礦用刮板輸送機刮板鏈E型螺栓失效分析與改進應用
2020-04-12 15:13:06王宇飛
機械管理開發 2020年12期
關鍵詞:分析
王宇飛
(潞安集團漳村煤礦,山西 長治046000)
引言
在煤礦綜采工作面中,刮板輸送機是一個關鍵設備,而刮板鏈在刮板輸送機中處于核心單元,也是事故的頻發環節。經過對刮板輸送機故障進行統計發現,其中由管板鏈導致事故可以達到36%。由于刮板鏈在工作的過程中,需要承擔頻繁的沖擊負荷,同時需要和物料接觸,因此工況環境惡劣,由此需要對其進行預防性的維護,反之將會引起嚴重的安全事故。
1 E型螺栓失效現場情況
山西某礦108綜采工作面相關參數為:長度、平均采高、走向長度:300 m、6.5 m、5 500 m,其采儲量可以達到1 300萬t,選用的刮板輸送機型號為SGZ 1400/4800,相應刮板鏈為礦用高強度圓環鏈(Φ56 mm×187 mm),計劃開采1.5 a。由于工作面地質比較好,地板起伏相對平緩。刮板機在運行的初級階段工作狀態良好,但使用300 d之后,管板鏈緊固螺母出現頻繁松動的現象。與此同時,與刮板聯接的E型螺栓出現斷裂的現象,斷裂率可以達到3~5個/d,經過統計在60 d內共計斷裂了160個,因此給生產效率帶來了嚴重的影響。
2 E型螺栓失效分析
2.1 現場情況觀察與分析
圖1表示相應的E型螺栓斷裂失效圖。在對現場進行實地查看發現,E型螺栓的斷裂部位如圖1-1所示,其屬于中間螺柱發生斷裂,該類型的斷裂達到斷裂次數的90%以上;而端部斷裂僅僅占斷裂次數的10%左右。依據相應的失效原理可以發現,由于中間螺柱發生斷裂,而由于檢修與更換不到位導致發生了一系列問題,進一步加劇E型螺栓端部螺柱發生斷裂。
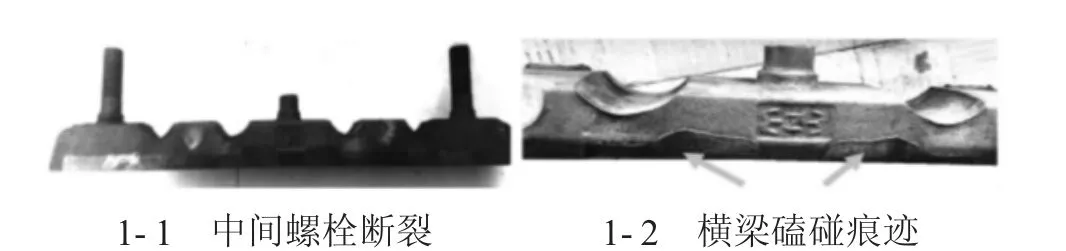
圖1 E型螺栓失效現象
在制造時E型螺栓選用工藝為整體模鍛成型法,其材質選用35CrMo,調制處理硬度選用范圍在HB260~320之間,規格為M36,因此其具有較高的強度,由此可以看出,螺栓發生斷裂的原因應該是受到較大的外力沖擊。
通過分析圖1-2的E型螺栓可以發現,在中間螺柱兩側存在明顯的橫梁磕碰現象,其尺寸比原先的減小了3 mm。依據相關分析可以發現,其磕碰是由于螺栓與鏈輪的沖擊造成。經過對井下鏈輪的工作使用進行分析發現:當使用180 d之后,處于機尾位置的鏈輪密封已經失效,同時完成更換。相應的機頭鏈輪并未進行更換,鏈窩磨損程度達到18 mm,經過觀察發現機頭鏈輪與E型螺栓的橫梁之間磨損量達到3~5 mm。因此可以斷定螺栓斷裂很可能是由于螺栓與鏈輪之間的碰撞導致的,因此需要進一步的分析[1-2]。
2.2 鏈輪與鏈條嚙合關系分析
一般刮板鏈是由鏈條、刮板、E型螺栓等組成,這樣能夠借助多個圓環鏈的形式形成封閉鏈條,刮板以及相應的E型螺栓上下聯接固定在圓環鏈上。通常情況下,電機工作時帶動機頭與機位運動,從而可以驅動刮板機鏈做單向運動,從而可以實現物料輸送的目的。
下頁圖2表示相應的鏈輪以及鏈條嚙合關系示意圖,圓環鏈與鏈輪在運動過程中,其嚙合形式為開放式非共軛,因此傳動精度比較低,運動時存在較大的波動,能夠較好地滿足過載沖擊。與此同時,圓環鏈其具有柔性,從而可以適應于刮板機輸送過程中可彎曲的特點。在工作的過程中,鏈條與鏈輪的齒窩之間存在顯著的滑動,同時由于鏈條中存在的矸石、石英砂粒等下落物,加劇了鏈條與鏈輪的磨損。雖然在制造鏈條與鏈輪的過程中都選用高強度的合金鋼,同時進行了特殊的熱處理工藝,但是由于其惡劣的工況導致鏈條與鏈輪使用壽命比較短,因此需要定期進行更換。經過統計發現鏈條的使用壽命一般在1~2 a之間,而對應的鏈輪使用壽命大致在0.5~1 a之間。對于矸石含量較高的工作面而言,通常90 d左右都需要更換鏈輪[3]。
