燒結機混料自動加水控制系統設計與應用
2020-04-06 09:25:34范永坤
數字通信世界 2020年3期
范永坤
(河鋼宣鋼公司計控中心,張家口 075100)
0 引言
一些鋼廠工藝中的燒結混料加水控制還是由工人根據經驗(化驗)值手動調節,這種方法不能保證混合水分含量的穩定,主要是不能及時解決由于混合料的礦種變化、配比變化、氣候變化、溫度變化等因素造成的水分擾動。混合料水分含量的合理控制能改善混料層透氣性,提高燒結礦產量、質量,降低能耗。
1 設計背景及總體思路
燒結礦的生產工藝是鐵前生產中的重要環節,燒結混料的水分不僅影響垂直燒結速度還影響燒結礦的成品率,返礦率和轉鼓系數。水分過低,雖然燒結速度快但成品率低,返礦量大,轉鼓指數下降。水分過高,精粉等容易粘在礦槽影響混合料均勻性,造成燒結速度慢,生產率低,各種能耗增加。混合料水分含量的合理控制能改善混料層透氣性,提高燒結礦產量、質量,降低能耗。
2 技術方案
2.1 工藝生產對水分的影響
一是燒結混合料配比、混運礦換堆對測量精度的影響;二是除塵灰等親水性物料含量對混合料整體水份的影響;三是生石灰等反應性物料含量對混合料整體水份的影響;四是熱返礦溫度及含量對混合料整體水份的影響。
根據生產需求配方,制定出不同配方的加水反饋數學模型,克服因物料、配比變化帶來的水分擾動。
2.2 設備影響因素
(1)燒結混合料在線水份檢測設備的選型及標定方法直接影響含水量測量,燒結機選用NDC公司MM710系列在線紅外水分檢測儀,儀器出廠前已經作過全量程線性化,但是可能需要進行修正值精調,使水分儀的測量與宣鋼燒結標準方法和測量工位相匹配。該檢測儀探頭安裝、與探頭內部快速標定程序的調校都對測量值準確性有直接影響。
(2)燒結混合料水分檢測難點。原料加工混合中,我們需要在精確計算的情況下計算出需要加水的量,通過混合一段的工藝過程實現初步混合,初步加水,粗放控制加水量,一定要保證加水量略低于目標值百分之四左右或者接近百分之二左右,在這一段工藝上完成初步的加水,如果加水量達到了目標值二段就不加水,如果這一工段加水量不足我們在這一段自動計算加水量通過控制閥門開度,根據流量計算出加水量確保二段精細控制部分能否實現目標水分值。皮帶上料堆混合的不均勻,每種原料的含水量不同,混合后很難測量出平均含水量,所以對于含水量的平均值的測量得準確度是實現自動加水控制系統的前提。市面上測量水分的主流儀器主要有:紅外線水分儀、中子水分計、微波水分儀。為了穩定準確的測量燒結混合料水分,我們分析了宣鋼360燒結混料現狀和各種分析儀優缺點,選定水分儀。
紅外線水分儀的工作原理是通過光線反射來測量受料堆的厚度影響較大,還受光照強度,灰塵含量能見度的影響較大。因為宣鋼3#360燒結機現場光線照明情況易導致紅外線測量不準,將其排除在外。
選定微波水分儀,因其不受被測物料重量,密度和厚度的影響,高精度,高重復性,非接觸式測量,不影響物料的運輸。操作安全,不含放射性源,微波信號僅限于天線之間,強度低于普通的手機的這些特點,最終燒結水分檢測選用了微波水分儀。微波法被認為是最準確和可靠的在線水分測量方法。與紅外法比較,微波法有以下的優點:
(1)紅外法只能測量物料表面濕度,微波法可測量全部物料的濕度。
(2)顏色的微小變化會顯著地影響紅外法的測量結果,而微波法不會受顏色的影響。
(3)紅外法測量結果受光照強度的影響,而微波法不會受光照強度顏色的影響。
(4)在惡劣的工業環境里,紅外測量的鏡頭積塵積土會影響測量,微波法在惡劣的工業環境里使用不會影響測量。
2.3 燒結混合料水分控制難點
(1)由于混合機前的混合料是分層疊加,經過多條皮帶倒騰后不均勻,無法準確檢測混合機前的水分值,所以只能采用憑經驗預估。
(2)由于混合機滯料時間長,一般控制方式無法控制。
(3)現有的燒結混合料水分檢測儀只能檢測燒結混合料的相對水分值,準確測量難度巨大。
(4)燒結工藝線路長復雜,混合料品種多樣,成份配比復雜難以保證穩定不變。
2.4 自動控制系統工作原理
混合料在皮帶上初步混合后經過工藝一段,我們成為一混段,在一混段段前加裝微波水分析儀,初步測量混料含水量,然后根據目標含水量計算出需要加水的量,通過電動調節閥調節開度,結合電磁流量計計算出流量實際加水量,一混段后加裝微波水分析儀,測量出一混后水分含量,經過控制器PID1來計算出是否符合目標加水量,根據差值判斷是否需要在二混段來進行自動加水。如果一混控制就能實現我們的目標值,二混段就不再加水,如果一混段沒有實現目標水分值我們就要在二混段通過控制器PID2來進行反饋控制加水,加水的依據為一混段后水分含量,和二混段水分含量反饋值,通過設置限連鎖控制,來確保系統的穩定性。
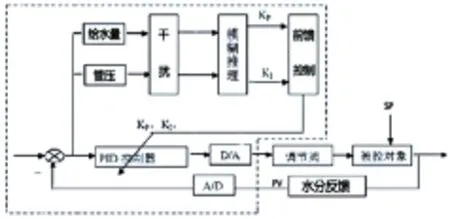
圖1
原料水分:燒結機前皮帶上燒結料的水分量。目標水分用SM:根據工藝要求設定的燒結料的最終達到的水分值。
水分測量值PN:由微波水分測量儀測量出的第一段工藝出口水分含量。
需要加水量QQ:電動調節閥結合電磁流量計計算出加水量。
應加水量QU表示,由建設的模型根據料配比來計算出來的數據。
來料水分計算PS1:通過手動操作使系統后,所得出的具體數據計算出燒結料的原始含水量。
計算應加水公式:QY=W(SP-PS1)/100
來料水分值計算:當QY=QM時,PS0=SP-(QM/W)*100
當系統投入自動調節模式后如圖2趨勢:
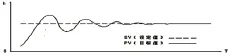
圖2
3 結束語
燒結礦加水量自動控制在全國燒結行業依然處在探索和完善階段,宣鋼公司自主研發的燒結自動加水控制系統已進入試運行階段。自動加水系統投入運行后,保證了混合水分含量的穩定,及時調整由于混合料的礦種變化、配比變化、氣候變化、溫度變化等因素造成的水分擾動,使得燒結礦混合料水分穩定,達到了提高燒結礦產量、質量,降低能耗的目的。
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
