TC4鈦合金與無氧銅、可伐合金真空釬焊工藝研究
2020-04-11 07:11:28郝振貽
有色金屬材料與工程 2020年1期
關鍵詞:焊縫
郝振貽, 嚴 彪
(1. 同濟大學 材料科學與工程學院,上海 201804;2. 中國科學院上海技術物理研究所 中國科學院紅外成像材料與器件重點實驗室,上海 200083)
TC4鈦合金與無氧銅、可伐合金等金屬間的焊接,屬于異種金屬焊接的范疇[1-3]。異種金屬的焊接,是指兩種或兩種以上的不同金屬在一定工藝條件下進行焊接加工的過程。由于異種金屬焊接各金屬間物理化學性能及化學成分的差異,如在焊接過程中,TC4鈦合金中的Ti易和其他金屬元素產生脆性相,導致焊縫斷裂,給焊接造成較大的困難[4]。
雖然異種金屬焊接難度較高,但是,異種金屬焊接能夠最大限度地利用材料各自的優點,做到物盡其用。因此隨著未來紅外探測器封裝要求的不斷提高,該焊接技術的應用需求越來越多,比如深空冷背景探測的超低溫制冷的探測器封裝、超大規模的紅外探測器與制冷機集成式冷箱封裝和結構復雜的紅外探測器封裝等。
北京航空材料研究院程耀永等用Ti-Zr-Cu-Ni混合粉末釬料釬焊TC4鈦合金,焊縫接頭抗拉強度達 911 MPa,強度與母材相當[4]。
通過研究,解決杜瓦封裝用TC4鈦合金與無氧銅、4J29可伐合金等異種金屬間的氣密性真空釬焊問題,期望能夠實現紅外探測器封裝組件的TC4鈦合金冷指和冷平臺真空釬焊,并獲得合適的TC4鈦合金冷指和冷平臺真空釬焊的工藝參數。
1 釬焊料的調研
鈦合金真空釬焊用釬料中常用的主要有銀基釬料、鋁基釬料和鈦基釬料。銀基釬料和鋁基釬料雖有良好的潤濕性和一定的力學性能,但焊縫與母材相比,其力學性能和化學性能差距較大[5]。鈦基釬料與鈦合金的冶金相容性好,可以獲得高強度的接頭,是釬焊鈦合金的優質釬料。
Ti-Zr-Cu-Ni 系列釬料是鈦及鈦合金釬焊的重要釬料。其顯著優點是接頭可以在高溫和強腐蝕介質下使用,其力學性能和耐腐蝕性能接近母材水平[6],對國內不同廠家生產的釬料進行調研,TC4鈦合金與TU2無氧銅/4J29可伐合金真空釬焊釬料的一些種類和廠商調研見表1。
