三維編織復合材料的發展現狀與展望
2020-04-15 05:25:12熊紹海江嘉吉
直升機技術 2020年1期
熊紹海,袁 翔,江嘉吉
(中國直升機設計研究所,江西 景德鎮 333001)
0 引言
單向纖維增強和層合復合材料已成功應用于航空航天和海上交通等領域[1]。盡管發展歷史悠久,然而其綜合性能的提高已非常有限,特別是層間剪切強度偏弱,抗沖擊損傷能力不夠強。在航空航天領域,日益發展的工業需求催生了多種紡織復合材料,并逐步成為傳統的鋁合金和鋼制管件結構部件的替代材料。復合材料紡織技術包含了機織、針織、編織和非織造(縫紉)等技術[2],由這幾種技術制作的織物分為以下幾類。表1中列出了幾種常用復合材料織物的優缺點。
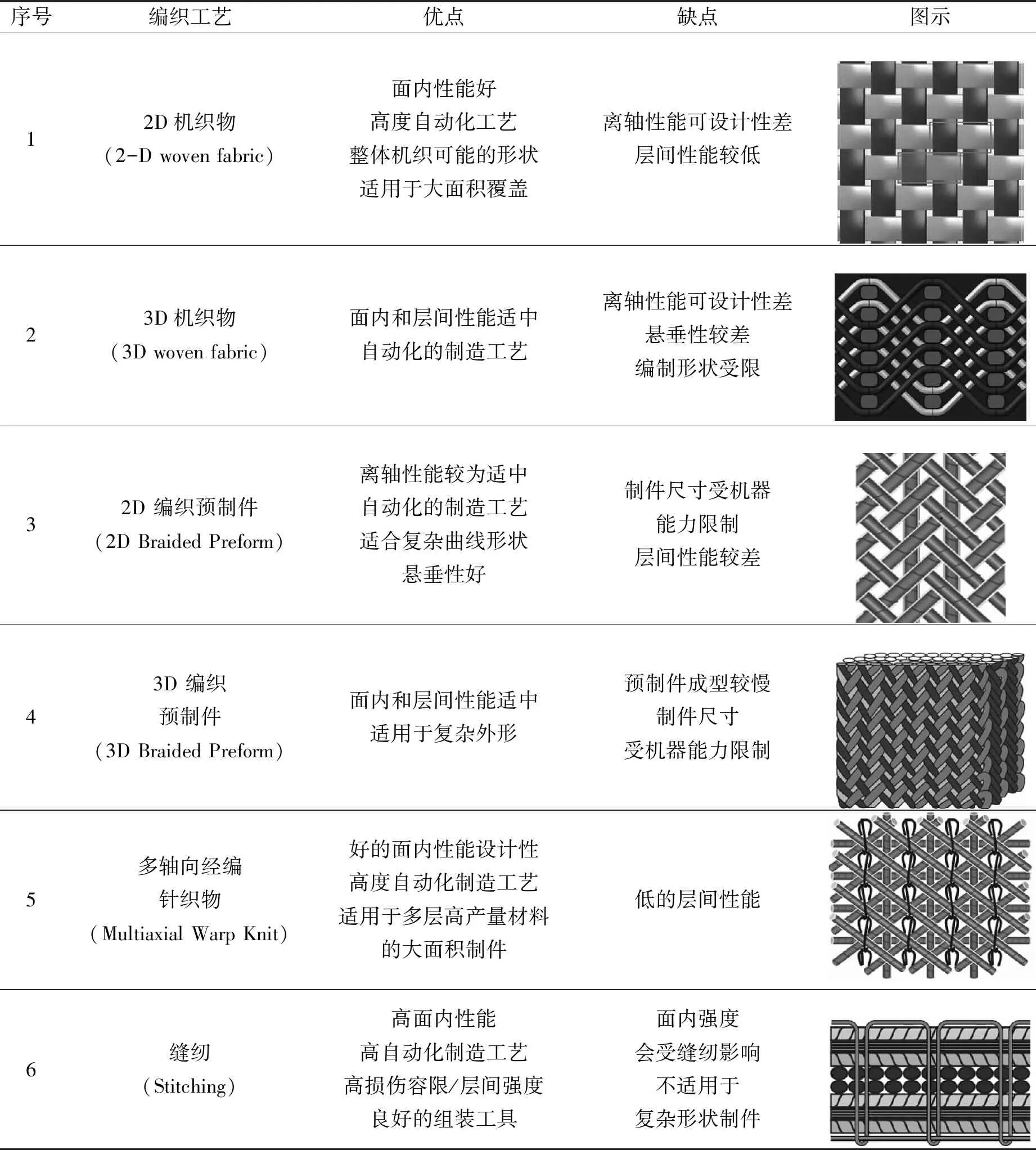
表1 幾種常用復合材料織物的優缺點對比
1) 機織物(woven fabric):二維機織物是經紗和緯紗互相垂直交織在一起形成的織物。其基本組織有平紋(徑:緯=1:1)、斜紋(徑:緯=2:2)和緞紋(徑:緯=1:4、1:5或1:8)三種形式。三維機織物是由三個互相垂直方向的紗線構成的紡織制品。
2) 針織物(Knitting):用織針將紗線或纖維構成線圈,再把線圈相互串套而成。針織物大致可以分為經編針織物和緯編針織物兩大類。經編針織物是一組或幾組平行排列的紗線,按徑向喂入,彎曲成圈并互相串套;緯編針織物和經編針織物剛好相反。
3) 編織物(Braided fabric):沿織物成型方向三根或多根纖維(或紗線)按不同的規律運動,從而使纖維傾斜交叉,并互相交織在一起形成織物。和機織物的區別在于其編織角度可以±θ(一般10°≤θ≤85°),而不用互相垂直。
4) 縫紉(Stitching):在層合板厚度方向通過縫紉引入較少的高拉伸強度的紗線或纖維,大大提高了復合材料的層間斷裂韌性、沖擊損傷容限等。實際生產中用芳綸纖維作為紗線比較多,具有較好的剪切強度和耐磨性能,且斷頭率低。
由表1可知,三維編織技術的面內和層間性能都比較好,而且適用于復雜外形的制件,綜合性能比較適合動部件的制造。以下對三維編織技術的發展進行簡要介紹。
1 國外三維編織技術的發展
編織復合材料是指將纖維編織成預型件并與基體材料復合而成的復合材料。預型件一般通過三維編織機完成。到了20世紀50年代初[3],作為工業化的紡織技術已在玻璃纖維復合材料的制作中獲得應用。60年代,隨著碳纖維的出現,紡織技術面臨不能滿足的窘境。20世紀80-90年代,紡織復合材料獲得發展,新的二維、三維編織工藝和多軸向編織技術相繼研制成功,提供了有效的層間剪切強度的增強材料。
