發動機缸體鑄造用冷芯盒及外模結構優化
2020-04-03 07:56:10肖寧寧宋述同廉貞松
中國鑄造裝備與技術 2020年2期
關鍵詞:結構
肖寧寧,宋述同,廉貞松
(1.山東科技職業學院,山東濰坊 261053;2.河北北汽福田汽車部件有限公司,河北承德 067000;3.濰柴動力(濰坊)鑄鍛有限公司,山東濰坊 261000)
到目前為止,國內外已有較多的工廠使用冷芯盒工藝制作多種類型鑄件的砂芯,在我國北方地區冷芯盒制芯推廣應用已較為普遍。然而對于冷芯盒模具的設計及制作除一些權威資料有一定的介紹外,其他研究似乎并不多見。這也導致鑄造模具行業目前缺乏統一公認的設計方法,如果客戶沒有特殊要求,大多數模具廠習慣遵從各自的設計習慣。近些年來,重卡發動機缸體的灰鐵鑄造工藝及模具設計已日趨成熟,但經過實踐檢驗,一些常見的模具結構設計在實際使用過程中往往并不實用甚至不合理,會給模具壽命、生產效率或者產品質量帶來不利影響。筆者根據近幾年從事相關行業的經驗,對在實際生產中模具結構常見的問題進行分析,并提出改進建議,僅供同行參考,避免設計過程中走彎路,以求共同提升鑄造模具及工藝設計水平。
1 冷芯盒結構優化
1.1 射砂板結構優化
10L排量以上發動機缸體芯盒多為冷芯盒,其中主體芯一般采用大型制芯中心制芯,單側機一次射砂能力可達110~130L,但有的發動機缸體受本身結構限制,主體芯質量較大,一次射砂量往往不能滿足需要,射出的砂芯多有虛砂、孔洞缺陷,后期通過修補膏進行修補后使用,不僅會影響生產效率,而且增加了生產成本。修補膏在澆注過程中還可能脫落形成砂眼缺陷,對產品質量的提升帶來較大隱患。多數廠家會在制芯過程中通過兩次射砂來解決射砂不實的問題。但是,二次射砂會增加制芯時間,影響制芯效率。因此,如何在一次射砂過程中滿足砂量需求是解決這類問題的關鍵。
我們給出的解決方案是將原有的射砂板由平板改成凹形板,即在保證射板厚度和開模行程的前提下采用射頭面掏空的形式來提高射頭內的容砂量,從而達到一次射砂量可滿足單側砂芯制芯需求。修改前后如圖1、2所示。
1.2 射砂嘴結構優化

圖1 改前射板結構

