船用鋁/鋼復合結構承載模式優化研究
2020-03-31 18:04:00孫宏坤余洋聶黎軍胡波閆德俊
廣東造船 2020年6期
孫宏坤 余洋 聶黎軍 胡波 閆德俊


摘 ? ?要:基于鋁-鋼復合過渡接頭具有拉/剪強度相當的特性,提出了船舶鋁/鋼復合連接結構拉-剪雙承載模式,即將鋁-鋼過渡接頭的承載模式從傳統的正向拉伸改變為拉伸與剪切共同作用模式。過渡接頭傾斜角度由復合界面處的拉伸強度與剪切強度確定。數值模擬研究表明,拉-剪雙承載模式能夠將鋁/鋼復合結構承受拉伸負荷能力提高27%;并經試驗驗證,該模式將鋁/鋼復合結構的抗拉應力從256 MPa提高到306 MPa,承載能力提高了20%以上。
關鍵詞:復合過渡接頭;數值模擬;承載能力
中圖分類號:TG441.8?? ? ? ? ? ? ? ? ? ? ? ? ? ?文獻標識碼:A
Abstract: Based on the characteristics of aluminum/steel composite transition joint with equal tensile/shear strength, the tensile-shear double bearing mode of ship aluminum / steel composite connection structure is proposed. The bearing mode of aluminum/steel transition joint is changed from the traditional forward tensile bearing mode to the tensile and shear interaction mode, and the composite transition joint angle is determined by the tensile strength and shear strength of composite interface. The numerical simulation results show that the tensile-shear double bearing mode can increase the tensile load capacity of aluminum / steel composite structure by 27%, and the test shows that tensile stress of aluminum / steel composite structure is increased from 256 MPa to 306 MPa, and the bearing capacity is increased by more than 20%.
Key words: Composite transition joint; Numerical simulation; Bearing capacity
鋁合金上層建筑通過鋁-鋼過渡接頭與鋼質船體連接時,焊接產生的高溫會促使鋁-鋼界面的金屬間化合物長大,經過多次焊接熱循環后形成較厚的化合物中間層,嚴重地降低復合界面的結合強度,易發生復合界面開裂進而危害船舶的性能和安全,而且在船舶使用過程中這種安全隱患將一直存在[1-4],因此焊接過程中鋁-鋼復合界面的最高溫度應不超過300 ℃ [5-8]。
目前鋁-鋼復合過渡接頭一般平行于甲板布置,在船舶航行過程中船體受到波浪沖擊而發生彎曲變形,對過渡接頭產生拉伸作用,使其容易發生開裂;焊接工藝控制不嚴格,也會出現焊接過程中局部結構的過渡接頭發生開裂。