20世紀80年代,三維編織技術的出現帶來了復合材料技術的一場革命。三維編織復合材料不需要縫合和機械加工,具有良好的綜合性能指標,制件可一次成型復雜的零部件,并可與第三相復合形成力學性能優良的制品。三維編織復合材料基于以上優點被稱為第三代纖維增強復合材料,與層合復合材料相比,三維編織復合材料在改進層間強度、損傷容限和熱應力失配等方面,具有巨大的潛力。另外,三維編織材料的細觀可設計性使得該類復合材料的宏觀力學性能優化成為可能。
1985年,由美國航空航天局(NASA)主持開始了先進復合材料技術(ACT)發展計劃[2],歷時多年,多個公司和大學參加,目的是突破先進紡織復合材料制造和應用的關鍵技術,提高復合材料的損傷容限,降低成本。ACT計劃的重要內容之一是研制開發了多種預成型技術,如三維編織、縫合技術等,以及低成本復合成型工藝如RTM等。NASA將三維編織技術應用到了機身蒙皮加強肋、窗框和機身的承力梁,NH90的起落架也是三維編織而成的,如圖1。
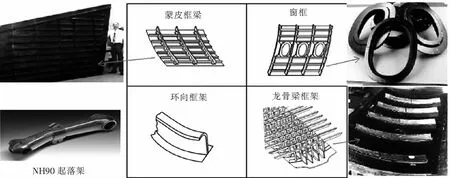
圖1 NACA投入的三維編織應用
美國的許多單位開展了三維異型整體編織復合材料的織造工藝、織物內部纖維集合結構及其對性能的影響、材料性能分析和預測、三維整體編織復合材料應用等研究[4]。美國大西洋公司耗資一千多萬美元制造了大型三維編織機,直接為美國航天航空部門編織三維織物,并為一些西方國家服務,但大西洋公司的大型三維編織機處于嚴格保密狀態。
在歐洲,由德國奔馳公司和亞琛大學聯合致力于開發新一代三維編織機;英、法兩國也在發展先進紡織復合材料。日本發展先進紡織復合材料始于20世紀80年代初期,在紡織復合材料領域做了系統的研究工作。俄羅斯、澳大利亞、韓國和印度等國在先進紡織復合材料領域也開展了大量的基礎和應用研究。
目前,采用三維紡織復合材料可以制作飛行器、汽車等上面的多種不同形狀的承力梁、接頭,多種形式的耐燒蝕、具備承力的圓筒型、錐筒型制件,還可以在人造生物組織方面發揮作用,制作人造骨、人造韌帶以及接骨板等。并且,三維紡織復合材料具備其它材料所無法達到的性能,這就為許多領域提供了一種理想的新材料,從而促進許多領域的發展。總之,三維紡織復合材料具有廣泛的應用前景,是許多高新技術領域不可缺少的一種新材料。
2 復合材料三維編織工藝
三維編織復合材料的編織工藝有兩步法、四步法、多層聯結編織法和多步法等,其中四步法和兩步法是目前該領域使用最主要的兩種方法。四步法是在Florentine于1982年發明的一種編織工藝的基礎上發展起來的[5],它可以編織許多不同截面的結構,如板狀、管狀、半柱狀和柱狀等。兩步法由Pipes等人研究發明,適合編織非常厚的結構,可以編織板狀、管狀等結構。多層聯結編織法的預制件與四步法和二步法的差別較大,這種方法不像四步法和兩步法那樣使編織紗穿過編織件整個厚度,而是僅穿越相鄰的兩排紗線。這種編織方法的一個顯著優點就是可以編織多功能三維復合材料,即按照不同功能的需要選用不同的纖維,再利用三維分層整體編織工藝把具有不同功能的層編織在一起,形成三維多層整體織物。1992年,Kostar等在四步法和兩步法的基礎上發明了多步法編織技術。