圖2 改后射板結構
在射砂量完全滿足需要的前提下,如果砂芯質量仍然不佳,就應該考慮射嘴結構或布局是否合理。很多模具廠家設計的射嘴為收腰式(倒喇叭式,如圖3所示),目的是強化射嘴,提高射嘴使用壽命。但在實際使用過程中這種形式的射嘴往往因為下部直徑過小導致容易堵塞使實際射砂量減小,砂芯射不實,而且射嘴也更易因堵砂而脹壞。建議采用圖4所示的直筒式射嘴,射砂通暢,不易堵砂,只要射嘴與上模框射孔間隙設計合理,設備運行精度和模具定位精度可保證,該種形式的射嘴壽命反而更長。
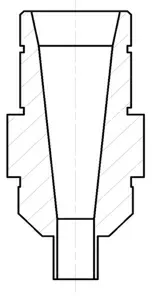
圖3 收腰式射嘴
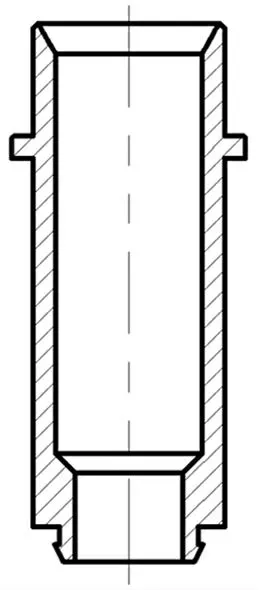
圖4 直筒式射嘴
1.3 側抽塊密封形式優化
缸體主體芯一般帶有側抽裝置,以形成缸體砂芯頂底處的掏空結構,不僅可以使砂芯重量減輕節約成本,還有助于澆注成型過程中砂芯的排氣。但不少模具廠家習慣采用圖5所示的側抽結構,即密封條安裝在側抽板上,沿側抽棒圓周布置。芯盒鑲塊到芯盒型腔的較大一段距離采用間隙密封,一般間隙設置為0.1mm。在開模取芯側抽棒抽離過程中芯砂會不斷落入密封區域,導致側抽棒再回位時與芯盒密封面產生摩擦。長期如此,密封面因磨損過大逐漸失效,此時密封要靠側抽板上的密封條進行密封。側抽板一旦變形導致合模不嚴,將造成砂芯頂底部嚴重跑砂。這種側抽結構優點在于整個側抽棒有兩級臺階結構組成,重量較輕。但缺點是密封條距離砂芯型過遠,基本起不到密封作用,完全靠間隙密封,芯盒磨損較大,且密封效果差。如果采用圖6所示的三級臺階式側抽形式密封,雖然側抽重量略有增加,但密封條到型腔距離大大減小,可以充分發揮密封條作用。且間隙密封區域采用可換活塊式,當磨損較大時,可通過更換活塊實現重新密封,避免大面積修補芯盒,在保證砂芯質量的同時,還可大大降低制造成本。側抽板盡量采用整體鑄造結構,不要使用焊接結構,因為焊接板如果后處理不到位,在使用過程中易發生變形,導致側抽合模不到位,從而發生跑砂缺陷。
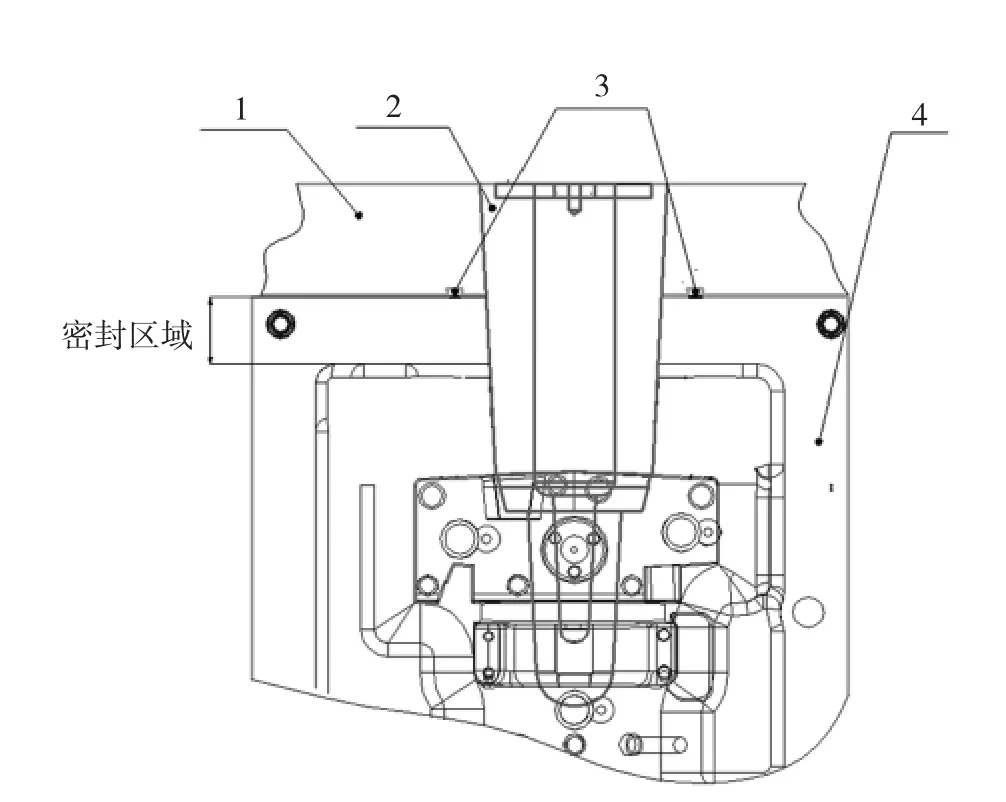