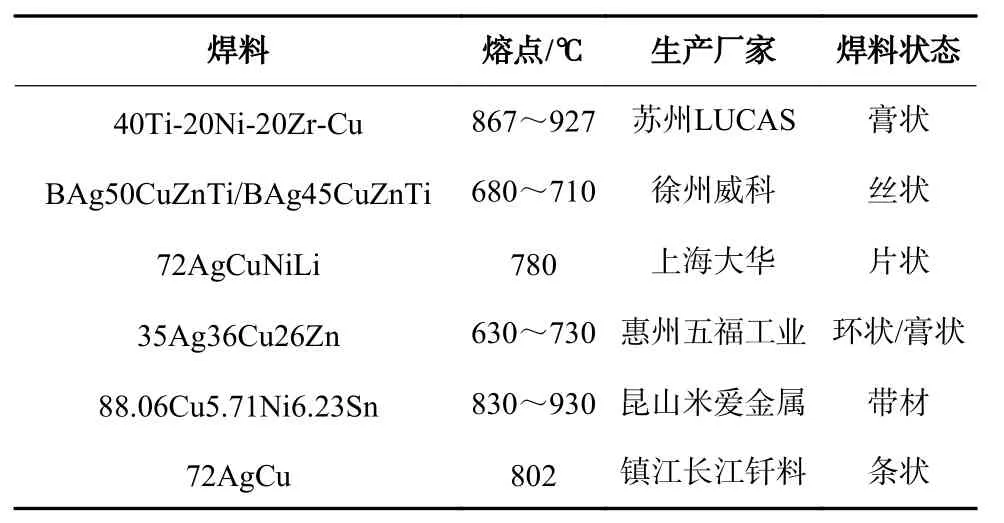
表 1 TC4 鈦合金與異種金屬釬焊的焊料現狀Tab.1 Current status of the solder for brazing TC4 titanium alloy with dissimilar metals
2 釬焊料的選擇
對于鈦合金結構,由于存在熱導率較小且線膨脹系數較大的特點,因此其內部應力更加復雜,若選擇焊接方法及工藝不當時會降低焊縫的性能。鈦材與異種金屬的連接主要體現在以下幾個方面:(1)當鈦與其他金屬的熔點相差很大時,易形成熔化不良;(2)當鈦與其他金屬線膨脹系數相差很大時,易導致焊縫區裂紋增多;(3)當鈦與其他金屬之間形成較多的金屬間化合物時,由于金屬間化合物具有很大的脆性,容易使焊縫產生裂紋,甚至斷裂等。
試驗所用材料分別為TC4(Ti-6AI-4V)鈦合金、4J29可伐合金和TU2無氧銅,各母材的化學成分及熱學、力學性能如表2所示。

表 2 母材的主要成分、抗拉強度和平均熱導率Tab.2 Main components, tensile strengths and average thermal conductivities of base metals
為此選用三種不同釬料進行初步試驗:(1)昆山米愛CuNiSn 釬料;(2)上海大華廠AgCu 合金;(3)Lucas公司Ti-Ni-Zr-Cu釬料。釬料的具體照片見圖1,焊接溫度分別為 560,810 和 897 ℃,3 個壁厚為 2 mm的樣品釬焊后檢漏漏率均達到要求,但是CuNiSn釬料、AgCu合金焊接后在顯微鏡下觀察發現,釬料與母材的浸潤性不好,同時根據文獻,CuNiSn釬料、AgCu合金的焊縫與母材相比,其力學性能和化學性能差距較大。因此最終只選用Ti-Ni-Zr-Cu釬料作為進一步試驗的釬料。
3 釬焊試驗
