鐵路貨車專用鉚釘冷鐓工藝分析
2020-04-10 03:29:54
鑿巖機械氣動工具 2020年1期
(中車山東機車車輛有限公司,山東 濟南250022)
0 引言
目前鐵路貨車專用拉鉚釘被廣泛應用于鐵路貨車連接,從C70貨車的側柱、側墻、制動梁、腳蹬等部位到鋁80敞車,幾乎全部用拉鉚釘連接,鉚釘連接解決了螺栓連接可靠性低,交變載荷下容易松動、脫落等問題。鐵路貨車專用拉鉚釘已逐步成為鐵路貨車最主要的緊固連接方式,但冷鐓工藝在我國應用較晚,拉鉚釘進口成本過高,市場供不應求,從而促進了冷鐓行業的迅速發展。
鉚釘按類型分為LMY型——圓頭鉚釘、LMP型——平頭鉚釘、LMC型——沉頭鉚釘、LMB型——單面連接鉚釘四種型式,見圖1。其中鐵路貨車比較常用且用量較多的為LMY型鉚釘。
下面以LMY-T16-12G(16代表鉚釘的直徑規格,12代表標記鉚接厚度)類型鉚釘為例進行冷鐓工藝分析。
1 毛坯尺寸的確定
根據鉚釘成品尺寸,環槽部分取中徑來確定毛坯的外徑尺寸。毛坯圖見圖2。
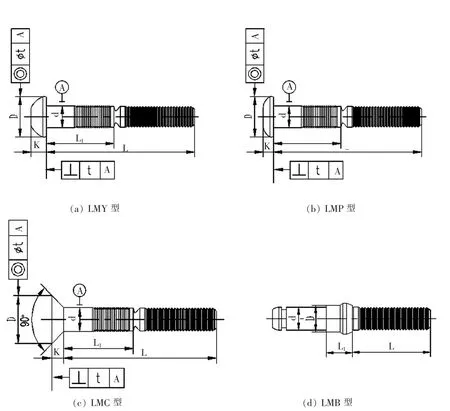
圖1