三維編織設備是三維編織復合材料技術的關鍵之一,因為制作三維編織復合材料難以離開機械化程度較高的編織機。20世紀90年代,編織機在技術上取得了很大的突破,各種機械化、微機化的編織機大量出現。1993年5月美國舉行的第38屆國際尖端材料學術年會上,展出了美、日、法多家公司研制的三維全自動編織機及三維織物,其中一些已實現了CAD/CAM集成,從而使人們多年來期待的三維編織結構的纖維增強復合材料的工業生產變成現實。在國內,天津紡織工學院(現天津工業大學)、南京玻璃纖維研究院及國防科技大學等單位先后研制了三維編織機。其中天津工業大學經過20多年的努力,研制出了工程應用的三維編織裝備,主要有計算機控制的大型三維編織設備、多臺組合式三維編織設備,解決了織造不同織物結構和不同形狀制件的關鍵設備問題。
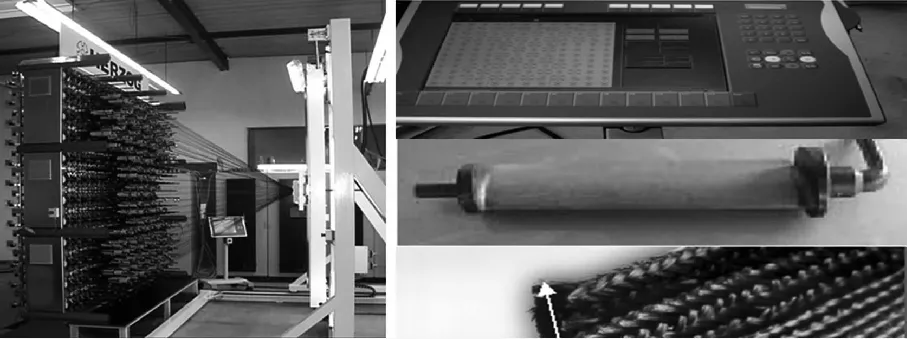
圖2 國外先進三維編織機
2.1 二步法
二步法采用兩組基本紗線,一組是固定不動的紗線,稱為軸紗;另一組稱為編織紗,將軸線束緊。軸紗以立體編織物的成型方向(軸向)在結構中基本成為一直線,并按其主體編織物的橫截面形狀分布;而編織紗以一定的式樣在軸紗之間運動,靠其張力束緊軸紗,穩定立體編織的橫截面形狀。編織紗線的運動由兩步運動組成,如圖3:在第一步中,編織紗線以圖中箭頭所指的水平方向和范圍運動,圖中相鄰的紗線運動方向相反;第二步中,編織紗以圖中箭頭所指的垂直方向和范圍運動,其中相鄰的紗線運動方向相反。這樣就完成了編織運動的一個循環,然后循環重復這兩步。此編織方法的一個優點是幾乎可以編織任何橫截面的立體編織物。該編織方法的運動較簡單,運動零件少,所以比較容易實現自動化。
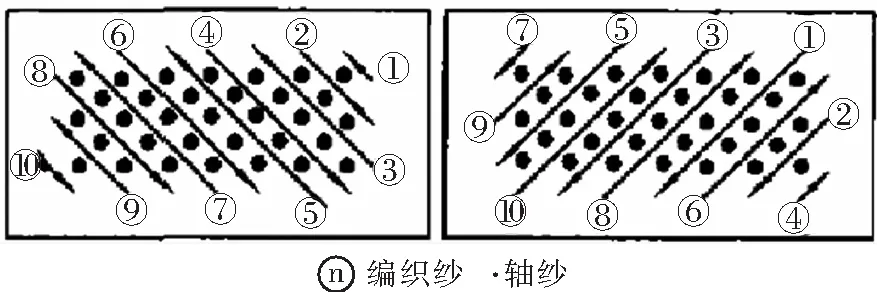
圖3 二步編織法中紗線的相對運動
2.2 四步法
立體編織物按其橫截面的形狀來分有兩大類:第一類的橫截面為矩形與矩形組合形狀(如工字型等);第二類的橫截面為圓形,如圓管狀、錐管狀立體編織物。四步法三維編織是所有參加編織的紗線都沿同一方向排列[6],然后每根紗線都沿編織方向偏離一個角度互相交織形成織物的過程。攜紗器按照行和列的形式分布在編織機機床上,并在X和Y方向運動。預型件成型于Z方向。如圖4和圖5,在一個機器循環中,攜紗器運動四步,且每步運動相鄰一個位置。經過攜紗器四步的運動,攜紗器在機床上的排列恢復到初始位置,完成一個循環。“打緊”工序使得紗線更緊密地交織在一起。在一個機器循環中獲得的預型件長度定義為編織花節長度(h)。紗線不斷反復上述四個運動步驟,再加上打緊運動和織物輸出運動就可完成編織過程,紗線將互相交織在一起形成最終結構。
