基于CETOL的微波爐間隙與段差裝配仿真研究
2020-04-02 12:45:48包捷吳延岐趙超一周宇彭定元
家電科技 2020年2期
關鍵詞:優化
包捷 吳延岐 趙超一 周宇 彭定元
廣東美的廚房電器制造有限公司 廣東佛山 528311
1 引言
微波爐是一種常見的利用微波加熱食物的器具,目前市面上微波爐產品種類繁多,好的微波爐除了性能優良以外,外觀也是消費者關注的重點。而整機的間隙與段差是考核外觀的重要指標之一。
微波爐的組成零部件繁多,包括腔體、外罩、門面、控盒、底板、鉸鏈等,其關鍵零部件結構如圖1所示,圖1中1-外罩、2-腔體組件、3-鉸鏈、4-門體組件、5-門面、6-控盒、7-底板組件。工程師在設計微波爐過程中,對于單個零部件的尺寸公差設定往往只憑經驗,而當多個部件裝配成整機后,公差疊加會對微波爐的間隙與段差產生很大影響。故尺寸公差設定不當會導致微波爐間隙與段差過大,甚至引發部件干涉或微波泄漏等嚴重產品缺陷。
當前,對于復雜部件的公差仿真分析國內外一般采用CETOL軟件進行,廖勇軍,王芳芳等以變速箱的油封工裝為研究對象,通過在CETOL中建立對應的仿真模型,找出了現有產品同軸度超差原因[1]。李萬莉,丁云霞對集裝箱跨運車的下橫梁與立柱模塊進行的公差優化設計,提出了裝配成功率高達98%的裝配方案,節約了成本[2]。張曉飛,馬繼偉等對空調蒸發器進行研究,通過優化管板的孔直徑公差,解決了管板與銅板裝配間隙大的問題[3]。