圖5 原有側抽密封形式
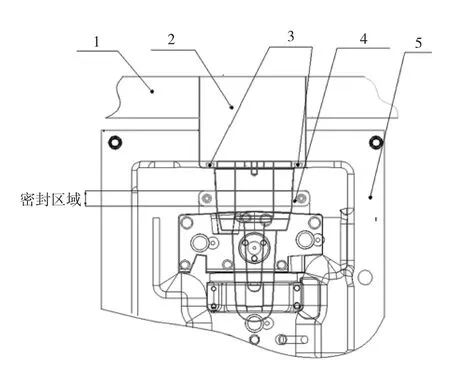
圖6 優化后側抽密封形式
1.4 上模底板結構優化
為保證射砂位置、保護射嘴壓板,射砂板下部與上模底板接觸的一面往往裝有若干限位塊,這些限位塊經過熱處理,強度硬度均高于上模底板。模具長期使用后,上模底板會因限位塊的撞擊出現凹坑,導致射砂板下沉,進而導致射嘴位置下降,結果砂芯表面出現射砂坑。需要通過焊補上模底板或重新調整射嘴皮套高度解決,不僅降低了生產效率,而且加速了模具的磨損,模具結構如圖7所示。可以通過在上模框底板對應射板限位塊位置安裝可更換鑲塊的方式來解決。鑲塊大小及熱處理方式同限位塊即可,如圖8所示。
1.5 下頂芯桿結構優化
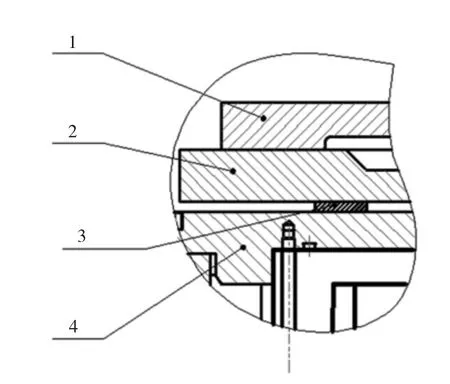
圖7 原有上模框結構
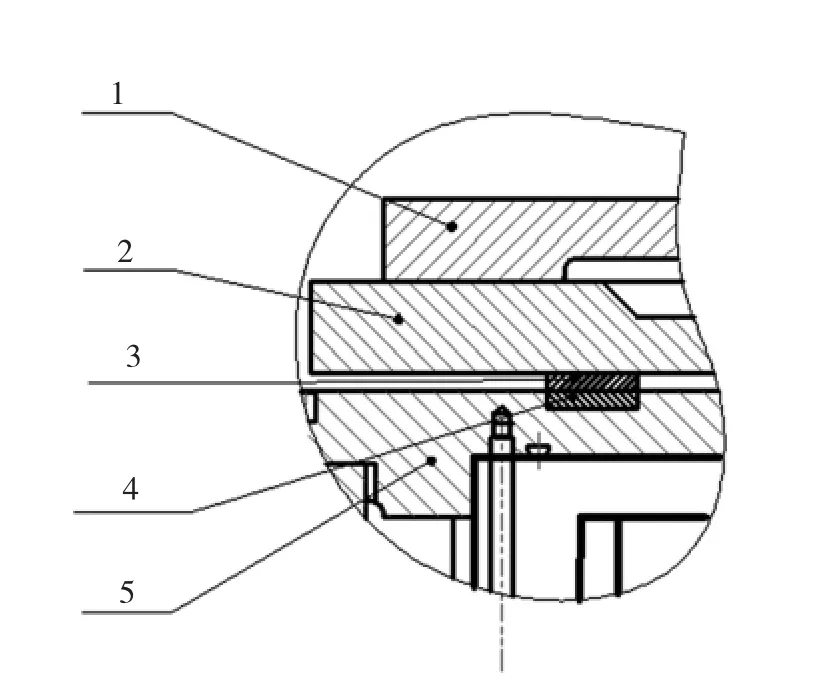
圖8 優化后上模框結構
下頂芯桿固定在下頂芯板上,不僅起到開模后將砂芯從下模型腔中頂出的作用,還起到局部成型的作用。頂芯桿調整的位置一般以與模具型腔表面平齊或是高出型腔0~0.5mm為宜,以保證砂芯配合及鑄件壁厚。采用圖9所示下壓板固定式的頂芯桿,將模具起吊后方便頂芯桿的更換,但是在使用過程中容易因緊固螺釘松動引起壓板下沉,進一步導致頂桿下沉,從而使砂芯表面多肉,導致鑄件壁薄。如果是芯頭位置,則會影響砂芯的配合間隙,進一步引起鑄件尺寸問題。如果改用圖10所示的上壓板固定形式,則可以很好地避免這一問題的發生。即使螺釘松動,頂桿也不會因重力產生下沉,大大降低了生產過程中工人調試頂桿高度的頻率,提高了生產效率。采用單個式壓板進行固定,相比整體式壓板或活動固定式壓板,制作簡單、重量輕,可以起到事半功倍的效果[1]。同時,模腔頂桿孔宜增加頂桿襯套,避免長時間磨損導致頂桿孔變大,形成砂芯毛刺。
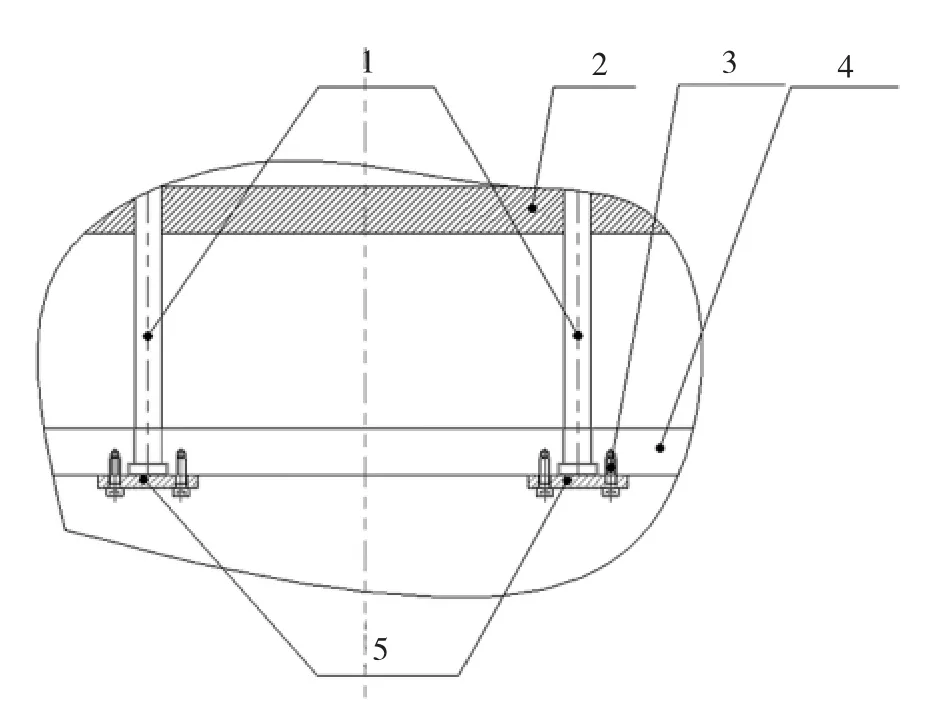
圖9 下壓板式頂芯桿固定模式
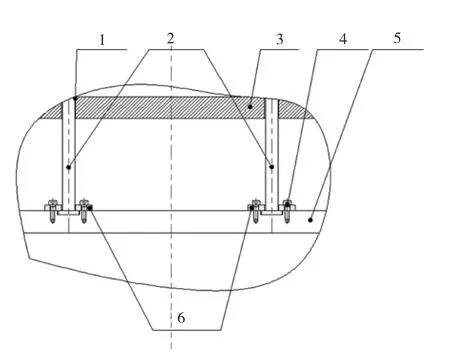
