宣鋼1#高爐爐缸溫度高應對措施實踐
2020-04-07 09:19:30劉艷峰
名城繪 2020年3期
劉艷峰


摘要:本文介紹了宣鋼1#高爐爐缸溫度高應對措施,相關工作人員需要明確工作原理,認真執行操作,確保結果高爐爐缸溫度。
關鍵詞:爐缸溫度;高爐長壽
1? 1#高爐簡介
1#高爐始建于2006年12中旬,位于原選燒廠西面,于2008年3月15日投產。實際爐容為2657m3。高爐爐身采用全冷卻壁設備,從爐底到爐喉鋼磚下沿共設14段冷卻壁。爐腹、爐腰、爐身下部區域采用4段銅冷卻壁,其余均為鑄鐵冷卻壁。高爐內襯采用陶瓷杯炭磚水冷爐底、爐缸結構。爐底總厚度2800mm,爐底下部砌筑國產半石墨炭磚(3層高1200mm),爐底上部砌筑國產超微孔炭磚(2層高800mm),爐底最上部砌筑兩層陶瓷杯磚(高800mm),爐缸外側環砌進口UCAR碳磚(高5314mm),爐缸內側砌陶瓷杯磚,銅冷卻壁熱面采用150mm厚的特種噴涂料。冷卻系統采用軟水密閉循系統,對高爐的重要設備(冷卻壁、爐底、風口小套、中套、熱風閥及倒流休風閥)實現全軟水冷卻。1#高爐共設置30個風口,3個鐵口。
2 爐缸溫度情況
①2018年2月2#鐵口爐缸溫度點T342上升幅度較快,爐缸溫度點T342具體位置為2#鐵口下方偏西位置,測溫點T342(標高7960mm,徑距6650mm)。注:炭磚厚1250mm,01點插入50mm,02點插入200mm,03點插入350mm。具體位置見圖1、圖2:
T342從2018年2月24日開始出現較大幅度的上升。該點溫度從歷史趨勢來看,2017年8月18日最高為454℃,見圖3.
②水溫差及爐皮溫度檢測情況。2018年3月10日,現場對3個鐵口水溫差進行了測量,其中溫度高的2#鐵口水溫差為0.3~0.4℃,1#為0.3℃,3#為0.2℃。爐皮溫度3個鐵口區域變化不大均為40℃左右。和宣鋼2#高爐對比情況來看,正常生產過程中鐵口附件水溫差為0.2℃,(宣鋼2#高爐3#鐵口附近已通高壓水)。計算熱流強度:該冷卻壁為2段冷卻壁,長2.510米、寬1.715米,鐵口半徑0.612米,面積=2.510×1.715-3.14×0.612×0.612÷4=4.01㎡。總計176根水管,總水量3450t/h,平均每根水管水量19.6t/h。水溫差0.3℃。
熱流強度=19.6*7*0.3/4.01*1000=10266kCal/h.m2。
3 爐缸溫度高原因分析
1#高爐進入2018年后爐況穩定順行,風量、產量水平穩步提高,特別是3月份至今風量水平達到5065 m3/min ,平均日產達到6118t/d,,隨著冶強的提高爐缸環流加劇對鐵口碳磚的侵蝕導致碳磚溫度升高。
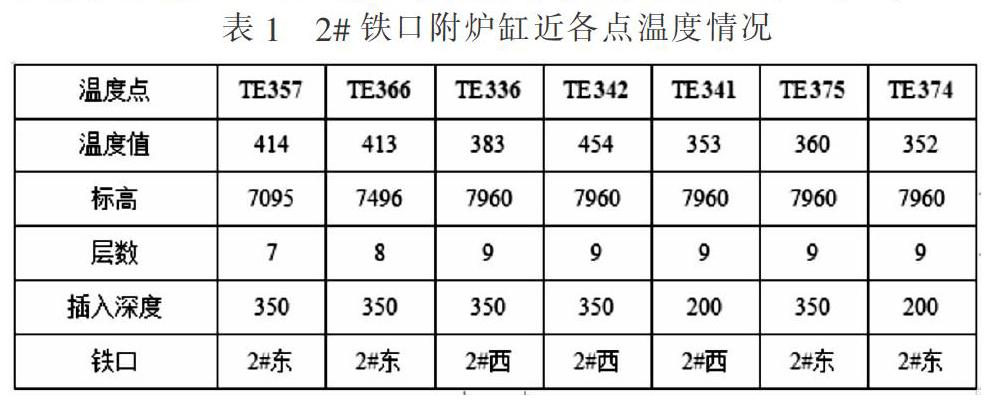
風量、產量水平提高后,除T342外的爐缸爐底各點均呈上升趨勢。特別是2#鐵口附近各點都有不同程度的上升見表1。
從幾次爐缸溫度高的情況來看,2#鐵口區域溫度在高產時容易上升,和2009年處理爐況期間鐵口放炮多有直接關系,該區域已經成為爐缸薄弱點。
4 爐缸溫度高應對措施
①2月13日,2#鐵口已經停場檢修。②加強爐前操作,保證在用的1#、3#鐵口>3米。③提高計算R2>1.27倍。④繼續保持較大的冷卻水量3900m?/h,和較大的爐底冷卻水量450 m?/h。⑤停配PB礦,鈦負荷由5.5kg/t提高至7.66kg/t。⑥10日白班21批,11日白班11批各輕負荷200kg,上提【Si】0.05%,目標【Si】>0.35%。⑦2月11日7:00富氧率由4.2%降低至3.7%,適當控制冶煉強度。⑧看水組每2小時測一次水溫差及爐皮溫度。
經過上述應對措施,爐缸溫度呈下降趨勢如圖4:
5 結語
①投近年來我國鋼鐵產量迅速增長,煉鐵高爐的技術經濟指標有了明顯的改善,但是隨著高爐產量水平的提高,延長高爐壽命的任務顯得更加嚴峻。②爐缸溫度升高對高爐的壽命影響很大,要及時采取有效措施。③調整相應的冷卻制度,加強爐前的出鐵管理,有利于延長爐缸壽命。④減氧控制冶煉強度,也能抑制溫度上升。⑤爐缸溫度高,高爐還應提高爐溫,提堿度,提高鈦負荷。
參考文獻:
[1]王筱留.鋼鐵冶金學:煉鐵部分[M].北京:冶金工業出版社,2013.
(作者單位:河鋼宣鋼煉鐵廠)