在上述運動中,紗線橫向運動時只移動一個位置,紗線縱向運動也只移動一個位置,所以稱為1×1式樣。除此之外,還可以1×2,1×3,2×3式樣。
從圖7可以看出,基本四步法三維編織復合材料內部紗線在空間的取向為4個方向,如果在不同方向加入軸紗,就可以形成三維五向、三維六向和三維七向等結構。纖維不但在平面內互相交織在一起,而且通過厚度方向,在三維空間也交織在一起,形成一個不分層的整體結構。
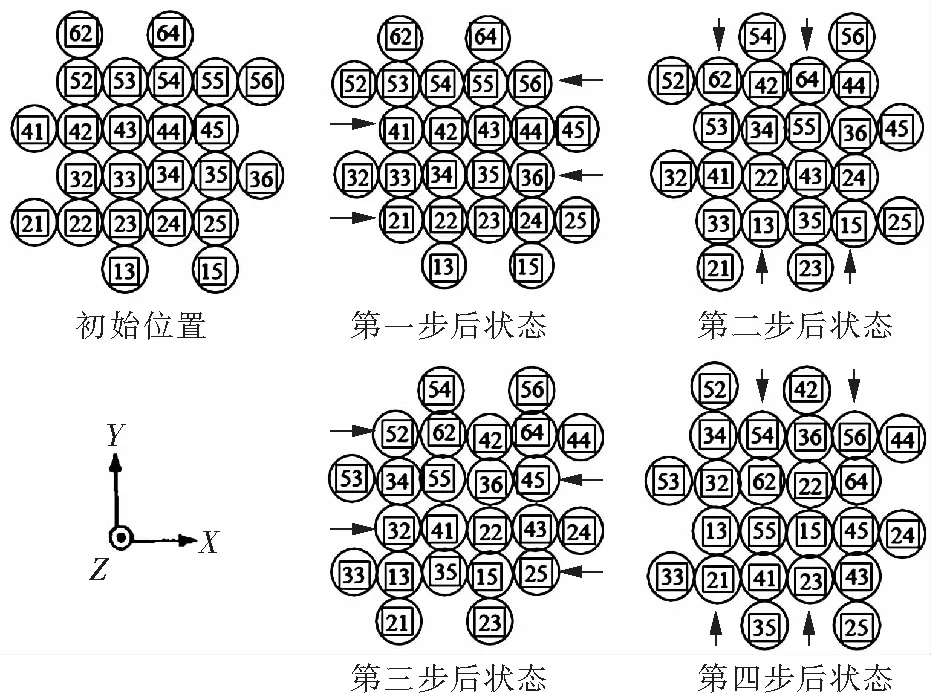
圖4 四步法1×1方形編織工藝攜紗器狀態圖(4×4)

圖5 四步法1×1方形三維編織示意圖
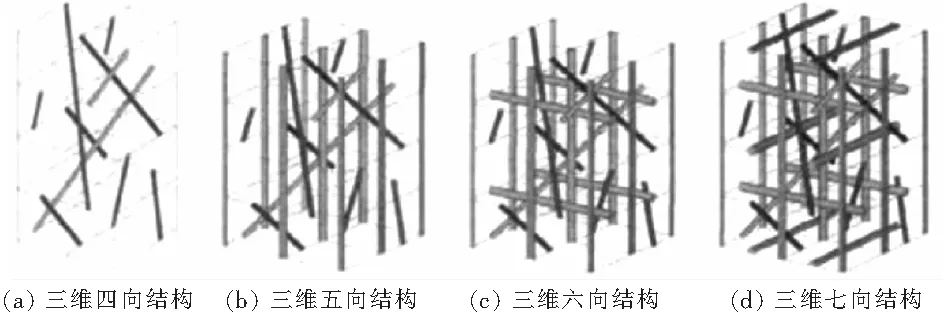
圖6 四步法三維編織件的不同結構
3 三維編織復合材料的成型方法
三維整體編織復合材料的成型工藝主要有模壓成型、擠拉成型、真空浸漬成型、RTM成型和VARTM成型等,其中以RTM(樹脂傳遞模塑)工藝和真空浸漬法最為常用。
3.1 RTM成型工藝
RTM是樹脂傳遞模塑工藝 (Resin Transfer Molding),一般指在模具的型腔里預先放置增強材料,夾緊后,在一定的溫度和壓力下將樹脂注入模具,浸漬織物增強體并固化,最后脫模得到制品的復合工藝。RTM成型工藝是從濕法鋪層和注塑工藝演衍出來的一種新的復合材料成型工藝,是目前航天航空先進復合材料的發展方向之一[7]。其工藝特點:
1) RTM工藝最適合于生產尺寸較大、外形結構比較復雜的產品。其制品具有內外表面光滑,尺寸精確,孔隙率低(可控制在1%范圍內),性能穩定等優良性能。
2) RTM工藝可以減少環境污染,提高環保水平。RTM法屬于閉模操作系統,減少了操作者與有害物質的接觸,有效地控制了有害氣體的揮發,達到環保要求。
3) 具有良好的綜合經濟效益,適合于中等規模生產需求量的制品。在設備投資上由于降低了成型壓力,節省了壓機設備,RTM的總投資低于纏繞、模壓成型等工藝。
RTM技術的發展很快,目前在此基礎上衍生了一些特殊的RTM技術,主要有真空輔助RTM(VARTM)、壓縮RTM(CRTM)、樹脂膜滲透成型(RFI)、熱膨脹RTM(TERTM)、柔性RTM(FRTM)和共注射RTM(CIRTM)等。
3.2 真空浸漬法
