快裝鍋爐管板焊接的工藝性分析
2020-04-20 11:09:57劉智昕
中國科技縱橫 2020年1期
關鍵詞:分析
劉智昕
摘 要:本文對臥式快裝蒸汽鍋爐管板的焊接性進行了較為全面的分析,其中重點對管板角焊縫的不同焊接工藝方法進行了探討分析,并從本單位的實際情況出發,為一臺型號為WNS6-1.25-Y(Q)燃氣蒸汽鍋爐的煙管更換選擇了合理的焊接工藝,給予了同種類型鍋爐的大修更多的焊接參考。
關鍵詞:臥式快裝鍋爐管;板大修焊接工藝;分析
中圖分類號:TK223 文獻標識碼:A 文章編號:1671-2064(2020)01-0164-03
0 引言
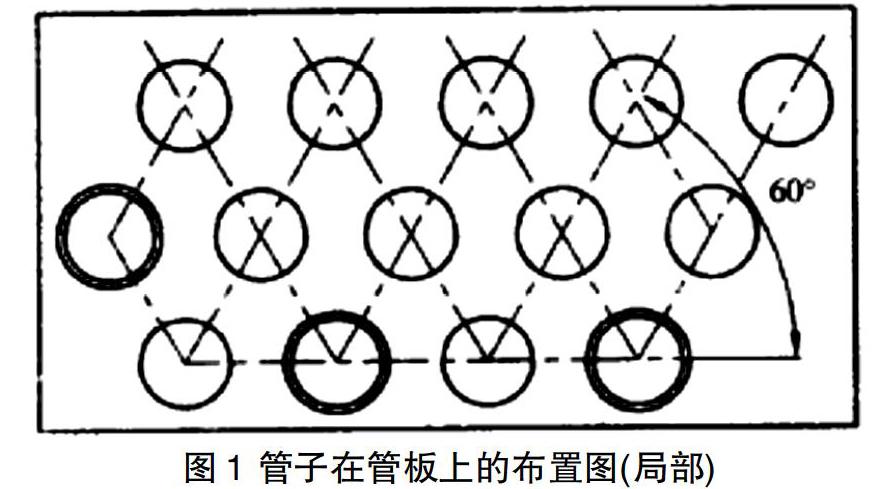
臥式快裝鍋爐屬于一種煙(火)管與水管組合鍋爐,在小參數(≤20t/h)的工業鍋爐的使用中得到了普及,其自身具備結構相對較為緊湊、性能良好且運行較為穩定、易于進行維護工作等等諸多較為突出的優點。該種鍋爐一般由鍋殼與前后管板以及高低溫煙管等等各個受壓部件構成的,全部采用焊接結構。其中高、低溫煙室的管板焊接采用角焊縫形式,在工作時外部介質為高溫煙氣,其中的介質為爐內的沸水,而且爐水中會產生一定的氣泡,而氣泡處于角焊縫根部的情況下,角焊縫根部的溫度會瞬間升高,其承受的應力屬于交變應力,工作的環境條件相對較差,發生滲漏的可能性較小,因此對焊接質量要求較高。我公司一臺由中核動力設備有限公司制造的型號為WNS6-1.25-Y(Q)的蒸汽鍋爐由于多年的運行,前后高低溫煙管受熱管路變薄,經常出現爆管事故。2019年7月公司決定對其進行大修,更換煙管。作為鍋爐主要的受熱面,其中有更多的煙管,其管孔在管板上多均勻布置,布置簡圖如圖1所示。
為最大限度的減少成本支出,當受熱面達到相應要求時要盡可能的使用體積或者直徑較小的鍋筒,同時盡可能更多的布置煙管,然而管橋,即相鄰兩管孔之間的最小間距過小,將強度作為考慮的因素,角焊縫的標準高度要滿足管壁的厚度再加上三毫米,而且管橋不可以太小,在這其中存在一定的矛盾關系。所以在快裝鍋爐的制造和大修中,管板的焊接屬于焊接工藝評判的主要內容,由于管板角焊縫臨近的角焊縫間的距離較短,很有可能會有熱影響區和焊縫重疊的狀況產生,以結構定型為基礎,需要對焊接工藝進行合理控制。而且,提升生產效率且工件裝配標準也作為編制焊接工藝要考慮的主要內容。將對這臺快裝鍋爐中管子和管板的焊接工藝做出探討分析[1]。
1 管板材質的焊接性分析