根據運裝貨車【2007】163號文件的規定,鉚釘材料應符合GB/T 3077的規定,并根據國內外類似產品的選材參照,材料選45Mn2,規格根據毛坯光桿部位最大外徑和原材料供貨的參數規格確定為直徑
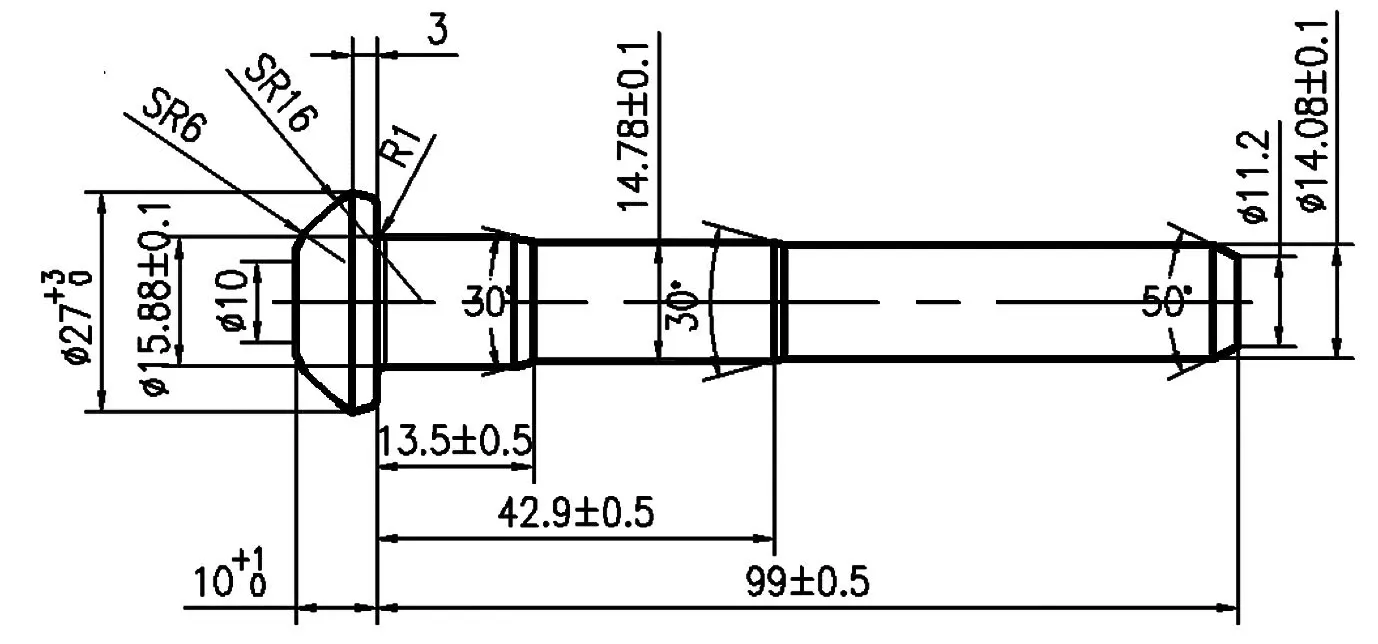
圖2
d=15.7 mm
通過計算機軟件計算鉚釘毛坯體積V1為

根據冷擠壓金屬流動的體積不變定律,可知成型頭部的原材料坯料長度和成型桿部原材料坯料長度分別為
l頭=4V頭/(πd2)=21.44 mm
l桿=4V桿/(πd2)=85.51 mm
2 變形程度的計算
冷鐓的變形包含著鐓粗與擠壓兩方面的變形。鐓粗時軸向變形程度用鐓粗率表示,擠壓時的徑向變形程度用斷面收縮率表示。
頭部鐓粗率為

式中 h0——鐓粗前毛坯原始高度
H——鐓粗后工件高度
低碳鋼冷鐓材料的鐓粗率上限一般在50%~65%之間,本文中頭部鐓粗率取53.45%。為保證產品的質量,這里頭部成型采用兩次成型。
桿部的斷面收縮率

式中 F0——冷鐓變形前毛坯的橫截面積
F1——冷鐓變形后毛坯的橫截面積
