PID控制在卷煙加工工藝中的應用探討
2020-04-20 11:09:57康妮
中國科技縱橫 2020年1期
康妮
摘 要:國家煙草專賣局針對我國卷煙加工工藝提出了特殊要求,要形成具有獨特工藝特色的中式卷煙,以此來有效提升中國卷煙企業的核心競爭力,在這種形勢下,就必須要扭轉傳統制絲工藝中過分注重結果而嚴重忽略過程的弊端。在本文的研究過程中,為了能夠充分保障煙絲制造的均質化,在卷煙加工工藝中充分利用了PID控制模式,并通過參數優化實現了對煙絲制造工藝過程中品質的波動現象的有效控制。
關鍵詞:PID控制;卷煙加工;制絲工藝
中圖分類號:TS43 文獻標識碼:A 文章編號:1671-2064(2020)01-0084-02
0 引言
我國的制煙企業在中國全面加入WTO之后面臨著巨大的競爭壓力,為了能夠全面實現中國卷煙行業的科學發展,我國煙草專賣局全面提出了大力發展中式烤煙型卷煙的提議,而這一工作是一項系統性的工程,在整個過程中卷煙工藝是非常重要的一個環節,其工藝技術水平對卷煙產品的成本以及質量都會產生巨大影響。目前我國煙草行業中過分注重外觀而忽略物理指標以及產品質量的現象比較普遍。充分利用PID控制方式,能夠在充分保證產品質量的前提下,將水分、溫度等不穩定因素對煙絲結構以及品質產生的影響控制在最低程度。
1 系統概述
比例、積分、微分等三個部分是PID控制的主要組成部分,而在實際應用過程中PID控制就可以進一步劃分為PI以及PD控制[1]。PID控制器在實際的應用過程中主要是在結合系統誤差的基礎上,充分利用比例積分微分計算來最終得出控制量。
1.1 比例(P)控制
比例控制是非常簡單的一種控制方式。這種控制器在實際應用過程中輸入信號以及輸出信號的誤差呈現出比例關系。如果整個系統僅僅利用了單一的比例控制方式,那么整個系統實際輸出的信號存在一個穩定的誤差。
1.2 積分(I)控制
積分控制模式在實際應用過程中,控制器實際輸出與輸入信號之間的誤差積分呈現出正比例關系。自動控制系統在實際運行過程中如果處在穩態后不可避免的會產生一定的穩態誤差,那么就可以將這個自動控制系統稱為是穩態誤差或者是有差系統。為了能夠將該自動控制系統存在的穩態誤差有效消除,就必須要將“積分項”引入到這個控制器中。積分項可以針對穩態誤差的時間進行積分,在時間不斷推移的過程中,積分項也會相應的增加。在此情況下,即使穩態誤差非常小,也會在時間不斷增加的前提下使得積分項也隨之增加,在這種作用下會使得控制器輸出進一步增大,進而使得穩態誤差逐漸縮小,最終穩態誤差會達到零值。由此可見,將比例控制以及積分控制進行有效結合后形成的控制器,能夠充分保證系統在進入穩態后不會出現穩態誤差。
1.3 微分(D)控制
微分控制在實際應用過程中其控制器輸入與輸出信號誤差的微分呈現出正比例關系。當自動控制系統在實際運行的過程中,通過調節來克服誤差必然會導致出現振蕩,甚至在一些情況下還會出現失穩的現象。這主要是因為在自動控制系統中會存在的慣性比較大的元件,或者是存在滯后性的元件,因此在系統通過調整來克服誤差的過程中,其調整的變化過程與誤差的變化過程相比較處于落后位置[2]。而要想有效克服這一問題,就必須要克服誤差的調整作用實際產生的變化出現超前,也就是說,當實際產生的誤差非常接近于零的時候,克服誤差的作用也相應的應該為零。由此可見,控制器在實際應用過程中如果僅僅引入了“比例”項往往不能夠達到預定的控制目標,比例項在運行過程中主要的作用僅僅是將誤差的幅值不放大,而通過在控制器中額外的增加“微分項”,控制器就能夠實現對系統誤差變化趨勢的有效預測,在這種情況下,在有效結合了比例與微分之后,克服誤差的作用就能夠提前達到零,甚至在一些情況下還能夠出現負值,這樣就能夠有效避免被控制量在系統運行過程中出現嚴重沖過頭的現象[3]。在實地針對慣性相對比較大或者是存在滯后性的對象進行控制的過程中,通過充分利用比例與微分控制器,能夠讓系統在具體調節過程中的動態特性得到有效改善。