此臺WNS6-1.25-Y(Q)快裝鍋爐的管板材料為低合金鋼16Mng(Q345),煙管材料為低碳鋼20g,大致講述兩者都屬與低碳鋼系列中的良好碳素結構鋼以及鍋爐專用鋼材。20g、16Mng鋼材的主體材料其實就是20#和16Mn鋼材。“g”便能夠代表鍋爐專用鋼材,其中加入了含量較少的合金元素,目的是要有效提升鋼的各方面的性能,和一般的20#、16Mn做出比較,其有溫度形變小、耐腐蝕性好、微合金化等較為突出的優點。
1.1 管板材料的化學成分與機械性能
1.1.1 管板材料的化學成分(表1)
1.1.2 管板材料的機械性能(表2)
1.2 對低碳鋼的焊接性做出分析
因為低碳鋼中的碳元素的含量與合金元素的含量相對較低,但是其強度相對較低,具有較好的塑性,有優異的焊接性。
(1)能夠制作成為多種焊接的接頭種類,適合于各種位置的焊接;
(2)焊縫有裂紋的情況發生、氣孔的傾向性較小,只有焊材、母材的成份不符合基本要求時,例如其中的碳、硫、磷的含量較高的情況下,焊縫處才會有產生熱裂紋的可能性;
(3)一般無需在焊制前對其進行預熱,而當在溫度不高或者結構的剛性太大時,才有可能對其進行預加熱;
(4)若空氣中的氧和氮進入焊接熔池時,焊縫金屬將被氧化或氮化。其中的氧化亞鐵就能夠引法熱裂紋的情況;
(5)當沸騰鋼中的氧的成分較大時,有可能會出現裂紋;
(6)硫和磷的含量偏高,也是使裂紋傾向增加的重要因素。
16Mng隨屬低合金鋼,但其焊接性跟低碳鋼差不多,在進行焊接工藝評定的時候,大多數情況都歸屬于低碳鋼[2]。
2 幾種不同焊接方法的特點
該管板焊縫屬于水平固定情況下的全位置焊接,焊接的方式可以是焊條電弧焊或者是自動鎢極氬弧焊、自動熔化極氣體保護焊,三種焊接方法各有其優點及不足。
2.1 焊條電弧焊(SMAW)
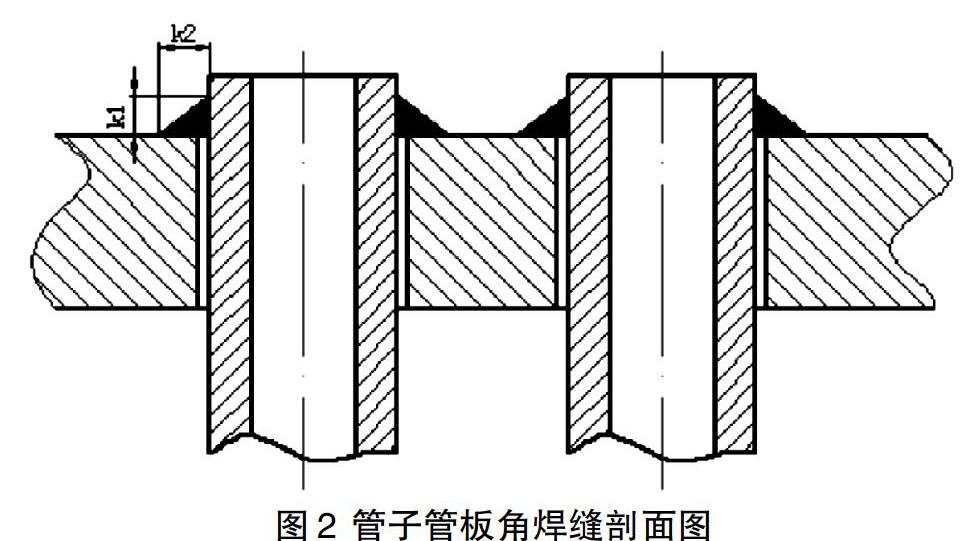
鍋爐管子、管板角焊縫采用焊條電弧焊時,依據母材的材質,分別采用E4303,即母材屬于碳鋼的情況或者是E5015,即母材屬于低合金鋼的情況下的焊條,焊材規格多采用Φ3.2mm,焊接電流90~120A,電弧電壓22~24V。由于操作者的技能和焊縫金屬自重的原因,角焊縫的寬度k1 和高度k2并不固定,而且還會隨著焊縫位置的變化而變化(圖2),所以相鄰角焊縫熱影響區間距離不能夠達到相應的基本要求,需在焊接完成后對其進行熱處理,使生產的成本更高。然而,焊條電弧焊的工件的裝配標準較低,管板的平面度或者是管口圓度較差時也可以進行焊接。