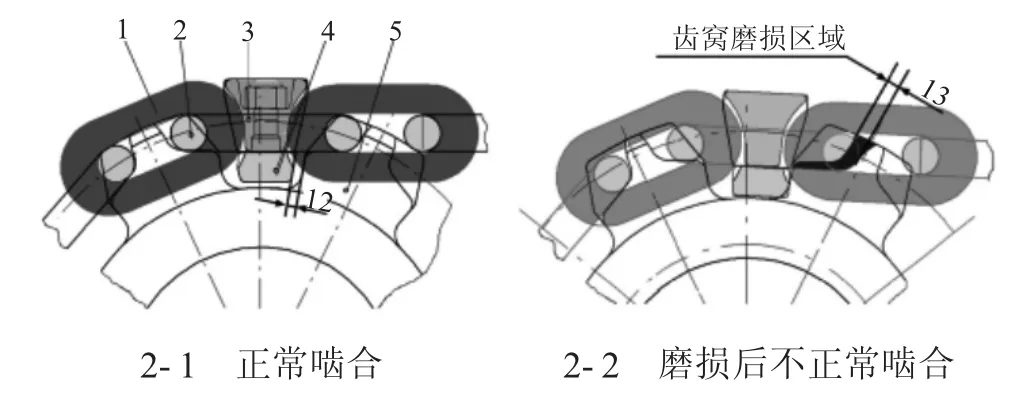
圖2 鏈輪與鏈條嚙合關系示意圖
2.3 E型螺栓失效的原因分析
通過分析圖2-1,依據相關規定將E型螺栓以及相應的鏈輪之間的間隙保持在12 mm以內,其僅僅能夠將刮板固定在鏈條的平環上。由于刮板處于單向運動的過程中,刮板圓弧和圓環鏈立環相接觸,同時保證E型螺栓與鏈輪齒之間保持一定的間隙,以及不需要承擔橫向的作用力,由此可以看出其能達到工作需要的強度。在工作的過程中,當鏈輪齒窩不斷磨損,將會導致E型螺栓側面與鏈輪齒窩之間的間隙逐漸減小,如圖2-2所示[4],假如鏈輪窩的磨損達到12 mm以上,將會導致E型螺栓的側面與鏈輪齒相接觸。假如不及時更換新的鏈輪,將會出現鏈輪齒頂住E型螺栓橫梁的現象。E型螺栓橫梁可以借助螺柱帶動刮板動作,接著再由刮板圓弧推動立環動作,E型螺栓的作用從固定刮板變成推動鏈傳動的中介。對于Φ56 mm×187 mm的鏈條而言,其額定牽引力可以達到800 kN,在工作的過程中鏈輪齒會受到頻繁的作用,通常導致螺母發生松動,最終將會使得E型螺栓的螺柱出現不正常的斷裂。依據簡支梁的受力原理可以發現,中間螺柱受力比較大,最終出現最先斷裂的現象。
3 改進措施
要想能夠提高圓環鏈的使用壽命,必須對其進行維護,提高刮板鏈的工作環境。為了能夠有效地使得E型螺栓不再受到非正常受力,必須使得E型螺栓與鏈輪輪齒之間保持一定的間距。
在進行設計的過程中,必須充分考慮刮板輸送機的工況,從而能夠有效地提高零件的使用壽命。依據相應的受力可以發現,當刮板重量達到120 kg時,而相應的E型螺栓底部斷面為60 mm×80 mm,這時其所能承擔的彎曲應力可以達到1 440 MPa,因此能夠滿足刮板輸送機的工作需要。圖3表示E型螺栓底端斷面變窄設計,這樣在初始設計E型螺栓與鏈輪齒之間的間隙時,間距從12 mm變成20 mm。當鏈窩出現磨損之后,有效防止E型螺栓與相應的鏈輪齒相接觸,進而可以有效地避免E型螺栓的螺柱出現斷裂的現象。

圖3 修改設計后鏈輪與鏈條嚙合關系示意圖
4 應用效果
通過分析E型螺栓的失效形式結果,相關單位在設備維護方面增加了力度,在2019年4月對存在磨損的鏈輪進行及時更換。同時對刮板鏈輪進行全面檢修,共計更換了50個E型螺栓。經過實踐發現,在180 d以內并未出現E型螺栓失效的現象,同時極大地提高了設備的運行質量。
5 結語
1)在對設備進行維護的過程中,必須嚴格依據相應的規范,保證各個零件之間保持一定的間隙,提高設備運行的可靠性。
2)在設計的過程中,必須考慮設備的失效情況以及對各個零件進行優化,保證其具有足夠的強度及較高的可靠性。
猜你喜歡
現代畜牧科技(2021年9期)2021-10-13 06:39:14
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
當代經濟研究(2016年5期)2016-12-01 03:12:05
現代農業(2016年5期)2016-02-28 18:42:46
出版與印刷(2016年3期)2016-02-02 01:20:11
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
華北水利水電大學學報(社會科學版)(2014年3期)2014-04-16 04:38:31
終身教育研究(2014年5期)2014-02-28 01:23:06