相比RTM工藝,真空浸漬法簡單方便。其制備工藝如下:先將環氧樹脂基體加熱至某一溫度,進行真空脫氣處理,然后注入到預先鋪好三維織物的模具內,再次抽真空脫氣,待氣泡完全排出后,按所需溫度進行固化,冷卻后脫模即可。但是該成型方法形成的制件孔隙率比較高,大概在3%~5%之間,適合于強度要求較低的制件成型。
4 三維編織復合材料理論研究進展
4.1 三維編織復合材料細觀結構和幾何模型
要準確預測三維編織復合材料的宏觀力學性能,正確地描述其細觀結構的幾何特性是首先開展的研究工作。針對二步法、四步法三維編織復合材料,人們進行了大量的研究并建立了不同細觀結構幾何模型[8]。Ko和Pastore提出了一種三維編織復合材料單胞的織物幾何模型(FGM)。Ma和Yang等進一步提出將四步法編織復合材料的單胞結構看成是由四根對角紗線所組成,并將紗線在浸膠固化后看成是“復合材料桿”,針對這些紗線的互相作用建立了三維編織復合材料細觀分析的模型。于此Hi,Yang等又提出了纖維傾斜模型(見圖7),其單元胞體由四根纖維束沿對角線方向鑲嵌在長方體的機體中,并以層合板理論為基礎,不考慮間隙基體,將三維編織復合材料同一胞體中平行于相同對角線方向的纖維束視為單向層合板,該幾何模型成功預測了1×1四步法三維編織復合材料的力學性能。

圖7 纖維傾斜模型
進入90年代,人們開始對三維編織復合材料的成型、編制程序以及纖維在編織過程中的走向等進行了更加深入的研究,得到了更為完善、合理的編織復合材料幾何模型。其中Du和Ko介紹了四種不同的三維編織復合材料的編織方式,通過單元胞體的方法建立了復合材料的幾何模型,給出了纖維編織角和纖維體積百分比與關鍵編織參數間的關系。吳德隆提出了以四步法編織為基礎的三單胞集幾何模型(內部單胞、面部單胞和角部單胞),如圖8。Wang等人詳細分析了1×1四步法三維編織過程,給出了纖維束在編織過程中的運行方式以及纖維束之間的相互關系,提出了用控制體的方法來表征纖維束的拓撲結構。
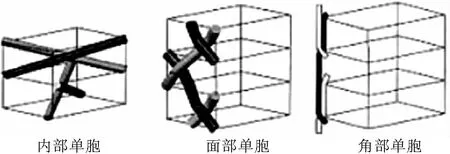
圖8 四步法三維編織復合材料三單胞模型
Byun和Chou全面地研究了三維二步和三維四步法編織復合材料的細觀結構,分析了單元胞體的集合結構,確定了關鍵的編織參數、纖維束擠壓的限制性集合條件、纖維的取向角與纖維體積百分比的關系。Pandey和Hahn從工藝角度出發,用CAD建立幾何模型,再現了三維編織復合材料的代表性體積單元和復合材料的內部復雜結構,并提出紗線的屈曲幾何形狀依賴于打緊程度和編織速度的觀點。陳利等采用控制體積單元法和試驗相結合的方法,根據編織運動規律,將預制件分為三個區域,進一步將單胞幾何結構進行細分,識別了局部單胞模型,同時考慮了編織紗線的填充因子,分析了各編織工藝參數之間的關系。
