礦用提升機垂懸鋼絲繩回收裝置設計研究
2020-04-12 15:12:30馬曉鋒
機械管理開發 2020年12期
馬曉鋒
(同煤浙能麻家梁煤業有限責任公司,山西 朔州036000)
引言
在煤礦深井運輸中最常用的提升機類型為摩擦型提升機,并安裝有多根鋼絲繩進行拉伸運輸[1]。鋼絲繩在長時間作業后容易出現磨損、銹蝕,甚至斷裂的情況。根據《煤礦安全規程》的規定,應及時對鋼絲繩進行更換。對于多繩摩擦型提升機的鋼絲繩更換工藝也是對專業技術要求較高的工作過程,目前常采用的垂懸鋼絲繩更換回收方法主要分為絞車法和舊繩帶新繩法,兩種方法都具有各自的工程特點,但也同時存在一定的技術缺陷,無法有效保證在鋼絲繩回收過程中的安全性、可靠性[2]。在回收鋼絲繩時,主要出現的問題為鋼絲繩在扭矩作用力下會有離心力的產生,導致鋼絲繩之間的纏繞;人工拉拽回收鋼絲繩,必須對鋼絲繩進行阻斷切割,這樣的方法安全性較低,對人力、物力的成本投入不具有經濟性。因此,設計出一種能夠對鋼絲繩進行連續回收的裝置,在回收過程中能夠減小鋼絲繩內部扭力,防止纏繞發生,降低工作成本,最終達到保護作業人員安全的目的。
1 鋼絲繩扭轉作用機理
1.1 鋼絲繩結構特點
在設計鋼絲繩回收裝置之前,應對鋼絲繩的內部結構進行了解掌握,才能設計出有針對性的回收裝置。提升機所用的鋼絲繩可以分為兩大類,當鋼絲和繩股捻制方向不一致的時候,該類型為交互捻鋼絲繩;相反,當鋼絲和繩股捻制方向一致的時候,該類型為同向捻鋼絲繩[3]。兩類鋼絲繩結構類型在技術特點上完全不同,交互捻制鋼絲繩的外表比較僵硬,在表面的粗糙度較大,具有較強的彎曲應力,但是在受到力后的恢復力較好;同向捻鋼絲繩的外表面比較光滑,彎曲應力較弱,因此該類型鋼絲繩比較柔軟,具有較長的使用壽命[4]。同時,提升鋼絲繩主要采用單層股的結構形式,結構示意圖如圖1所示。
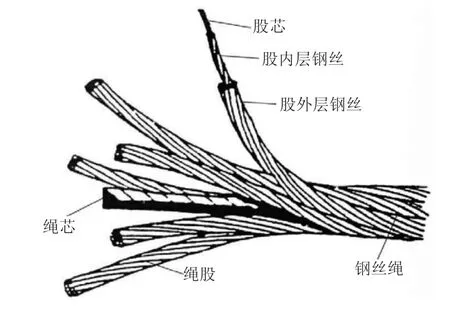
圖1 單層股提升鋼絲繩內部結構示意圖
1.2 鋼絲繩扭轉原理
了解鋼絲繩的扭轉原理是設計鋼絲繩回收裝置的前提。在礦井垂直提升時,提升機在拉動鋼絲繩時都要經過天輪,此時鋼絲繩就會發生頻繁的正反向彎曲。無論鋼絲繩是提升或者是下降,都會使得鋼絲繩在天輪處呈彎曲狀態。鋼絲繩在彎曲時截面所受到的載荷主要與截面的拉伸載荷、終端掛載的載荷、單位長度質量,截面下端距離等因素有關。在實際應用過程中,為了保證鋼絲繩的彎曲應力平衡,都會在左右兩個方向布置同等數目的鋼絲繩,使得鋼絲繩的自旋方向具有穩定性[5],常用的鋼絲繩布置圖如下頁圖2所示。
2 鋼絲繩回收裝置設計方案
2.1 設計思路
回收裝置要具有隨動隨停的功能,可以及時對速度進行控制;回收裝置要設置靈活的支撐結構,能夠隨時更換繩盤并減輕繩盤的質量;最重要的設計需要減小鋼絲繩的扭力,防止鋼絲繩的纏繞,并有效地減小離心力;根據設計思路,對回收裝置的參數進行設定。驅動電機功率為12.5 kW、驅動電壓為380 V、回收速度為0~10 m/min、回收長度最大值為800 m。在回收裝置回卷鋼絲繩時應保持與鋼絲繩離開滾筒的速度相一致,雖然回收裝置的速度可以進行調節,但一般采用的送繩速度為0~5 m/min.