在目前的公差仿真研究中,專門針對微波爐的研究較為少見,通過CETOL軟件對微波爐間隙段差值進行仿真研究,可以為工程師在設計零部件時提供很好的理論依據,避免設計時過分依賴經驗;也可以結合仿真結果,對現有平臺產品的部件進行合理的尺寸優化,從而改善產品外觀,提升產品市場競爭力,具有很強的實用價值與工程指導意義。
2 公差設計理論
公差設計的主要任務是求解封閉環與組成環的基本尺寸及其公差之間的關系問題。而計算機輔助公差設計主要有極值法與統計分析法兩類方法。
2.1 極值法
極值法的計算公式為:

式中:T0為封閉環公差;ξi為傳遞系數;Ti為組成環公差。
采用這種方法的缺陷在于每個零部件需要嚴密配合才可100%滿足使用要求,會較大提升制造成本與部件報廢率。
2.2 統計分析法
統計分析法利用了統計學知識,在保證裝配質量的情況下提高設計彈性,降低制造成本。讓部件在彈性公差范圍內滿足要求。
統計分析法計算封閉環公差公式為:

敏感度表示裝配尺寸鏈中各個組成環的尺寸變化對于裝配效果的影響程度,而貢獻度表示裝配尺寸鏈單個組成環尺寸公差對于封閉環尺寸公差的貢獻程度大小。利用統計法計算的貢獻度公式為:

3 仿真模型建立與分析
微波爐的三維仿真模型如圖2所示,涉及間隙與段差的外觀面有A面,B面,D面,E面。