本文提出根據過渡接頭的抗拉強度和剪切強度值,使甲板與鋁-鋼過渡接頭成一定角度,避免拉伸載荷方向垂直于鋁-鋼界面;對鋁/鋼復合結構的焊接過程進行模擬,分析了焊接工藝對過渡接頭界面溫度及殘余應力的影響;研究鋁-鋼結構中復合過渡接頭在不同角度條件下,外載荷和焊接殘余應力二者共同作用下對復合接頭界面承載能力的影響,對確定鋁/鋼復合結構承載模式的優化設計進行指導。
1 ? ? 有限元模型建立
本文所選用的船用鋁-鋼過渡接頭三層金屬材料分別為:鋁合金5083;工業純鋁1050純鋁(中間層);D級普通船板CCSD。
5083鋁合金的主要合金元素為鎂,其可焊性好,抗拉強度可達350 MPa[9],焊后接頭抗拉強度可達270 MPa,目前艦船鋁合金上層建筑大多選用鋁鎂合金建造;按照中國船級社的規范標準,一般船用結構鋼共可分為A、B、D、E四個質量等級,CCSD船用鋼的屈服強度不小于235 MPa、抗拉強度為400~520 MPa;CO2氣體保護焊操作方便、焊接效率高、適用范圍廣泛,現已成為船用鋼的主要焊接方法。中間層為工業純鋁,其抗拉強度為75~130 MPa。
目前船舶上應用較多的鋁-鋼過渡接頭,通過矮的鋼圍壁與鋼結構連接,如圖1所示。其主要包括鋁合金艙壁與船用鋼艙壁的對接、鋁制門等結構與船用鋼艙壁的對接,因此本次試驗將此形式作為主要研究形式,同時焊接順序為先焊接鋼、后焊接鋁。
1.1 ? 熱源模型的選擇
焊接熱源的選擇對焊接數值模擬結果的影響極為重要。考慮到熔深時一般選用雙橢球體熱源,本文鋁側焊接采用MIG焊、鋼側焊接采用CO2氣體保護焊,因此選擇雙橢球熱源模型作為焊接熱源進行數值模擬。
1.2 ? 網格劃分
對網格進行合理的分配,通過局部網格細分,以寬度24 mm、厚度28 mm的過渡接頭為例,鋁-鋼過渡接頭截面網格如圖2所示:最小網格尺寸為1 mm×1 mm×1 mm;焊件與空氣接觸的換熱系數為60 W/(m2·K)。
2 ? ? 有限元模擬及結果分析
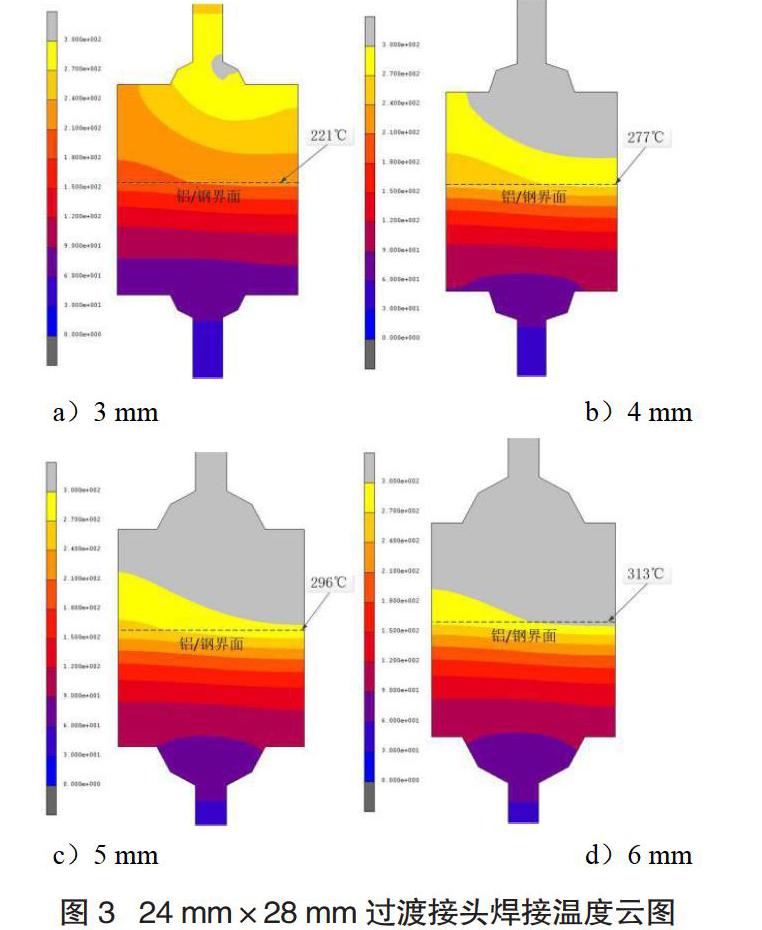
圖3為提取不同焊腳尺寸條件下的焊接溫度場云圖:過渡接頭的寬度為24 mm、厚度為28 mm;鋁合金層、中間層、鋼層厚度分別為10 mm、3 mm、15 mm。
從圖3可以看出,鋁鋼界面處溫度峰值位于過渡接頭兩端,且隨著焊腳尺寸的增大溫度峰值不斷上升。焊腳尺寸分別為3 mm、4 mm、5 mm、6 mm時,鋁-鋼界面的峰值溫度分別為221 ℃、277 ℃、296 ℃、313 ℃。
圖4為不同焊腳尺寸條件下,焊接橫向殘余應力場分布云圖。從圖4可以看出:鋁-鋼界面處應力峰值位于過渡接頭兩端,且隨著焊腳尺寸的增大應力峰值不斷上升。焊腳尺寸分別為3 mm、4 mm、5 mm、6 mm時,鋁-鋼界面的應力峰值分別為40 MPa、85 MPa、102 MPa、108 MPa。因此,為了有效降低鋁-鋼界面的焊接殘余應力,需嚴格按照焊接工藝要求控制熱量輸入,將焊腳尺寸控制為3 mm。
由圖3 a)和圖4 a)可知:將焊腳尺寸控制為3 mm時,鋁-鋼界面處的峰值溫度及焊接殘余應力均處于較低水平;但是當拉伸外載荷與界面處的焊接殘余應力共同作用于受焊接高溫影響的鋁-鋼界面,二者的合力超過界面的抗拉強度時,鋁-鋼接頭就有可能發生開裂。因此,本文對鋁/鋼復合結構的承載模式進行了優化設計。
3 ? ?鋁/鋼復合結構承載模式優化設計
3.1 ?承載模式優化原理
圖1為目前船體復合結構的主要形式。從圖1可以看出:鋁和鋼角焊縫始終平行于鋁-鋼復合界面,四條角焊縫中縱向殘余應力平行鋁和鋼角焊縫,對爆炸焊鋁-鋼界面處不產生正向拉伸應力作用;角焊縫中橫向殘余應力垂直鋁和鋼角焊縫,對鋁-鋼界面處產生拉伸作用,因此只能通過控制焊接工藝參數來降低焊接殘余應力,進而降低對鋁-鋼界面的拉伸作用。