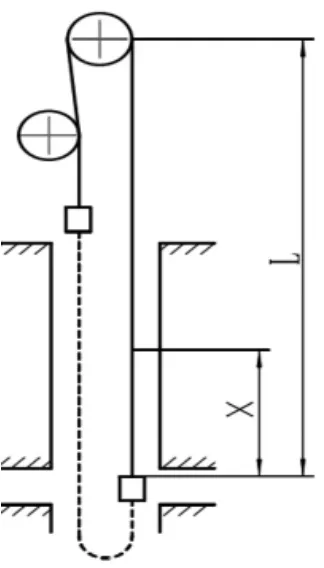
圖2 提升鋼絲繩布置圖
2.2 整體方案
鋼絲繩回收裝置主要分為三大模塊,分別為:驅動模塊、夾緊模塊、排繩與扭力釋放模塊[6]。其中驅動模塊主要是輸出動力,實現回收裝置能夠將鋼絲繩收回;夾緊模塊是繩盤支撐功能模塊,能夠使繩盤方便安裝和拆卸;排繩與扭力釋放模塊主要的功能是保障鋼絲繩在回收過程中的安全性。基于整體方案的設計,將回收裝置的整體結構設計如圖3所示。

圖3 回收裝置整體結構圖
2.3 回收裝置功能結構設計
2.3.1 驅動機構
驅動機構設計主要包括動力裝置設計和鏈傳動設計。其中動力裝置采用以JD-2型絞車為驅動裝置,絞車應屬于防爆型絞車,額定轉速為1 550 r/min。通過鏈輪將動力輸送至驅動軸,從而帶動回收裝置的旋轉。動力輸出能夠使得工作載荷能夠在最合適的位置輸出功率。回收裝置選取的小鏈輪型號為16A、齒數為32,大鏈輪型號為16A、齒數為45。鏈傳動的設計主要是保證回收裝置在收回鋼絲繩時的低速運動狀態下,能夠保證鏈條不被拉斷。
2.3.2 夾緊機構
夾緊機構能夠實現對繩盤的快速夾緊,當活塞該頂出的時候,將注入液壓油給予繩盤一定的夾緊力,如果自動裝置出現故障的時候,還可以采用手動的方式作為臨時的液壓源,并且可以對夾緊板的橫向移動進行有效控制。尾架也是加緊機構的關鍵部件,尾架上裝有支撐平臺和支撐柱,在底座上安裝尾架能夠有足夠的空間對繩盤進行拆除。夾緊機構的結構示意圖如圖4所示。
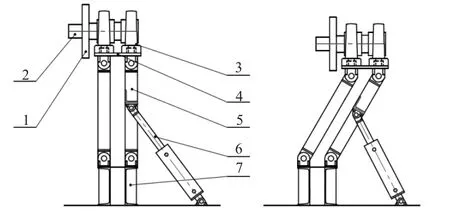
圖4 夾緊機構示意圖
2.4 模型結構建立
采用Solidworks建模軟件建立起鋼絲繩回收裝置的三維模型圖,并施加相關的力學載荷,同時設計與實際工況條件相符的邊界條件,對鋼絲繩回收裝置進行約束。結構模型主要通過鏈條傳動來減小摩擦阻力,實現了鋼絲繩扭轉速度在合理的范圍內。其中夾緊裝置主要用的是平衡桿與底座相連,實現了操作人員更大的作業空間,并且不影響支撐繩盤。鋼絲繩回收裝置的仿真模型結構示意圖如圖5所示。

圖5 回收裝置仿真模型示意圖
3 鋼絲繩回收裝置工作性能分析
3.1 動力學仿真分析