在試驗中考慮到實際紅外探測器封裝杜瓦的使用情況,TC4鈦合金與4J29可伐合金也進行焊接試驗,并與TU2無氧銅一起做比較,溫度曲線沿用第一次的試驗數據,并且TC4鈦合金試驗冷指采用和工程上杜瓦一樣的薄壁件結構(工程上為了降低冷平臺對外界的固體傳導漏熱,薄壁冷指壁厚設計值一般≤0.2 mm來控制截面積)。焊接后的樣品照片如圖2所示。

圖 1 釬焊試驗所選用各釬料Fig.1 Selected solders for the brazing test

圖 2 薄壁 TC4 鈦合金冷指釬焊試驗照片 (焊接溫度 897 ℃)Fig. 2 Experimental picture of thin-walled TC4 titanium after cold finger brazing (welding temperature of 897 °C)
由于焊接溫度較高,可能存在高溫金屬固溶,根據釬料的熔點范圍適當降低焊接溫度,由原來的897 ℃降低到877 ℃,但效果并不理想。因為Ti-Ni-Zr-Cu釬料中的Ti的質量分數為40%左右,據此推斷發生薄壁TC4鈦合金芯柱焊接后變形和塌陷的主要原因是Ti固溶在釬料內。因此考慮改變TC4鈦合金芯柱,采用兩種改進方法:(1)樣品局部設計壁厚 0.2 mm 調整到 0.5 mm;(2)樣品設計 0.2 mm壁厚上局部鍍鎳。
按方法(1)對樣品局部焊料浸潤部位進行局部加厚,改進后按上述條件重新進行釬焊試驗,釬焊后的試驗樣品見圖3,為TC4鈦合金芯柱改進后釬焊試驗照片。

圖 3 薄壁 TC4 鈦合金改進后冷指釬焊試驗照片(焊接溫度 897 ℃)Fig. 3 Experimental picture of thin-walled TC4 titanium after improved cold finger brazing(welding temperature of 897 °C)
按方法(1)改進樣品,釬焊后的效果較好,在顯微鏡下觀查焊縫較為飽滿,但還是會發生溶蝕反應。在實際應用中,母材發生溶蝕會降低焊接接頭的力學性能。同時由文獻[7]可知,在焊接母材表面進行鍍鎳處理,可以有效抑制母材料與焊料之間的接觸,防止溶蝕反應。因此采用方法(2)在原有的0.2 mm壁厚上鍍鎳,樣品在釬焊后進行了拉伸試驗。