桿部需要兩次擠壓變形,兩次變形的端面收縮率分別為

通過查詢標準可知,45Mn2 原材料的斷面收縮率≥45%,桿部的變形程度遠小于材料許用的變形程度。
3 冷鐓力的計算
鉚釘的冷鐓屬于正擠壓(金屬被擠出的方向與加壓方向相同)。
正擠壓實心件單位擠壓力計算公式
式中 p——單位擠壓力,MPa
Kf——被擠壓材料的變形抗力,MPa
d0——毛坯直徑
d1——擠壓后直徑
h1——凹模工作帶高度
μ——摩擦系數
有潤滑時,可取μ=0.1
擠壓力 P=p×πd02/4
上述為理論公式計算法,由于計算方法復雜,準確度又差,因此很少使用。下面有一種較為方便且有相當準確性的經驗公式
式中 P——總擠壓力,N
p——單位擠壓力,MPa
Z——模具的形狀系數
n——擠壓方式及變形程度修正系數
σb——擠壓前材料的抗拉強度,MPa
F——凸模工作部分橫截面積,mm
查詢相關手冊,頭部成型
取Z=1.2、n=4.17、σb=885、F1=πD2/4=572.3,計算可得P=2534.5 kN。
桿部成型分兩步
取Z1=0.7、n1=1.57、σb=885、F1=πD12/4=198.0,計算可得P1=192.6 kN。