龐寶君、杜善義等以三維四向編織復合材料為對象,從幾何角度建立了材料單胞的組織結構模型,討論了單胞的內部纖維束在空間上的分布規律,并進行了試驗驗證。徐孝誠、黃小平等對1×1四步法三維編織幾何胞體模型進行了修正,進一步完善了單胞劃分方法。
2001年,Maldko等介紹了多種矩形橫截面及其組合和矩形中空橫截面的三維編織工藝,提出了紗線陣列的優化設計公式。
在上述研究中,對三維編織復合材料的性能研究一般都采用單胞法幾何模型。截至目前,以不同區域劃分的單胞幾何模型對三維編織復合材料的性能預測結果認為是最為理想的。對三維編織復合材料細觀結構及其幾何模型的研究,從使用單純的“米”字型大單胞到采用逐步改進的多胞體幾何模型的研究,較為真實地反映了三維編織復合材料的細觀幾何結構。
4.2 三維編織復合材料力學性能的理論研究進展
編織復合材料力學性能的理論研究主要有細觀結構力學模型研究和數值仿真研究。大量研究表明[9],材質相同的三維編織復合材料的力學性能與增強體的編織參數和纖維體積百分數密切相關,面內力學性能較纖維體積百分比相同的二維層合板低,應力-應變表現為非線性。與試驗研究相比,理論預測則較為困難,預測結果與試驗的吻合程度決定于其基本假設的正確性,并因試驗條件、加工工藝等條件的不同而有較大差異。力學性能的理論研究中代表性的工作有:Yang等的基于纖維傾斜層板力學模型,Ma的基于大單胞模型的彈性應變能法,吳德隆等的三單胞模型分析方法,梁軍等人的等效夾雜法和有限元法等。這些研究大多以彈性性能分析為主。Wang等人提出了數字單元和多鏈數字單元法,并成功地將該方法應用于三維編織材料的力學性能預測和幾何結構虛擬仿真研究。
強度準則是強度研究的基本問題。隨著復合材料的廣泛應用,眾多學者將各向同性材料的強度準則以新的表現形式應用于復合材料,這些強度準則有最大應力(應變)準則、Tsai-Hill 準則、Hoffman 準則、Tsai-Wu 多項式準則和比應變能密度準則。但是,由于三維編織復合材料的出現與應用相對較晚,對強度方面的有關問題,國內外研究很少。而對于最基本的強度準則來講,則可以說并未建立適合于三維編織復合材料的強度準則。盡管國內外都有學者對這一問題進行了初步研究,但基本上是沿用現有的強度準則,并假定在平面應力狀態加以考慮。由于現有準則都是針對傳統層合板即二維材料提出來的,因此將它們直接運用在三維編織復合材料的強度校驗中會產生一些問題。因此有必要通過理論研究與試驗驗證等手段,建立真正適合于三維編織復合材料的強度準則。