表3和表4的試驗結果表明,樣品都斷裂在焊縫處,有一個樣品斷裂在鈦合金薄壁與后壁連接處。樣品抗拉強度能夠滿足實際應用的要求。

表 3 TC4鈦合金與TU2無氧銅樣品釬焊后拉伸測試結果Tab.3 Tensile test results after brazing TC4 titanium alloy with TU2 oxygen-free copper
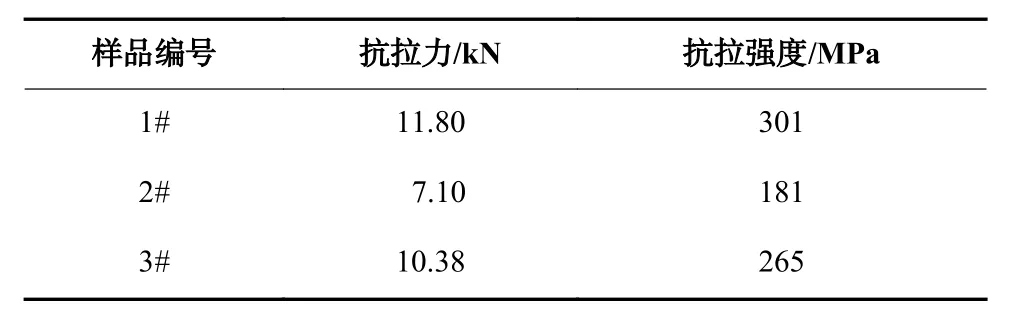
表 4 TC4 鈦合金與 4J29 可伐合金樣品釬焊后拉伸測試結果Tab.4 Tensile test results after brazing TC4 titanium alloy with 4J29 kovar alloy
4 樣品分析
TC4鈦合金與TU2無氧銅釬焊樣品斷口宏觀形貌見圖4,斷口的掃描電子顯微鏡(scanning electron microscope,SEM)圖見圖 5,從圖 5(a)中可見該斷口分為3個區域,從外表面到內表面依次為自由結晶區、準解理區和韌窩區。

圖 4 TC4 鈦合金與 TU2 無氧銅樣品斷口宏觀形貌Fig. 4 Macroscopic fracture morphology of TC4 titanium alloy and TU2 oxygen-free copper samples
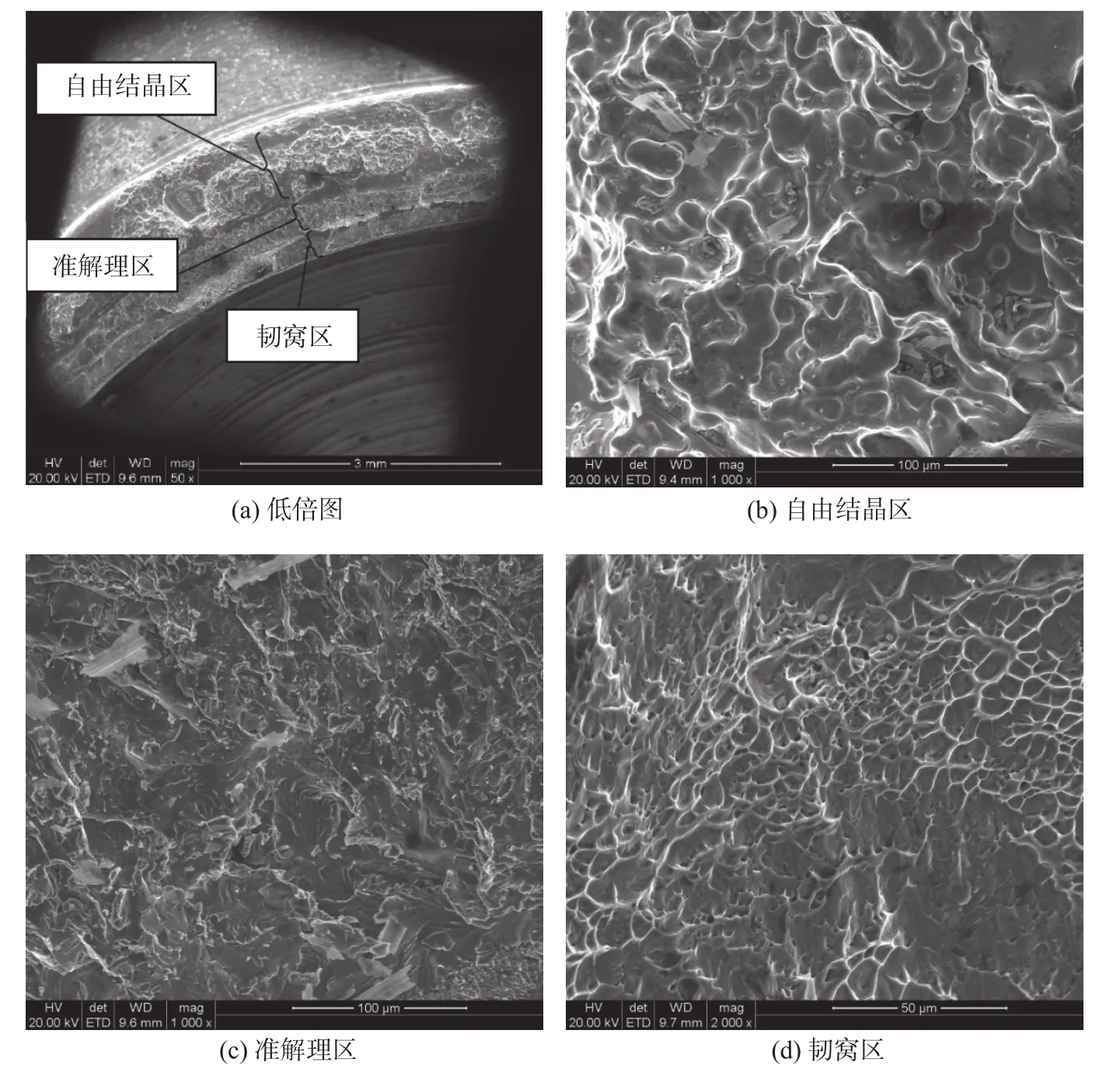
圖 5 TC4 鈦合金與 TU2 無氧銅樣品斷口 SEM 圖Fig.5 SEM images of the fracture surface of TC4 titanium alloy and TU2 oxygen-free copper samples
截取TC4鈦合金與TU2無氧銅斷口樣品剖面樣品,經鑲嵌、磨拋后置于SEM下觀察,并采用能譜儀(energy dispersive X-ray analysis,EDAX)對樣品剖面中的焊縫區域進行化學元素分析,結果見圖6。