綜上所述,采用焊條電弧焊焊接管板角焊縫具有這樣的特征:(1)生產效率較高;(2)用于設備的支出較小;(3)裝配的相應標準較低;(4)所形成的焊縫并不美觀,易受到焊工技術水平的明顯影響,容易之事相鄰的角焊縫與熱影響區發生重疊;(5)增加了焊工的勞動強度,同時勞動的環境較為惡略。
當前,因為焊條電弧焊具有生產效率較高的特點、工件的裝配標準較低,因此在管板角焊縫的焊接過程中得到了應用的普及,但更需在設計時加長管橋的長度以避免出現相鄰管子間的角焊縫距離不符合相應的技術要求的情況發生[3]。
2.2 自動焊中的鎢極氬弧焊(TAW-P)
這種焊接方式是為彌補焊條電弧焊的缺點而出現的,因為焊接過程中的熱量輸入較小,能夠更好地把控焊縫成形,焊縫處的熱影響區域較小,其能夠滿足各項技術的相應標準。現階段的鍋爐制造商經常使用德國制造的0RBIMAT 250C焊接使用的電源與P-16M/P-20機頭以提供于管板焊接使用,P-16M要在開始焊接之前與之后的管板和煙管角焊縫處使用,定位芯軸過長,P-20需應用于回煙室的管板和煙管角焊縫的焊接,其定位芯軸相對而言比較短。焊接的區域在水平固定位置,這一設備運用了DSP技術,其控制的形式為計算機控制使得焊接電源與控制系統具有良好的調節能力,電源的外部特征、動特征,焊接參數的穩定性與調節能力都可以滿足管板全位置鎢極氬弧焊的焊接要求,同時可以準確地對焊接的每一個參數做出調節與自動化的控制,并且具備便利的焊接程序編制功能。只需將焊接的各個參數,其中包含預先設置和滯后以及焊接時的規范性的參數,輸入至已完成編制的程序之內,以控制電源與機頭使其能夠自動完成焊接的完整過程。這一設備尚不具備程序的記憶與儲存能力,可以將數十個編碼完成的焊接程序存儲在磁卡或者是打印與紙上,之后可以依照號碼來選取使用。
因為應用氬弧焊的焊接方式,焊接時的熱量輸入較小,一般焊接時的電流是90~130A,電弧的電壓是13~15V,焊縫的成形較好,這時候圖3中的角焊縫的焊接完成較好,同時角焊縫的寬度與高度之差較小,尤其在管橋狹小的位置,可以確保焊縫間的最小6mm的間距。然而,因為管板的平面度存在缺點,管子或者是管口并不為很好的圓形,其在加工制造時會產生較小的公差,事實上為一橢圓,焊槍的跟蹤調節系統不能做到對其完成自動調節,因此在設備的焊接過程中工件裝配標準較低,例如:規定了管板的平面度處于Φ200mm之內比2mm小,不然焊槍的3個支撐腳不能夠和管板緊密貼合,焊槍的運行軌跡會產生偏差,可能會焊在管板或者是管子上,而且也許會將管子焊穿;同時,管孔的直徑需要做到比管子的直徑略大,并要控制其處于1mm的范圍內,不然管子管孔不同心會導致焊槍發生轉動或者是偏離,以上這些問題均為這一設備存在的最為嚴重的問題,同時是較難得到良好去除的缺點。