圖10 上壓板式頂芯桿固定模式
2 下芯夾具結構優化
車用發動機氣缸體類復雜薄壁鑄鐵件,通常是在砂型鑄造流水線上大量生產,在其鑄造生產過程中,重要的工裝——下芯夾具起著既要保證眾多砂芯組合及下入型腔的尺寸精度還須匹配流水線的生產節速的作用;除此之外,下芯夾具的結構在滿足生產工藝要求的情況下,應結構簡單、可靠、操作方便以及制作成本低[2]。目前很多大型現代化工廠都不再使用傳統的下芯機械手下芯,而改用工業機器人下芯。因為相比前者,后者靈活性提高,適用性更加廣泛。只需更換夾具和相應程序,就可實現多種不同類型產品的下芯操作。下芯過程中的下芯精準度會對鑄件尺寸產生重要影響,因此下芯精度的控制在鑄造生產過程中至關重要。傳統下芯機械手的下芯精度取決送芯托盤的定位以及下芯機和砂箱的銷定位配合精度。而工業機器人運行精度更加可靠,不再采用銷定位,下芯位置的準確度就完全取決于下芯夾頭的定位設計。一般的缸體下芯夾具上的夾頭根據缸體的尺寸,采用頂底方向各三個的形式。三個夾頭采用形狀完全一致的“運動場”型。這種形式的夾頭長度方向的兩個平面不起定位作用,主要依靠頂部的半圓弧來同時起支撐和定位作用,如圖11所示。這種夾具的問題在于支撐和定位面采用同一平面,在砂芯被夾具夾起時,由于重力作用,夾頭首先起支撐作用,由于摩擦力的存在,弧面的導向作用會被大大弱化甚至完全抵消,從而導致砂芯在長度方向無法定位。而如果采用圖12所示的下芯夾頭,定位面和支撐面不為同一平面,且定位面高度比支撐面低0.15~0.2mm。在砂芯被夾起的時候,兩端弧形定位面起定位作用,中間三角形導向面起導向作用,由于高度比支撐面略低,因此不承受砂芯重力,可以避免因摩擦力的存在使導向作用失效,可以較好地實現砂芯的定位。
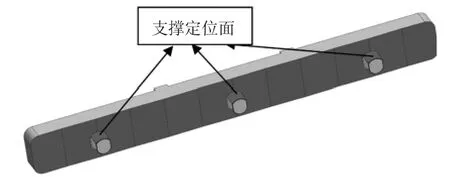
圖11 原有下芯夾具
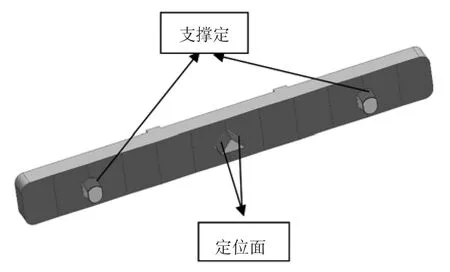
圖12 優化后下芯夾具
3 外模結構優化