表征微波爐間隙與段差的物理量如圖3所示,分別為A縫間隙、B縫間隙、D縫間隙、E縫間隙,A面高低段差、B面高低段差、D面高低段差、E面前后段差。其具體計算公式與標準值如表1所示。
一些大學生為了在“雙選”的就業競爭中搶占先機,找到好的歸宿,耍小聰明,對自己的履歷大做文章。調查中,有4%的學生認為可以隨便違約,學校不應限制;有38%的學生認為可以違約,但學校應該規范;有57%的學生認為不能違約,要注重大學生和學校的信譽。說明大部分學生能嚴肅認真地對待簽約問題。

表1 間隙段差指標表
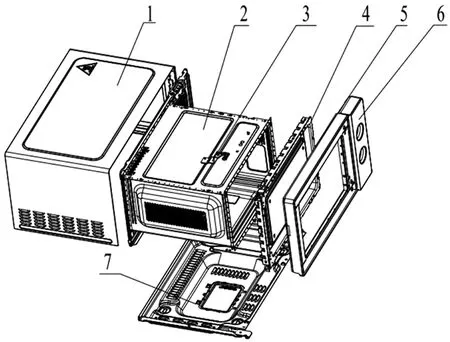
圖1 微波爐關鍵零部件結構示意圖
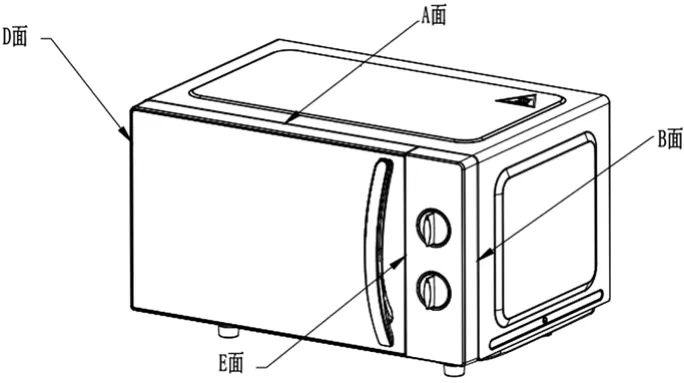
圖2 微波爐三維仿真模型

圖3 微波爐間隙段差示意圖
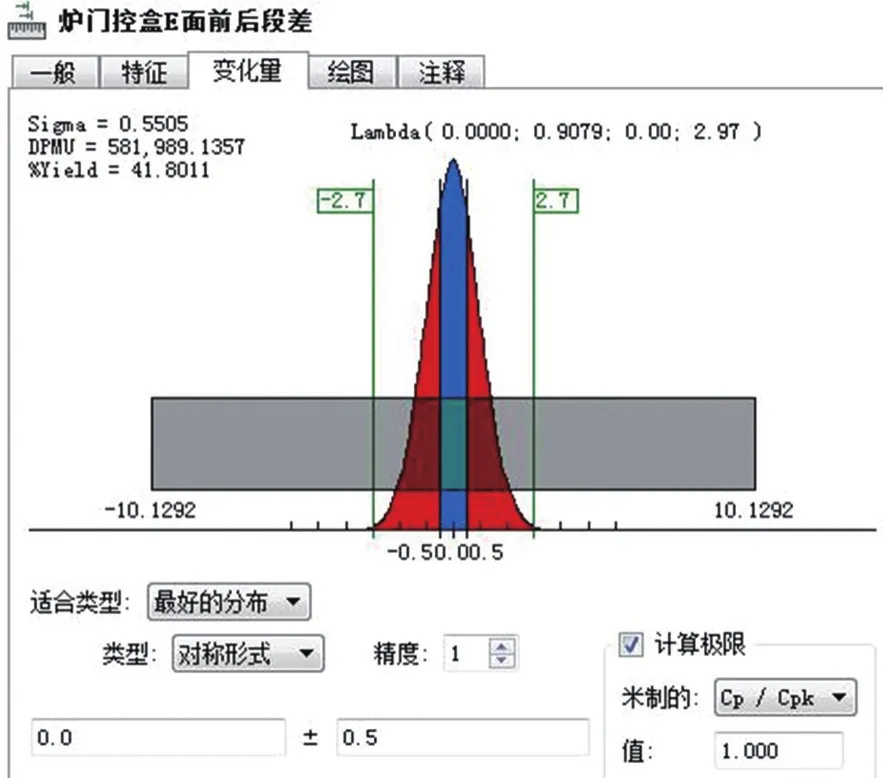
圖4 微波爐E面前后段差尺寸分布圖

圖5 門控A縫間隙尺寸分布圖
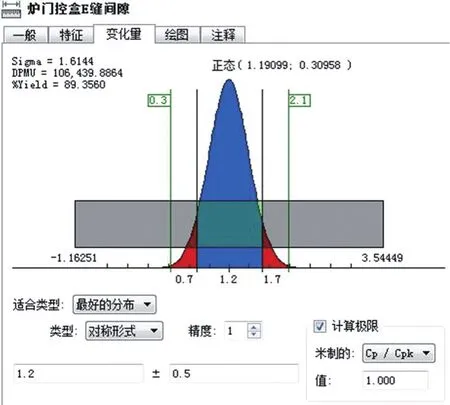
圖6 門控E縫間隙尺寸分布圖
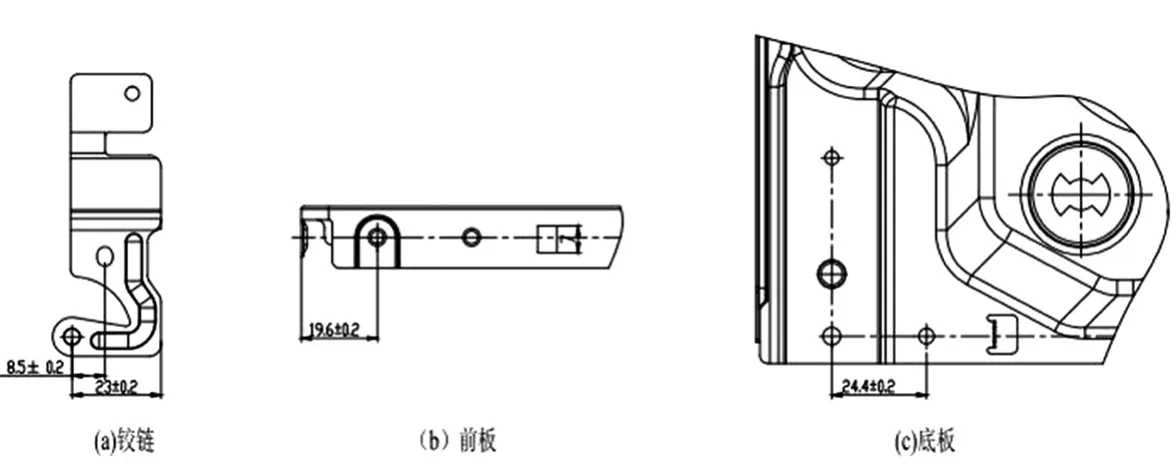
圖7 關鍵尺寸圖示
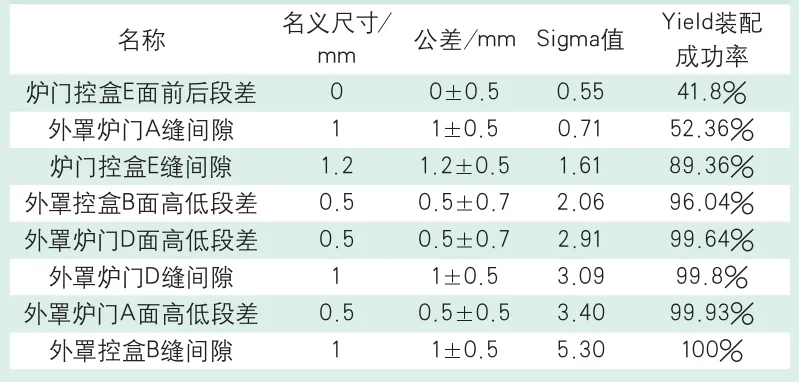
表2 CETOL間隙段差仿真結果