2 PID控制在卷煙加工工藝中的應用探討
單閉環控制模式是卷煙加工工藝中最早應用的PID控制方式,PID控制在實際的應用過程中從調節到穩定要經歷一定的時間,在這種情況下就使得料頭以及料尾的產品質量不能夠得到有效保障,而且PID控制在實際應用過程中經常會受到外界各種干擾因素的嚴重影響,對于產品本身的質量穩定性形成巨大影響。在當前的卷煙加工工藝中,閉環控制是利用最為廣泛的一種PID控制方式,通過閉環控制方式的應用使得傳統控制模式下產品本身質量不穩定的現象得到了有效解決,與此同時,在系統整個運行過程中外界各種干擾因素對產品質量的影響程度也能夠得到有效控制。
在卷煙加工實際生產過程中,PID工作原理如:由于PID控制在實際運行過程中會受到多種外界因素的干擾,為了能夠充分保證,加工現場控制對象能夠始終保持恒定,就必須要實現控制作用的持續性。如果加工現場控制對象值在外界的干擾因素下產生變化的時候,PID控制器就能夠充分利用加工現場的檢測原件將具體的變化數據進行及時記錄,與此同時還能夠將過程變量值進行進一步改變,通過變頻器就能夠將經過改變的過程變成是輸送到PID控制器的輸入端,通過將單數值與給定值進行對比后計算出其偏差,這樣調節器就能夠充分結合這一偏差值按照視頻設定的肯定參數來發出相應的控制信號,在此基礎上就能夠讓調節器的開度實現增加或者是減少,進一步使得加工現場控制對象值也發生相應變化,并最大程度保證與給定值的無限接近,從而實現了卷煙加工工藝的控制目的[4]。
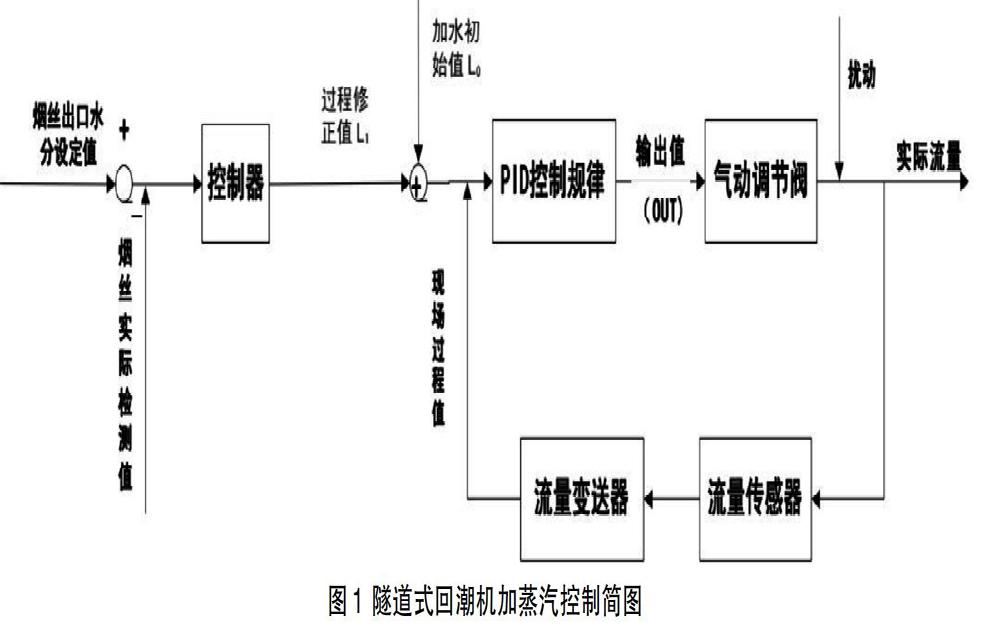
為了能夠進一步詳細了解PID控制在卷煙加工工藝中的應用過程,針對制絲生產過程的滾筒管板式烘絲機應用PID控制出口水分進行了分析,由于烘絲機滾筒內熱空氣的流量低,所以不能把熱空氣溫度作為主要的烘干煙絲的手段,但通過可調整閥在一定范圍內可改變熱空氣的濕容量。在烘干過程中,煙葉中的水分變成了蒸汽被熱空氣吸收并帶走,熱空氣的飽和點在烘絲機滾筒長度范圍內是變化的,熱空氣濕容量大,其飽和點就緊靠烘絲機滾筒煙葉的出口處,如果熱空氣濕容量較小,其飽和點就接近中心。這樣烘絲機滾筒內的干燥區就縮短,影響煙絲的烘干效果。這時改變熱空氣的流量則會起到一種快速控制變化,但由于其熱量較低,熱空氣控制范圍是有限的。另外,烘絲機滾筒內壁的熱交換板是一個主要載能裝置,在烘干過程中起主要作用。然而,由于受蒸汽壓力的控制,其反應緩慢。所以,熱空氣流量控制與蒸汽壓力系統綜合起來,使煙絲濕度調整點的每一個偏差都會出現一個空氣流量起作用的控制脈沖。這種雙重作用將引起供能源的強烈改變。
煙絲從烘絲機滾筒排出以后,水分儀記錄下了水分的最終變化并反饋到控制,由烘絲機滾筒蒸汽壓力控制系統予以自動校正。整個PID控制過程簡圖如圖1所示。
3 結語
當前整個煙草行業的技術水平在不斷進步,在實際的煙草生產過程中對卷煙加工工藝提出了更高要求,針對傳統的煙草制品結果檢驗產品感官質量控制方式,逐漸改變成制品過程工藝參數控制方式,不僅能夠充分保障和基本配方的精確性,而且也能夠讓整個卷煙加工過程的各項工藝參數實現穩定。在當前的卷煙加工工藝生產線上通過大量應用PID控制。使得卷煙加工過程實現了安全、節能、環保、穩定生產,與此同時也讓煙草行業的產量以及產品質量都得到了全面提升。
參考文獻
[1] 劉穗君,楊林超,張萍,等.基于模糊神經網絡的智能混絲摻配PID控制模型研究[J].鄭州輕工業學院學報(自然科學版),2015,30(Z1):39-43.
[2] 周棟,金軍輝,徐鶴兵,等.改進型PID在煙草薄片水分控制中的應用[J].自動化儀表,2014,35(02):73-76.
[3] 劉春桂,崔群,邵育蘭,等.卷煙薄絲生產線中潤葉機控制系統的改進[J].安徽工程大學學報,2013,28(03):51-54.
[4] 張良斌,堵勁松,范明登,等.基于分層遞階的片煙干燥智能控制系統[J].煙草科技,2016,49(11):87-93.