而且,這一設備的生產效率相對低,一個角焊縫需焊兩道才能夠符合焊縫尺寸的相應標準,只是考慮焊接的速率的情況下,焊條電弧焊的焊接速率相較于自動鎢極氬弧焊將近快一倍。特別是鍋爐現場局部維修的補焊工作就更加發揮不出自動鎢極氬弧焊的優越性來,應用其它鎢極氬弧焊設備的情況和這種相類似。
自動鎢極氬弧焊焊接管板的角焊縫具有這樣的特征:(1)焊縫的最終形態較好,能夠確保焊接的質量;(2)工件裝配標準較低;(3)焊接速度相較與焊條電弧焊低;(4)設備成本較高。因此,自動鎢極氬弧焊更多的應用在管橋極為狹窄的區域,當前在鍋爐管板焊接過程中的使用較少,但是在換熱器管板的焊接中的使用卻相對較為普遍。
2.3 自動熔化極氣體保護焊(CO2W)
一般運用CO2氣體或者是混合氣體的保護焊,常將CO2作為焊接過程中的保護氣體,能夠使用實心焊絲亦或是藥芯焊絲。因而其焊接過程中的熱量輸入較大,焊接的電流為180~200A,電弧的壓為23~26V,一條角焊縫的焊接只需要焊接一道,便能夠符合角焊縫的尺寸標準,大大提高了自動鎢極氬弧焊的生產效率,其良好的綜合了焊條電弧焊和自動鎢極氬弧焊兩種焊接方法的長處,在確保較高焊接質量的同時,能夠保持較高的生產效率。需要的設備和自動鎢極氬弧焊時的標準具有相似性。焊接不一樣的位置需應用與之對應的焊接參數,而且這些焊接參數能夠按照之前的設置完成自動轉換,焊縫的成形較好。這種焊接工藝具有這樣的主要特征:(1)焊縫的質量較好;(2)生產的效率較高;(3)能夠有效降低焊工的勞動強度;(4)工件的裝配標準較低;(5)設備成本較大;(6)焊接的成本較大。
通過以上分析,自動鎢極氬弧焊和自動熔化極氣體保護焊較適合于制造單位的批量制造,而并不適合使用單位的零星焊接修理[4]。
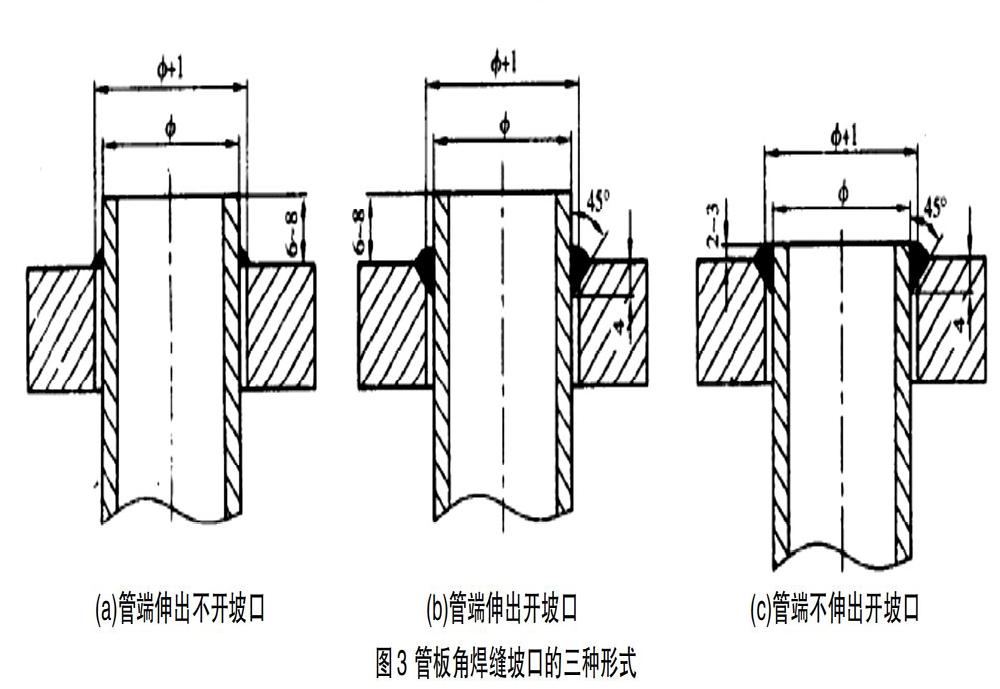
3 鍋爐管板焊接時焊縫的坡口形式
管板角焊縫坡口有三種基本形式(如圖3)。
4 焊接材料的選用原則
前面談到16Mng和20g的焊接性差不多,但從微觀角度講管板16Mng和煙管20g間的焊接是不同種類的金屬低碳鋼與低合金鋼的焊接,因此焊接材料選取要求是:強度和塑性、沖擊韌度都不可以低于被焊鋼材中的最小值。