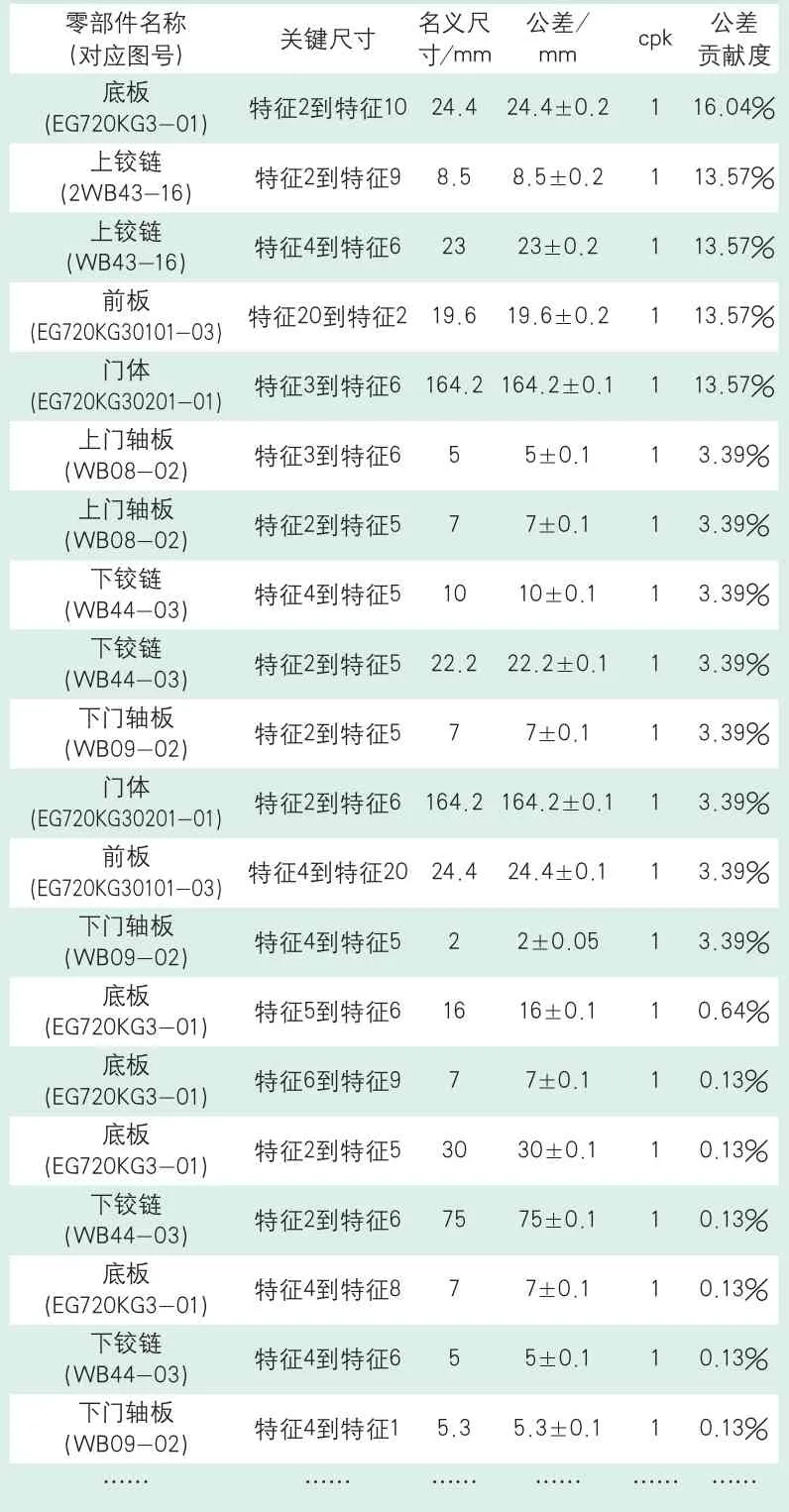
表3 各零部件尺寸的貢獻度分布(截選)

表4 尺寸公差修正表
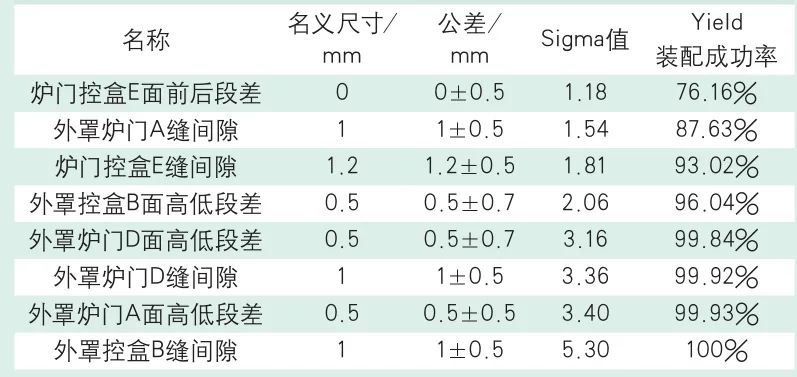
表5 優化后間隙段差仿真結果
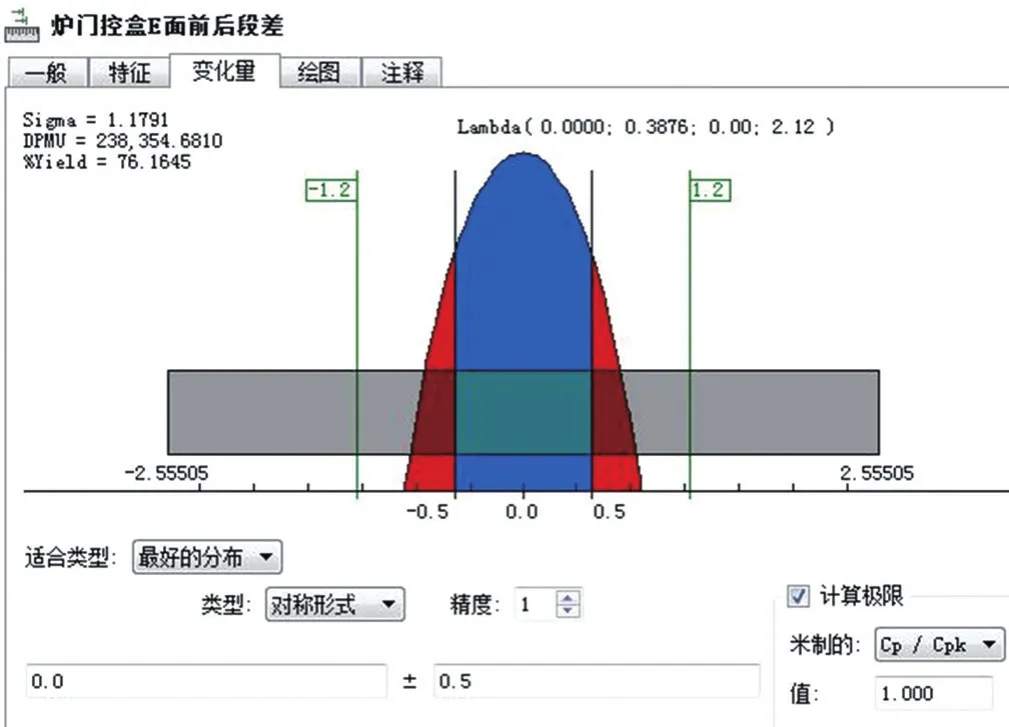
圖8 優化后門控E縫前后段差尺寸分布圖

圖9 優化后門控A縫間隙尺寸分布圖
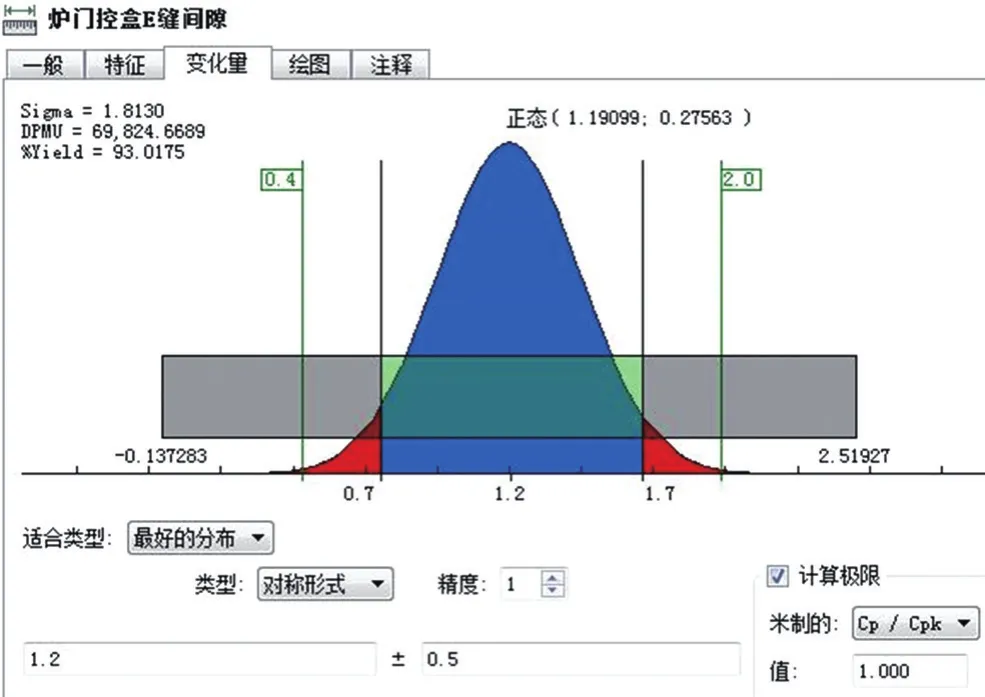
圖10 優化后門控E縫間隙尺寸分布圖
仿真模型滿足以下假設:(1)組成微波爐的各個部件或組件不會發生熱變形或焊接偏位,如腔體組件、門體、底板組件等;(2)所有零部件的公差分布均滿足正態分布;(3)對間隙段差影響不大的零部件可在仿真模型中省略,如安裝于腔體內壁的磁控管、變壓器、導風罩、轉盤電機、旋鈕等部件;(4)所有零部件的公差均在圖紙標注范圍內。最終的仿真模型包含18個零部件,98個尺寸公差及形位公差。
依據各個零部件的裝配關系,設定好對應的連接副與約束類型,依據圖紙輸入對應零部件的尺寸公差及形位公差。仿真結果如表2所示,根據表2可知:初始設計狀態爐門控盒正面E面前后段差、外罩爐門A縫間隙差、爐門控盒E縫間隙差的sigma水平較低,分別只有0.55,0.71,1.61;而其他5個外觀間隙與段差指標則sigma水平與裝配成功率較高。