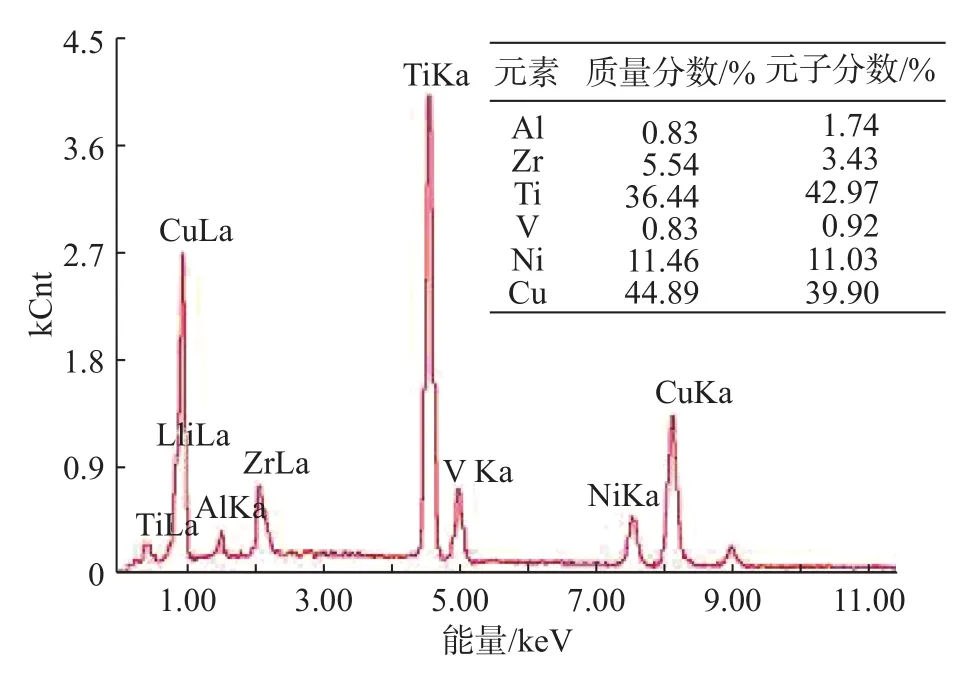
圖 6 TC4 鈦合金與 TU2 無氧銅樣品斷口EDAX 能譜分析結果Fig. 6 EDAX analysis results of the fracture surface of TC4 titanium alloy and TU2 oxygen-free copper samples
TC4鈦合金與TU2無氧銅斷口樣品經化學試劑侵蝕后,置于光學顯微鏡下觀察,結果見圖7。從圖7的結果可知,并沒有γ相生成,同時焊縫組織細密,在釬焊焊縫處有Cu的固溶體析出,均以筍狀的方式生長并較細小,但沒有發現明顯的金屬化合物。焊縫具有較高的抗拉強度,與力學性能測試結果一致。
5 試驗結論
(1)TC4鈦合金與TU2無氧銅、4J29可伐合金釬焊后檢漏漏率優于10-11torr.l/s。
(2)TC4鈦合金與TU2無氧銅、4J29可伐合金釬焊后抗拉力都達到150 MPa以上,但是由于焊料溢流,計算強度時的厚度不夠均勻,該值僅為近似值。
(3)Ti-Ni-Zr-Cu作為 TC4鈦合金與 TU2無氧銅、4J29可伐合金的釬料,具有較好的焊接潤濕性和較高的焊接強度。但由于Ti-Ni-Zr-Cu釬料中的Ti的質量分數為40%左右,因此TC4鈦合金中Ti容易固溶在釬料內。因此在薄壁試驗件上鍍鎳,厚度10~20 μm,具有較好的阻隔Ti固溶和強化焊料與基材互溶的作用。
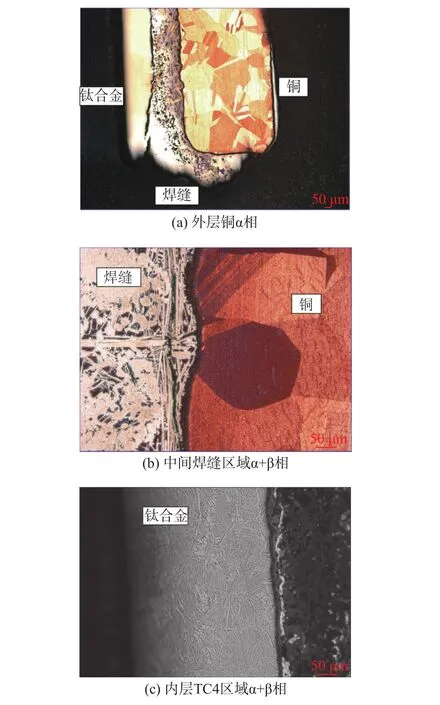
圖 7 TC4 鈦合金與 TU2 無氧銅斷口的顯微組織Fig. 7 Microstructures of fracture surface of TC4 titanium alloy and TU2 oxygen-free copper
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07