按照實際工況條件,對回收裝置的仿真模型施加了載荷參數后,對其動力學進行仿真分析。如下頁圖6所示為繩盤與撥桿軸的作用力。在繩盤開始轉動時刻,撥桿軸要在較短時間內驅動滿載繩盤轉動,因此撥桿軸推動繩盤的作用力會發生劇烈變化。可以看出在0.34 s時,作用力達到最大為7 444 N,隨著繩盤達到預定轉速,與撥桿的作用力逐漸穩定在3 000 N附近。由于鋼絲繩承受底板的摩擦力為1000 N,滿盤時的卷繞半徑為900 mm,撥桿軸的偏心距為300 mm,也可以計算出穩定狀態下撥桿軸的驅動力為3 000 N。說明了回縮裝置減小了鋼絲繩的扭轉力,使其離心力也相應減小,將鋼絲繩在回收過程中得到穩定。
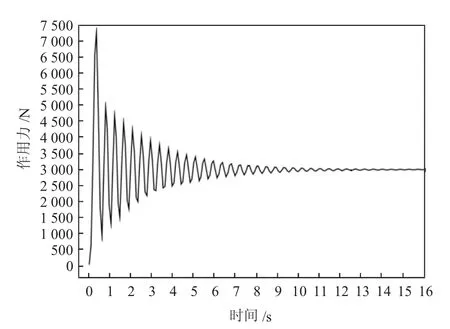
圖6 繩盤與撥桿軸作用力
3.2 機架模態分析
由于回收裝置在對鋼絲繩進行拉拽的時候容易使整體機架產生振動,因此對于機架的模態分析也顯得尤為重要。回收裝置在載荷較大工況下要經常點動啟動,由于繩盤的重量較大,對機架的沖擊力大,需要計算在啟動中繩盤對機架的激勵頻率,避免啟動時產生共振,破壞機架。如圖7所示,可以得出振幅最大處對應的頻率為2.34 Hz,說明在點動啟動過程中,繩盤對機架的沖擊作用是一個低頻率的沖擊,低于機架的固有頻率。表明回收裝置在點動作業時,不會引發共振,可以平穩地作業。
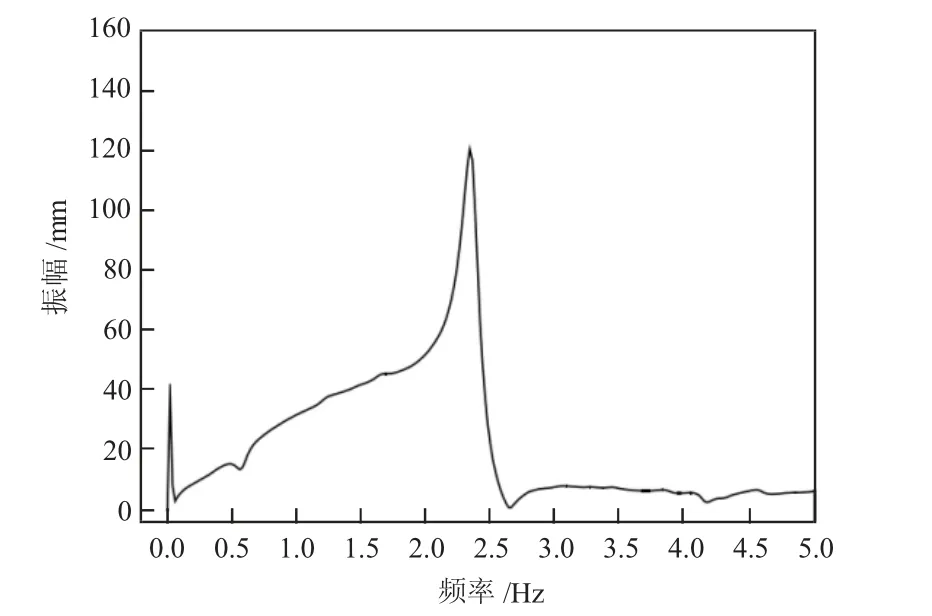
圖7 繩盤與機架作用力之間的頻域變換示意圖
4 結語
新型鋼絲繩回收裝置,通過有限元仿真技術對回收裝置在動力學和模態方面進行了分析,試驗結果證明設計出的回收裝置能夠滿足更換鋼絲繩的工程需要。
猜你喜歡
《學習方法報》歷史中考版(2023年21期)2023-11-09 07:40:38
數學小靈通(1-2年級)(2020年9期)2020-10-27 03:24:18
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
當代貴州(2019年41期)2019-12-13 09:28:56
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
中國共青團(2015年7期)2015-12-17 01:24:38
中學生數理化·八年級物理人教版(2014年2期)2014-04-02 08:50:44