爐門控盒正面E面前后段差、外罩爐門A縫間隙、爐門控盒E縫間隙的具體尺寸分布圖如圖4~圖6所示。由圖可知:
(1)微波爐的E面前后段差實際為-2.7mm~2.7mm之間,段差標準值為-0.5mm~0.5mm,裝配成功率只有41.8%;
(2)外罩爐門A縫間隙實際間隙為-1.1~3.1mm之間,間隙標準值為0.5~1.5mm,裝配成功率為52.36%;
(3)爐門控盒的E縫間隙實際為0.3mm~2.1mm,間隙標準值為0.7mm~1.7mm,實際值與標準值較前兩個指標較為接近,裝配成功率為89.36%。
4 優化方案
上述三個間隙與段差指標偏低的主要原因是微波爐的構成部件較復雜,尺寸鏈較多,較難直接采用理論分析,尺寸公差的設定多憑經驗,缺少系統理論計算,公差經多級累積,導致指標值較差,為改善以上三個間隙與段差指標,需對相應的零部件尺寸公差進行優化,以爐門控盒E面前后段差為例,各零部件尺寸的貢獻度分布從高到低排序部分截選如表3所示,不同零部件對應不同的仿真模型圖號,每個模型擁有若干個特征,不同特征之間建立有尺寸約束,根據貢獻度的高低分布表,可判斷出對間隙段差指標影響較大的關鍵尺寸所在的零部件位置以及對應公差值,由表3可知,貢獻度靠前的幾項關鍵尺寸中,除門體孔位尺寸164.2±0.1mm因其公差精度已達到±0.1mm,受生