外模是參與造型、容納砂芯并形成鑄件外觀的一類模具。在外模的參數設計過程中,外模與砂芯之間的間隙設計極為重要,間隙過大易導致跑火,造成鑄件氣孔或澆不足缺陷。間隙過小則易發生擠掉砂,造成鑄件砂眼缺陷或因下芯不到位導致的尺寸問題。鑄造生產是一個較為復雜的過程,其中制芯過程最難控制,經常會因為模具磨損或其他原因導致砂芯尺寸發生變化,由于變差累計,組芯后砂芯長度上尺寸的變化尤為常見。這種變化對外模間隙的設計提出了較高要求。
很多鑄造廠的模具后期改進過程中出現芯頭位置包裹銅皮或鐵皮的現象就是由于這種變差導致的間隙不足。雖然這種形式的更改大部分可以滿足后期工藝需求,但一旦間隙不合適,還需拆卸后進行二次更改,既不美觀也不便利(見圖13)。如果模具設計時做好預判,將易產生尺寸變化的芯頭位置做成分體或活塊形式,就可以較好地避免這一問題的發生。當間隙不足時,可以通過拆卸活塊,通過填充活塊與模具本體之間的間隙來增加間隙(見圖14)。
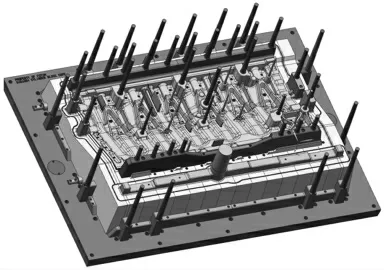
圖13 缸體外模整體結構
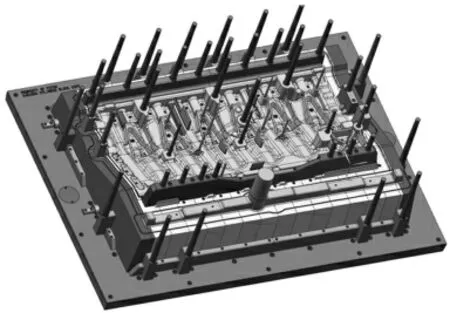
圖14 缸體外模活塊結構
4 結語
以上的關于冷芯盒射板、射嘴、側抽密封結構、上模底板、下頂芯、下芯夾具以及外模的優化結構使用后,模具的應用及其維護等過程更為簡便,模具壽命大大提高,同時有助于保證砂芯質量及鑄件質量,具有一定的借鑒和推廣價值。
猜你喜歡
小獼猴智力畫刊(2023年4期)2023-04-23 08:49:58
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學生數理化·高一版(2018年1期)2018-02-10 05:20:03
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
七彩語文·寫字與書法(2016年7期)2016-07-28 21:40:22
七彩語文·寫字與書法(2016年6期)2016-07-15 19:36:34
人間(2015年21期)2015-03-11 15:23:21
現代企業(2015年9期)2015-02-28 18:56:50