取Z2=0.7、n2=1.45、σb=885、F2=πD22/4=171.5,計算可得P2=154.1 kN。
因為冷鐓機連續工作時各個工步同時受力,所以設備需要總的鐓鍛力為P總=P+P1+P2=2881.2 kN,約為294 t。
4 工藝圖的制定
根據上述計算,設計并經過試驗驗證,得到了鉚釘的冷鐓工藝圖,見圖3。
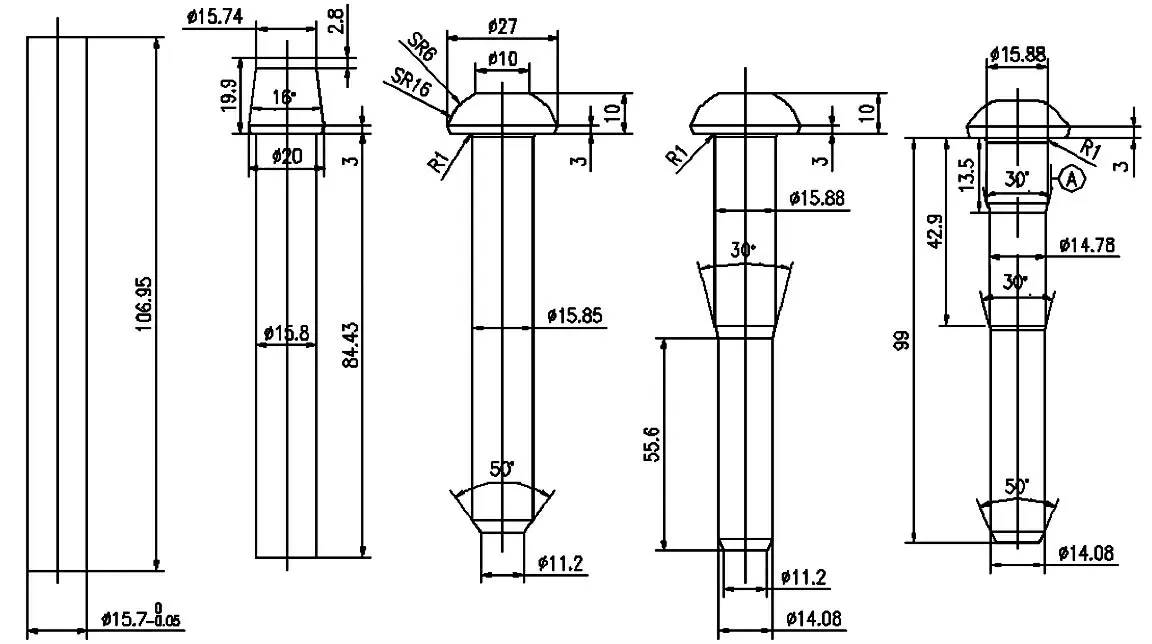
圖3
5 冷鐓工藝主要模具設計
5.1 送料輪的設計
圖4中,R=Rmax+(0.05~0.15)mm,Rmax為原材料的最大直徑,mm
R的尺寸過小,會在材料表面壓印上四道痕跡,R 尺寸過大,會把原材料壓扁。都會直接影響產品成型和質量。
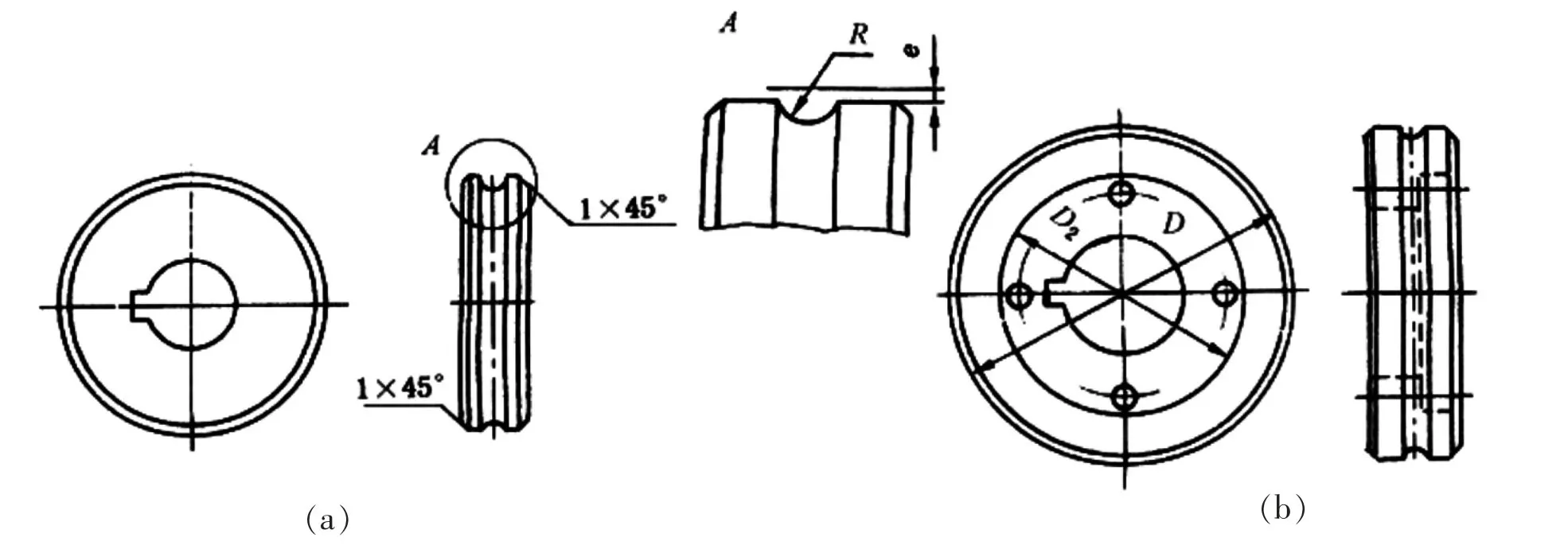
圖4
5.2 切料模具設計
圖5、圖6中,剪模內孔尺寸d模=dmax+(0.05~0.1)mm,為了方便原材料通過,剪模進口端一般采用喇叭口形狀。
剪刀內孔尺寸d刀取值和d模一致或稍大0.05 mm 左右。為了方便剪刀和剪模的配合,剪刀的端面有時會采取5°左右的弧度。