產制造水平限制較難進一步調控外,對指標貢獻度較大,且可通過工藝水平提升較易調控的尺寸有以下幾個:(a)上鉸鏈孔心距8.5mm;(b)上鉸鏈固定孔邊距23mm;(c)前板定位孔邊距19.9mm;(d)底板定位孔心距24.4mm。幾個關鍵尺寸如圖7所示。
對以上關鍵尺寸進行優化,縮小貢獻度大的尺寸公差,具體尺寸公差修正如表4所示。
優化后的間隙段差仿真結果如表5所示,爐門控盒正面E面前后段差、外罩爐門A縫間隙、爐門控盒E縫間隙的具體尺寸分布圖如圖8~圖10所示。由圖可知:
(1)微波爐的E面前后段差實際為-1.2mm~1.2mm之間;E面前后段差sigma值由0.55上升至1.18;裝配成功率由初始的41.8%,改善至76.16%;
(2)外罩爐門A縫間隙實際間隙為0~2mm之間;A縫間隙sigma值由0.71上升至1.54;裝配成功率由初始的52.36改善至87.63%;
(3)爐門控盒的E縫間隙實際為0.4mm~2mm;E縫間隙sigma值由1.61上升至1.81;裝配成功率由初始的89.36%改善至93.02%。
通過優化上鉸鏈孔心距、上鉸鏈固定孔邊距、前板定位孔邊距、底板定位孔心距等幾個關鍵尺寸對以上三個間隙段差指標改善效果明顯,通過提升生產制造水平,提高加工精度可較好達到緊縮公差帶的要求。
5 結論