根據鋁/鋼復合結構特點,考慮通過降低外載荷的作用防止爆炸焊接頭發生開裂因此提出優化鋁/鋼復合結構承載模式,即避免外載荷垂直作用于鋁-鋼復合界面。如圖5所示:使外載荷方向與鋁-鋼界面成一定夾角α,將鋁-鋼界面上的拉伸應力狀態變為拉-剪應力狀態。圖5中σx為角焊縫橫向殘余應力,σy為角焊縫縱向殘余應力,σ為外載荷在鋁-鋼界面上產生的拉伸應力。
當夾角α發生變化時,在受到相同外載荷的條件下,垂直于界面方向上的分力大小也會發生變化。王小華[10]等人通過試驗研究,測得鋁-鋼過渡接頭抗拉強度和剪切強度分別為140 MPa、87 MPa。為使復合界面避免承受拉伸應力、盡量承受剪切應力,通過計算得出角度α約為31.8°,為數值模擬及后續驗證方便,本文按30°進行優化設計。
3.2 ? 數值模擬及試驗驗證
(1)數值模擬
以寬度為24 mm的過渡接頭為對象,焊腳大小為3 mm,研究優化承載模式對鋁/鋼復合結構承載能力的影響。根據鋁/鋼復合結構的幾何特點和外載荷的特點,將三維問題簡化為二維平面應變狀態進行分析。
圖6為夾角α分別為0°和30°、拉伸外載為100 MPa時,鋁-鋼過渡接頭截面應力云圖。由圖6可以看出:鋁-鋼界面處應力峰值位于過渡接頭中心,兩端應力值較小;當夾角α為0°時,鋁-鋼界面的應力峰值為21 MPa;夾角α為30°時,鋁-鋼界面的應力峰值為16.5 MPa,即優化后的應力峰值下降了27%。由此可知,在承受相同大小的拉伸外載荷時,夾角為30°時通過使外載荷方向與鋁-鋼界面成一定夾角α的方法,能夠有效降低鋁-鋼界面處的拉伸應力。
按照焊接工藝要求對鋁合金板與鋼板焊縫坡口及兩側50 mm范圍內的母材表面進行清理,清理后立即進行焊接,施焊時嚴格控制焊接工藝參數,保證鋁、鋼側角焊縫焊腳尺寸均為3 mm;在焊后試板的中間位置切取試樣,寬度為20 mm,避開焊縫起弧和收弧端。
(2)試驗驗證
對鋁-鋼復合結構件進行拉伸試驗,夾持位置為鋁板和鋼板兩側端頭。圖7為試驗后的試樣照片,表1為拉伸試驗結果,可見斷裂大部分發生在鋁-鋁焊縫,僅8號試樣斷裂部位位于鋁-鋁焊縫熱影響區。
通過對斷口進行觀察,發現主要原因是由于鋁-鋁焊接時,鋁板與過渡接頭之間未焊透,在此處產生應力集中,當受到外載荷時,應力集中的存在使焊接接頭的局部應力提高,更容易發生開裂,導致鋁-鋼結構的承載能力降低;并且嚴格按照焊接工藝要求控制施焊溫度,此時過渡接頭界面的最高溫度較低,界面結合強度受溫度影響較小,復合過渡接頭寬度為24 mm,過渡接頭處承載能力已超過鋁-鋁焊縫的承載能力,因而在進行拉伸試驗時,鋁/鋼復合結構的力學性能由鋁-鋁焊縫的強度決定。
從表1可以看出:鋁/鋼復合結構承載模式在未優化前,試樣的抗拉強度平均值為256 MPa;當過渡接頭與外載荷垂直方向夾角α優化為30°時,試樣的抗拉強度平均值為306 kN,提高了20%。這說明通過優化鋁/鋼復合結構的承載模式,將拉伸應力狀態變為拉-剪應力狀態,能夠有效的增強鋁/鋼復合結構的承載能力。
4 ? ?結論
(1)經數值模擬,對于同一尺寸規格的過渡接頭,鋁、鋼角焊縫焊腳尺寸越大,鋁-鋼復合界面的峰值溫度和焊接殘余應力越大;
(2)對鋁/鋼復合結構承載模式進行優化,使鋁-鋼過渡接頭的復合界面從承受正拉伸應力的承載模式,轉化為承受拉伸應力和剪切應力的承載模式。經數值模擬發現,鋁-鋼過渡接頭的復合界面承受正拉伸應力模式轉化為承受拉伸應力和剪切應力模式,能夠將鋁/鋼復合結構承受拉伸負荷能力提高27%;并經試驗驗證,轉變為雙承載模式后,鋁/鋼復合結構的抗拉強度從256 MPa提高到306 MPa,承載能力提高了20%。