5.3 第一沖模具設計
第一沖模具,主要是鉚釘頭部的預成型,見圖7、圖8沖具模口尺寸一般取d口=(1.25~1.5)d料mm,沖具仁底部直徑尺寸d底≈d料。第一模的頭部預成型好壞直接決定第二模的頭部成型的好壞,原則上為了延長模具使用壽命,其變形與第二模變形程度相近為好。
5.4 第二沖模具設計
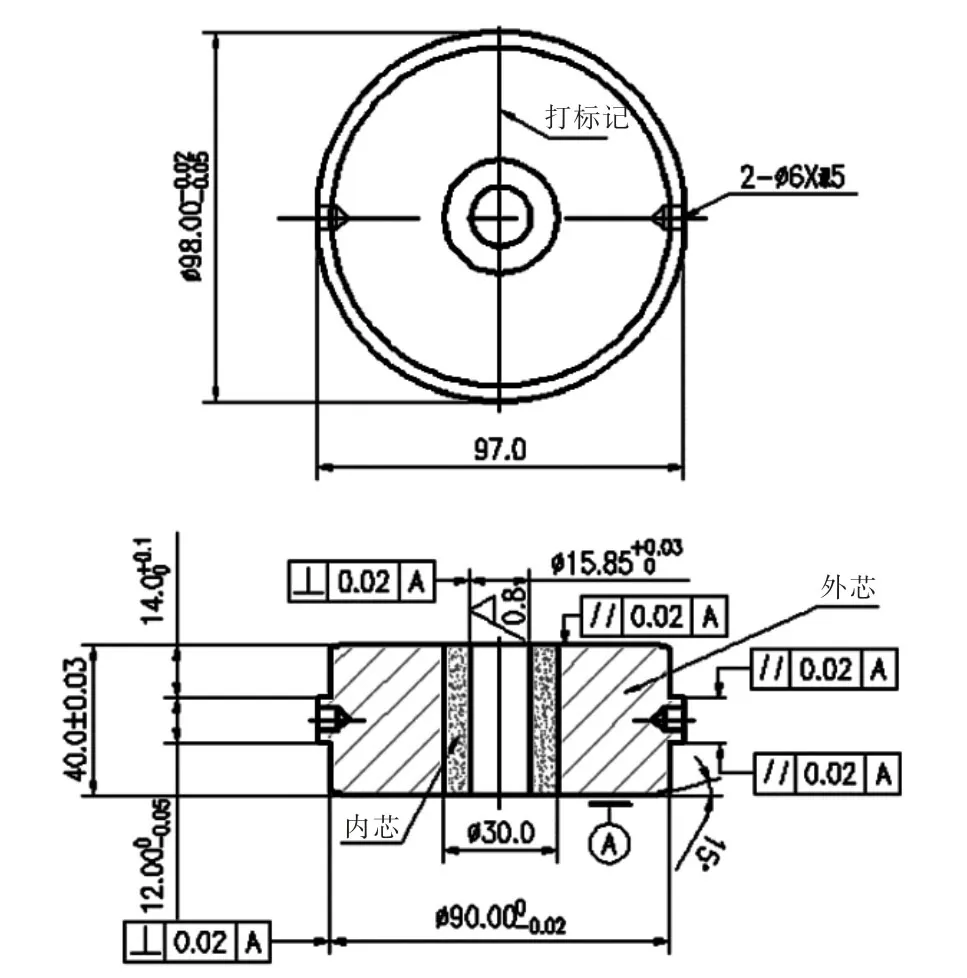
圖5 剪刀
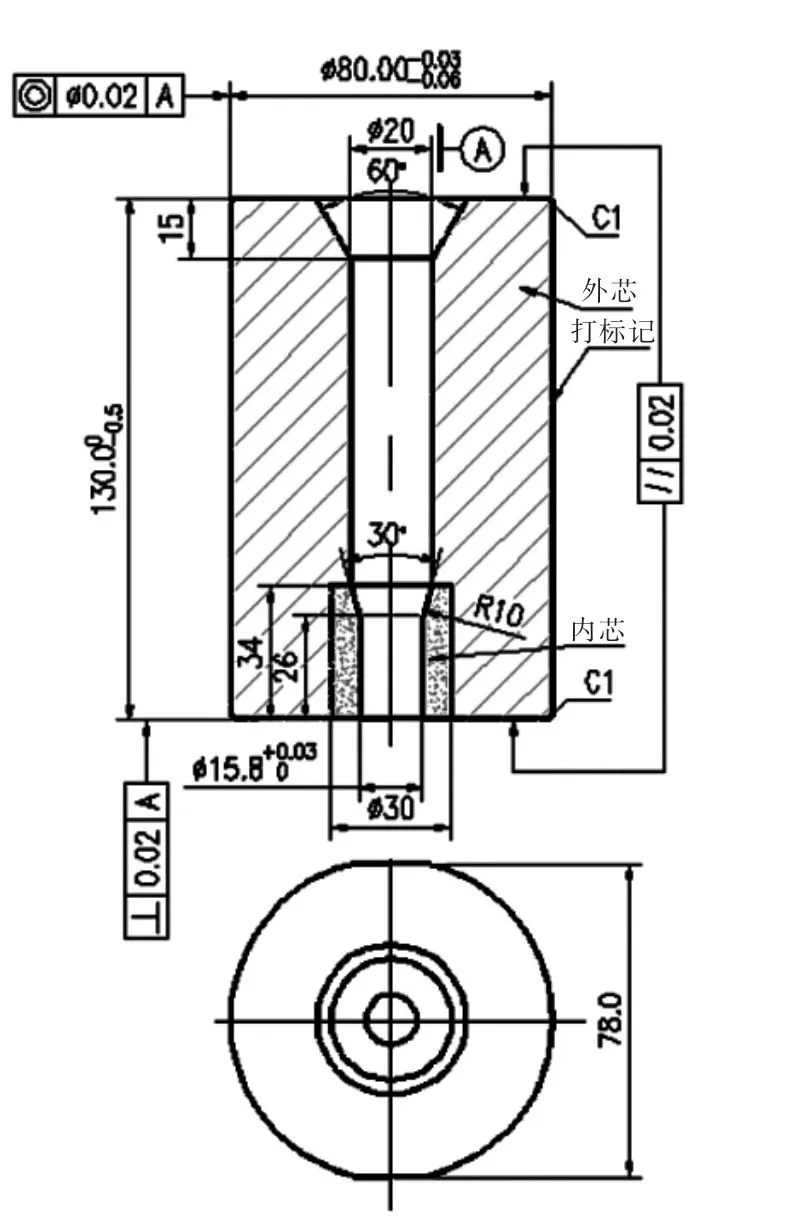
圖6 剪模
第二模為鉚釘頭部的終成型。根據鉚釘頭部的尺寸,制作第二沖具仁,同時桿部底部成50°倒角,桿部直徑微漲,見圖9、圖10。
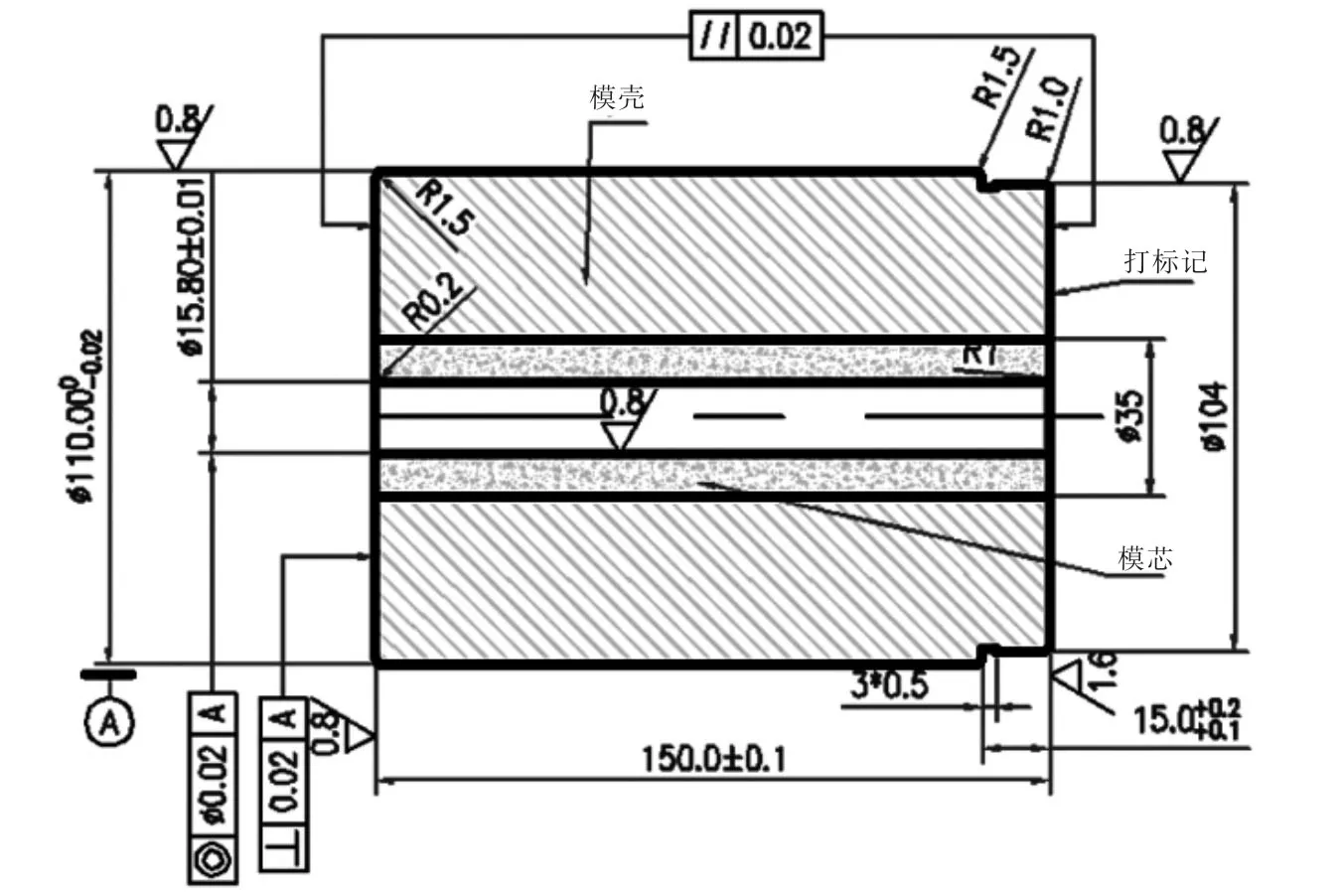
圖7 一模前仁
5.5 第三、四沖模具設計
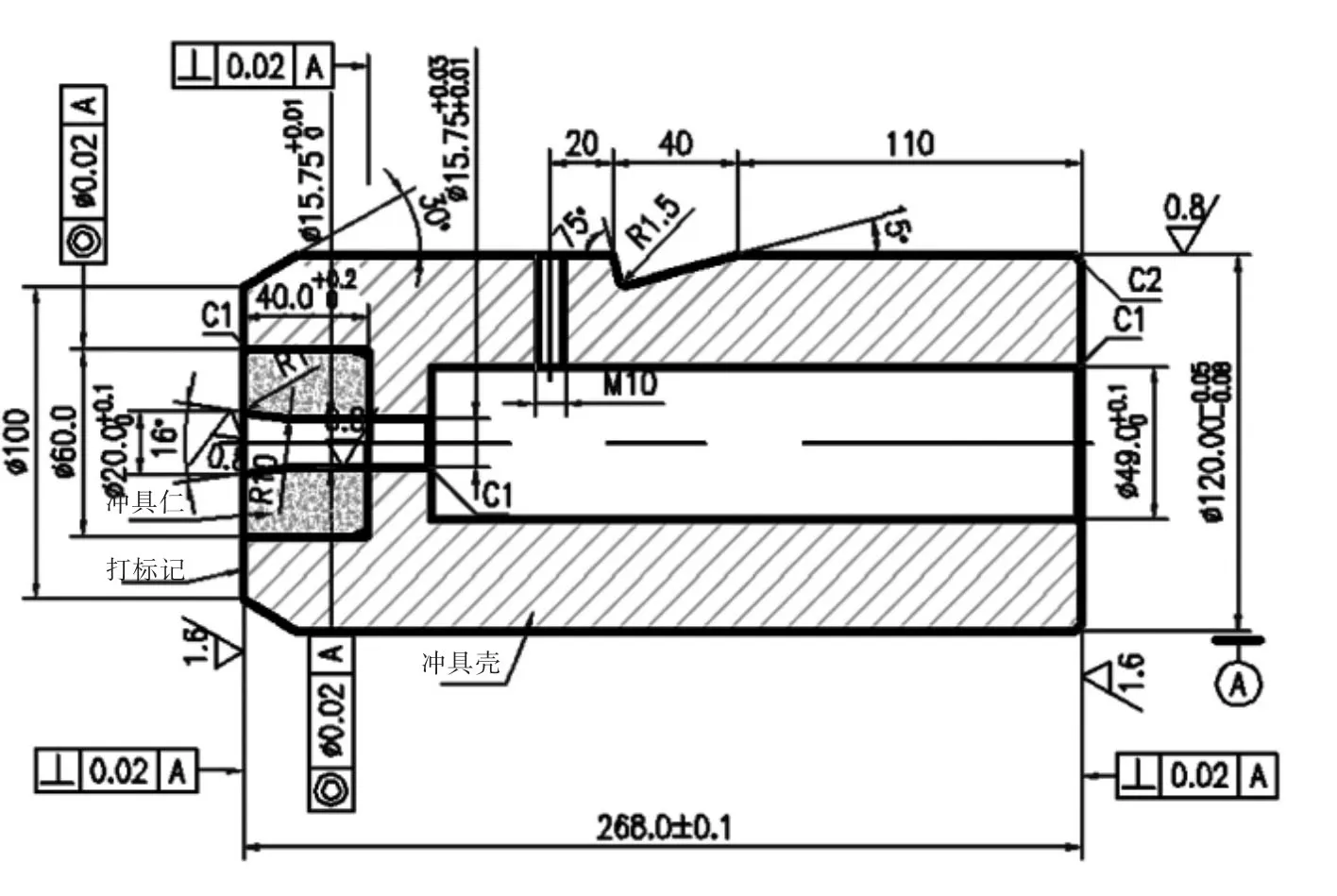
圖8 一沖前仁和模殼組合圖