5 WNS6-1.25-Y(Q)鍋爐煙管更換時的焊接工藝選擇
根據我公司生產實際和現有設備狀況,本著充分利用現有資源,挖掘職工潛力的原則,最終確定焊接工藝如下:
(1)焊接方法:焊條電弧焊;
(2)焊接材料:φ3.2低氫鈉型焊條(E5015),高溫烘干并保溫,隨用隨取;
(3)焊接設備:弧焊整流器(ZXE1-160),直流反接,I=90~120A;
(4)坡口形式為管端伸出開坡口,管端、管板要除銹、清油污,打磨平整,全位置焊接,每條焊縫兩遍;
(5)焊接順序:前后管板交替,同一管板對角錯開,避免焊接應力局部高度集中;
(6)挑選具備鍋爐壓力容器焊接資格的高級焊工;
(7)做好相應的安保防護。
6 結語
在對快裝鍋爐的管板角的焊縫進行焊接的過程中,為符合安全技術規范的相應標準,必須要更多的考慮每一種焊接方式的特征,確保質量和效率能夠達到很好的平衡狀態,選用適宜的焊接方法。以上的焊接方式中,焊條電弧焊的生產效率很高,卻需要更長的管橋長度才能夠保障焊接的質量,自動鎢極氬弧焊的焊縫質量好,但是生產效率卻非常低,同時對工件的裝配要求并不高,自動熔化極氣體保護焊的焊縫的質量優異,能產生更高的生產效率,只是其焊接的成本太大。目前,我公司幾臺蒸汽鍋爐在檢修時均采用焊條電弧焊,其它生產廠家或使用單位要根據實際情況綜合考慮。
參考文獻
[1] 張應立.新編焊工實用手冊[M].北京:金盾出版社,2006.
[2] 陳曉.高性能壓力容器和壓力容器鋼管用鋼[M].北京:科學出版社,1999.
[3] 韓效鴻.工業鍋爐維護與保養[M].北京:中國建筑工業出版社,1981.
[4] 中國機械工程學會焊接學會編,焊接手冊[M].北京:械工業出版社,2009.
猜你喜歡
現代畜牧科技(2021年9期)2021-10-13 06:39:14
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
當代經濟研究(2016年5期)2016-12-01 03:12:05
現代農業(2016年5期)2016-02-28 18:42:46
出版與印刷(2016年3期)2016-02-02 01:20:11
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
華北水利水電大學學報(社會科學版)(2014年3期)2014-04-16 04:38:31
終身教育研究(2014年5期)2014-02-28 01:23:06