在現有準則的基礎上,研究其三維表現形式,分析其運用情況,確定最適合于三維編織復合材料的強度準則,不失為一種較好的方法。有些學者采用Tsai-Hill 準則對三維編織復合材料的強度進行了計算。Tsai-Hill 準則的表達式是二維的,在三維編織復合材料的強度計算中,必須把三維應力狀態轉化為三個平面應力狀態分別加以考慮。這樣就無法反映三維編織復合材料的整體性能,而且使計算過程非常復雜。只有在比較小的編織角(θ≤15° )的情況下,該準則才能較好地應用于三維編織復合材料的強度計算。還有學者則在研究三維編織復合材料的強度時,把材料的基體和纖維束分別加以考慮:基體作為各向同性材料,采用Mises破壞準則判別基體的破壞狀況;纖維束作為橫觀各向同性材料,采用Hoffman 強度理論進行判別。這種做法很明顯忽略了基體與纖維束在三維編織復合材料的失效與破壞過程中的相互作用,同時計算過程也比較復雜,所預測的強度理論值與試驗得到的結果相差較大。Tsai-Wu 多項式準則對于二維材料的強度問題有非常令人滿意的結論,在自身理論上也預示了它們推廣到空間應力狀態的前景。
5 理論研究目前存在的問題
1) 目前還缺乏同時準確預測三維編織復合材料全部彈性性能的有效方法。
2) 現有的理論涉及紗線交叉的相互作用對復合材料的力學性能帶來的影響的研究成果較少。
3) 非矩形橫截面和中空結構的三維編織復合材料的力學性能分析方法有待進一步深入研究。
4) 缺乏完善的強度準則。
6 三維編織復合材料應用展望
三維編織增強體技術擺脫了對昂貴復雜的預浸工藝和高能耗熱壓罐的依賴,同時具有優良的層間強度和抗沖擊強度,對制備具有復雜外形和高質量、高尺寸精度要求的航空構件十分有利。旋翼系統是直升機的關鍵動部件,其中部分結構件非常適合用三維編織復合材料技術,如柔性梁、空心管狀槳葉大梁、槳轂中央件等。目前我們應該抓住有利時機,借助國內在三維編織方面有較深研究的科研院所和廠家,開展這方面的技術研究和應用。這將會大大縮短我國與發達國家的復合材料工業的差距,能夠為我國航空工業水平的迅速提高走出一條捷徑。
猜你喜歡
作文周刊·小學一年級版(2025年8期)2025-04-08 00:00:00
山東冶金(2019年6期)2020-01-06 07:45:54
少兒美術(快樂歷史地理)(2019年6期)2019-10-12 08:21:30
世界農藥(2019年2期)2019-07-13 05:55:12
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
Coco薇(2017年7期)2017-07-21 07:16:04
銅業工程(2015年4期)2015-12-29 02:48:39
應用化工(2014年10期)2014-08-16 13:11:29
石油化工應用(2014年8期)2014-03-11 17:40:03