第三、四沖模具(見圖11、圖12、圖13)主要達到兩次桿部縮頸,模具結構一致,尺寸不同,沖具相同。沖具采用平壓的方式,縮頸帶的導入角度由產品毛坯尺寸決定(如果產品毛坯無要求,取值在44°~66°之間,擠壓力最小),縮頸帶的長度一般取值為1~2 mm,長度過短,會降低模具使用壽命,長度過長,會導致縮頸時阻力增大,成型難度變大,表面粗糙度降低。
6 影響模具使用壽命的因素和產品質量的改進
為了降低生產成本,提高產品的市場競爭力,增加冷鐓模具使用壽命,需要考慮影響模具使用壽命的因素,改進產品質量。
模具所承受的擠壓力的大小直接決定著模具壽命的長短。下面討論影響冷擠壓壓力和產品質量的主要因素。
6.1 變形金屬的化學成分、組織結構與機械性能

圖9 第二沖具仁
試驗表明,含碳量越高,冷鐓時擠壓力越大,冷鐓性能越差,選用冷鐓材料應優先選擇低碳鋼。金屬的內部組織越均勻,晶粒度越均勻(晶粒平均直徑在0.02~0.06 mm之間),成型后產品出現裂痕的概率越小。原材料表面質量與潤滑情況對最終產品的表面質量也會有直接影響。
6.2 冷鐓擠壓方式
復合擠壓壓力<正擠壓壓力<反擠壓壓力
6.3 金屬變形程度
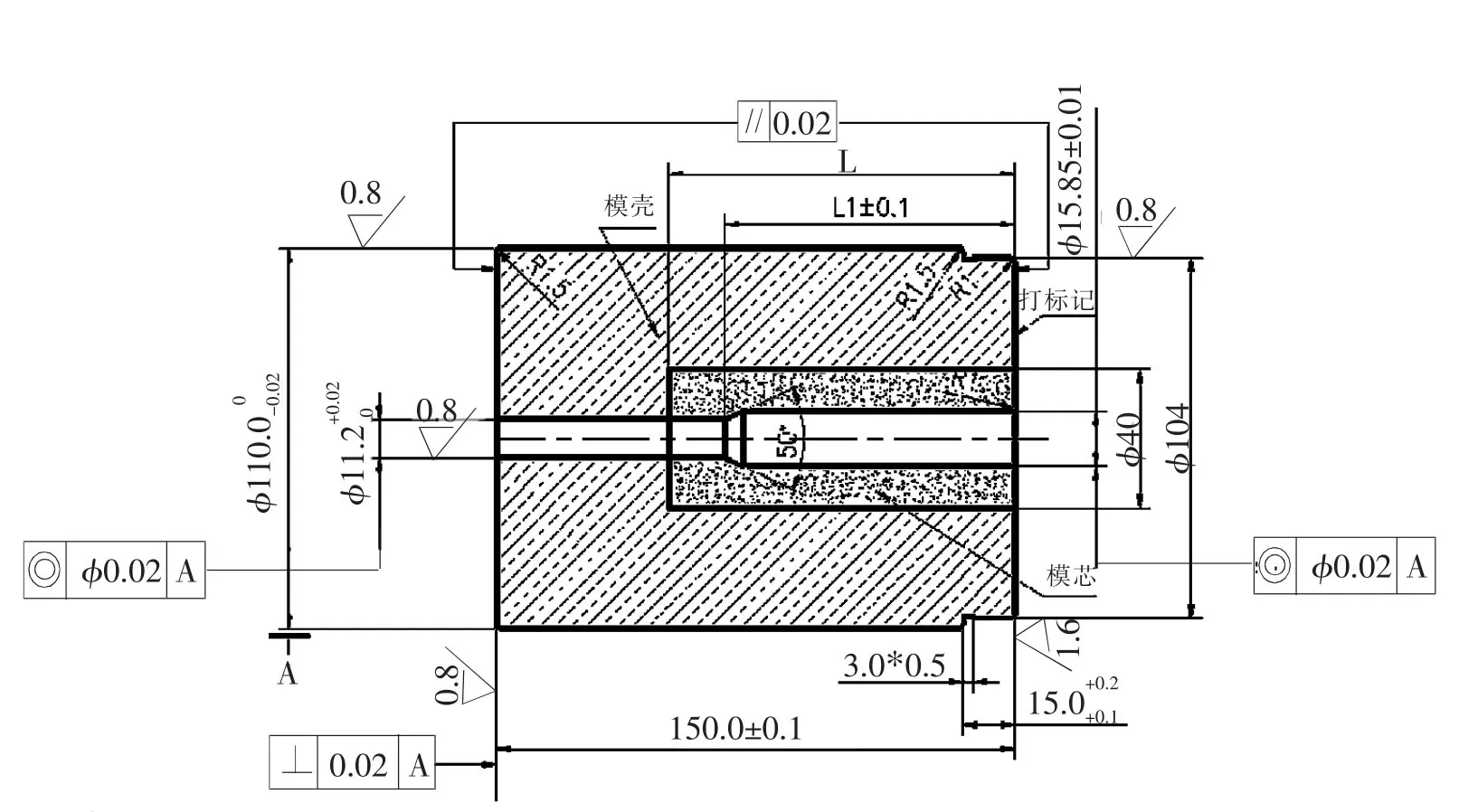
