1 個更換),平均每5 年更換一次。
2014 年5 月12 日中試車間更換為新款Φ250 旋流器,皮帶盤外徑由200mm 增加到260mm,壓力確定為0.12MPa。
2018 年8 月,更換Φ250 旋流器一只,更換原因:底流口上邊緣磨穿,無法使用,內部結構磨損較完整。另一個至今仍在使用。
Φ150 旋流器:5 個(4 個正在使用,1 個更換),平均每6 年更換一次。
2019 年5 月,更換Φ150 旋流器一只,更換原因:內壁變薄,使用過程中容易鼓脹,后將其更換到Φ150 掃選南面旋流器上,目前仍在使用。
2019 年6 月,將Φ150 掃選北面旋流器更換為聚氨酯材質旋流器后,使用情況良好,目前未更換旋流器。
Φ75 旋流器:12 個(8 個正在使用,4 個更換),平均每6 年更換一次。
2019 年12 月,更換Φ75 旋流器四只,更換原因:內窺鏡檢查后發現溢流口磨損。
3.2.2 陶土車間旋流器使用情況說明
Φ200 旋流器排沙嘴:6 個正在使用。
Φ200 旋流器原先使用橡膠排沙嘴,2018 年全年消耗200 個,2019 年開始使用陶瓷排沙嘴,至今共消耗60 個。
Φ200 旋流器圓錐體:175(6 個正在使用,更換169 個)。
Φ200 旋流器圓錐體2019 年消耗175 個。
Φ200 旋流器圓柱體: 6 個正在使用。
Φ200 旋流器圓柱體2019 年消耗30 個。
Φ606 旋流器:24 個(12 個正在使用,12 個更換)。
旋流器為橡膠材質,平均每半年更換1 次。
Φ600 旋流器:80 個(40 個正在使用,40 個更換)。
旋流器為橡膠材質,平均每半年更換1 次。
3.2.3 中試車間、陶土車間產量對比

表2 中試車間、陶土車間產量對比如圖(不包含外購土)
3.2.4 中試車間、陶土車間旋流器對比
從上表可以看出,在不考慮陶土車間和中試車間使用原礦品質差異情況下,中試車間所使用的聚氨酯旋流器單個產量(指使用壽命期生產的產品量)遠遠高于陶土車間的鑄鐵和膠木材質旋流器,折算成每萬噸產品消耗旋流器材料費用,陶土車間Φ200(鑄鐵)旋流器成本在中試車間Φ250(聚氨酯)10 倍左右;Φ150(膠木)和Φ150(聚氨酯)旋流器材料成本接近;Φ75(膠木)旋流器成本在Φ75(聚氨酯)2 倍以上,而且在實際生產過程中,由于膠木旋流器使用壽命短,更換相對頻繁,人工成本和管理成本相對較高。
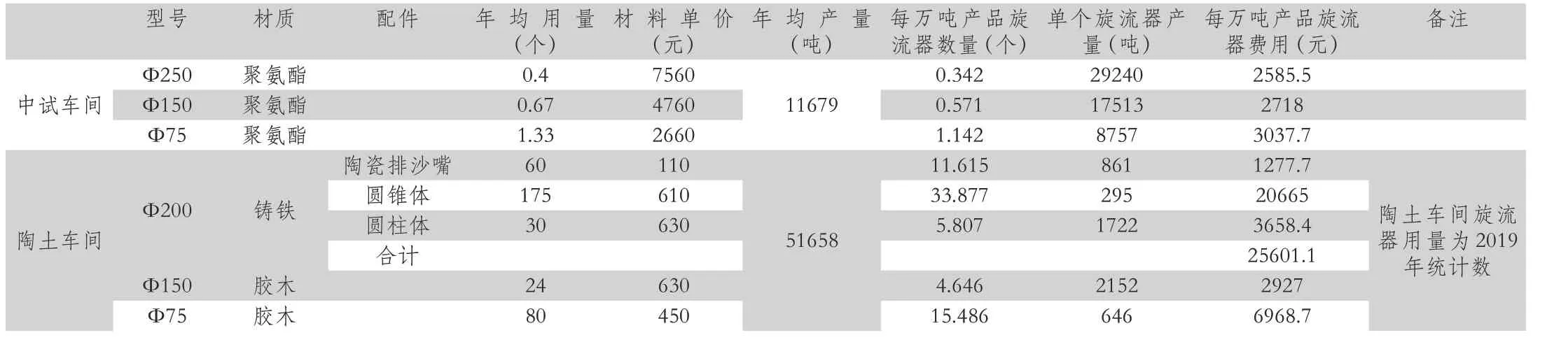
表3 中試車間、陶土車間旋流器對比
4 新增設備明細及投資概算
新增設備明細及投資概算見下表。
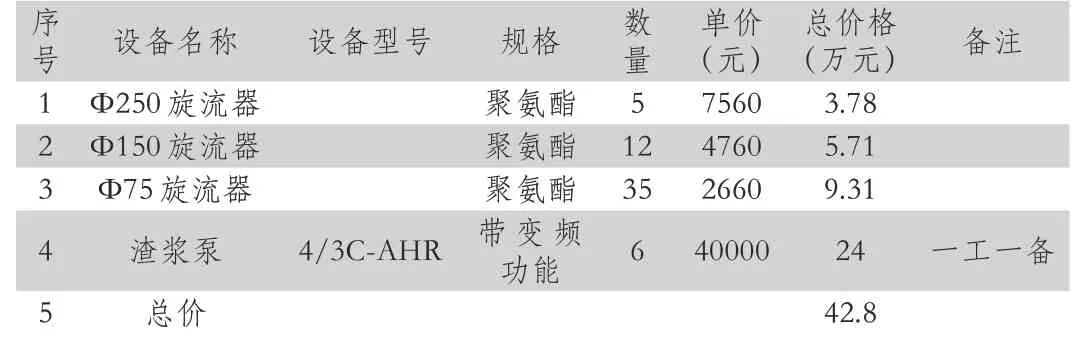
表4 新增設備明細表
項目原則上不改動現有管道和旋流器支架,只更換旋流器和渣漿泵,投資概算42.8 萬元。
5 結論
(1)通過技術可行性分析,參照中試線現有成熟工藝,技術上可行,同時選用了帶變頻功能渣漿泵,可以精確控制進漿壓力和流量,便于調試時在保證壓力情況下通過增減旋流器調節全流程流量平衡,也可以提高產品質量穩定性。
(2)通過經濟可行性分析,更換聚氨酯旋流器,Φ250、Φ75工序材料成本下降明顯,Φ150 工序材料成本變化不大,但可以降低更換旋流器的人工成本和管理成本,有利于產品質量控制,因此經濟上也可行。
(3)該技改方案新增投資約42.8 萬元。
猜你喜歡
紡織標準與質量(2022年5期)2022-10-27 06:52:14
中國眼鏡科技雜志(2019年9期)2019-11-11 12:15:30
勞動保護(2019年7期)2019-08-27 00:41:04
質量技術監督研究(2018年1期)2018-03-26 08:04:36
玩具世界(2017年7期)2017-10-16 01:31:05
新農業(2016年20期)2016-08-16 11:56:22
工業設計(2016年8期)2016-04-16 02:43:39
特區實踐與理論(2015年5期)2015-07-21 15:21:24
現代鹽化工(2015年1期)2015-02-06 01:49:42
中國質量與標準導報(2014年1期)2014-02-28 22:21:31