參考文獻
[1]Shiran M K G, Khalaj G, Pouraliakbar H, et al. Effects of heat treatment on the?? ? intermetallic compounds and mechanical properties of the stainless steel 321–? ? aluminum 1230 explosive-welding interface[J]. International Journal of Minerals,?? ? Metallurgy and Materials , 2017, 24 (11) : 1267-1277 .
[2]Ju Y J, Sun I H. Effect of heat treatment on tensile deformation characteristics?? ? and properties of Al3003/STS439 clad composite[J]. Materials Science & Engineering?? ? A, 2014, 596: 1-8.
[3]G H S F L Carvalho, I Galvao, R Mendes, et al.Formation of intermetallic?? ? structures at the interface of steel-to-aluminium explosive welds[J]. Materials?? ? Characterization, 2018,142:432-442.
[4]趙路遇, 黃維學. 鋁-鋼爆炸焊接過渡接頭的制造和應用[J]. 材料開? ? ?發與應用, 2000, 15 (4) : 35-39.
[5]Chao RM, Yang JM, Lay SR. Interfacial toughness for the shipboard aluminum/? ? ?steel structural transition joint[J]. Marine Structures 1997, 10: 353–62.
[6] Mousavi SAAA, Sartangi PF. Effect of post-weld heat treatment on the interface?? ? ?microstructure of explosively welded titanium–stainless steel composite[J].?? ? ?Materials Science and Engineering A 2008; 494: 329–36.
[7]侯發臣, 劉富國, 肖浪平. 加熱溫度對鋁-鋼復合材料組織和性能的? ? ?影響[J]. 兵器材料科學與工程, 2004(03) : 26-29.
[8]張偉, 王東濤, 陳斌 ,等. 某型船用鋁合金-純鋁-鋼復合過渡接頭? ? ?界面開裂微觀分析[J]. 材料開發與應用, 2017, 32(04) : 89-94.
[9]閆德俊, 李海洋, 劉曉莉,等. 船用5083鋁合金變極性等離子焊接頭? ? ?組織和性能[J]. 稀有金屬材料與工程, 2018, 47(10) : 3161-3166.
[10]王小華, 楊輝, 辛寶,等. 船用鋁-鋼復合過渡接頭焊接試驗研究[J].?? ? 材料開發與應用, 2016, 31(02) : 58-64.