圖10 第二模具仁
圖11 第三模具仁
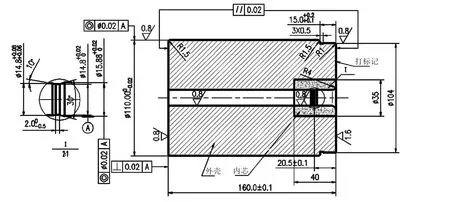
圖12 第四模具仁
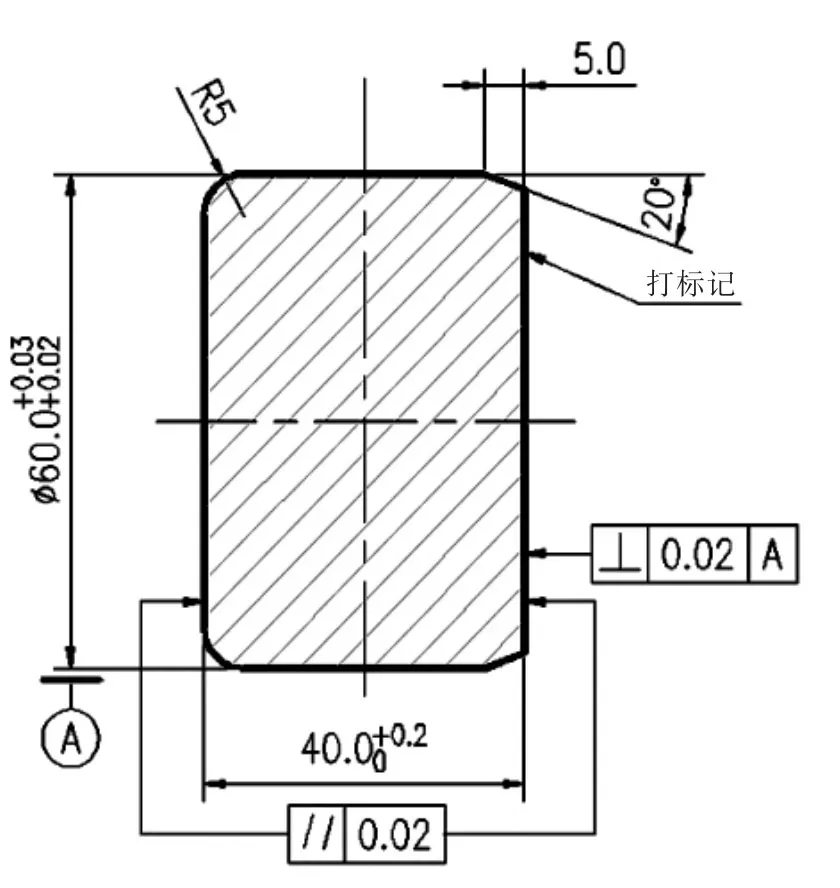
圖13 第三、四沖具仁,MPa
在其他條件相同的情況下,冷擠壓的變形程度越大,擠壓的變形抗力就越大,嚴重時會引起凸模、凹模的破裂。
6.4 摩擦條件
擠壓的變形過程是在工件與模具的表面之間存在外摩擦的情況下進行的。外摩擦對變形后金屬組織的不均勻性、對工件的表面狀態和質量都有很明顯的影響,變形功消耗增加,擠壓力上升。所以,一般原材料表面都會采取適當的潤滑措施,如磷化。
7 產品成型出現問題的原因和解決方案
產品成型出現問題的原因及解決方案見表1。
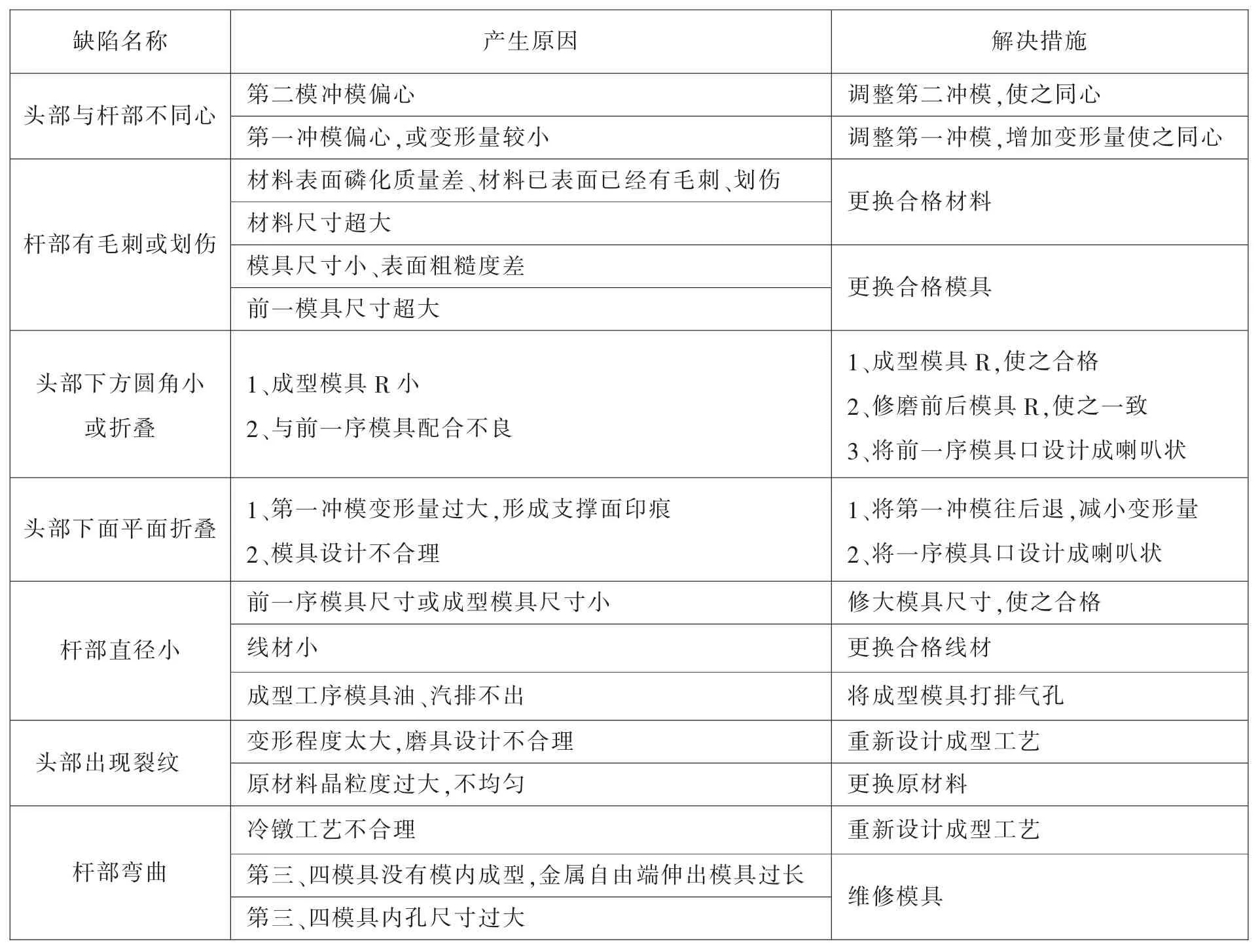
表1
8 總結
作為緊固件,鉚釘產品在鐵路貨車行業已經逐漸占據了主導地位,其加工質量與行車安全緊密相關。本文主要分析了鉚釘產品的生產工藝、模具設計制作、模具優化,介紹了常見問題的處理辦法,力求降低生產成本,提高產品質量穩定性。目前,此工藝已經實現批量生產,相信隨著生產裝備的改進,生產技術的提高,原材料生產工藝的改善,冷鐓產品的生產工藝也會隨之優化。
由于條件和時間的限制,文中對冷鐓工藝的分析還有很多欠缺之處,如金屬流動規律的研究以及其對冷鐓的影響,冷鐓過程中毛坯件溫度上升對冷鐓力的影響,加工硬化的影響等等,有待進一步研究。
猜你喜歡
精密成形工程(2023年10期)2023-10-18 02:43:40
裝備制造技術(2020年2期)2020-12-14 03:09:30
裝備維修技術(2020年15期)2020-11-28 09:45:30
中華詩詞(2020年1期)2020-09-21 09:24:52
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
智富時代(2018年12期)2018-01-12 11:51:50
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
中國機械工程(2016年21期)2016-12-24 01:54:00