(1)制定了微波爐間隙與段差的評價指標,在CETOL軟件中構建微波爐的公差仿真模型,考慮了尺寸公差與形位公差對微波爐的影響,通過仿真數據表明:在原始設計狀態下,爐門控盒正面E面前后段差、外罩爐門A縫間隙差、爐門控盒E縫間隙差三項指標偏低。
(2)根據各尺寸對間隙段差的貢獻度分布,并結合實際生產工藝水平,確定對指標影響較大的關鍵尺寸,通過優化分析,E面前后段差裝配成功率漲幅82.2%;外罩爐門A縫間隙裝配成功率漲幅67.4%;爐門控盒的E縫間隙裝配成功率漲幅4%。
(3)采用此方法對微波爐的間隙段差值進行研究,可為以后設計微波爐零部件,如腔體、門體、鉸鏈等尺寸提供理論支撐,對于關鍵尺寸需增加品質管控,而對于非關鍵尺寸可在制造時適當放大公差,降低設備精度要求從而可減少經濟成本,具有較大的實用價值。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
能源工程(2022年1期)2022-03-29 01:06:28
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
今日農業(2020年16期)2020-12-14 15:04:59
消費導刊(2018年8期)2018-05-25 13:20:08
家庭影院技術(2018年4期)2018-05-09 07:07:41
電子制作(2017年20期)2017-04-26 06:57:45