超長導(dǎo)管環(huán)縫裝焊系統(tǒng)的設(shè)計
2020-03-28 02:38:36陳振華袁立銘張新宇肖長源
航天制造技術(shù) 2020年1期
關(guān)鍵詞:系統(tǒng)
陳振華 江 藍 袁立銘 李 旭 戴 欽 張新宇 李 永 肖長源
超長導(dǎo)管環(huán)縫裝焊系統(tǒng)的設(shè)計
陳振華 江 藍 袁立銘 李 旭 戴 欽 張新宇 李 永 肖長源
(首都航天機械有限公司,北京 100076)
為提高新一代運載火箭兩種不同類型超長導(dǎo)管的可靠性要求,開展了導(dǎo)管環(huán)縫焊接系統(tǒng)的研究。針對多環(huán)縫、易變形、焊接收縮等超長導(dǎo)管焊接問題,提出了底座組合式調(diào)平、管管對焊雙邊驅(qū)動、不同管徑可調(diào)式支托等技術(shù)措施保證焊接質(zhì)量,實現(xiàn)了排氣導(dǎo)管自動旋轉(zhuǎn)焊接和增壓導(dǎo)管全位置焊接功能。通過該系統(tǒng)的設(shè)計解決了生產(chǎn)技術(shù)瓶頸,保證了產(chǎn)品的尺寸和形位精度,提高了產(chǎn)品的可靠性。
超長導(dǎo)管;環(huán)縫;裝焊系統(tǒng)

1 引言
某一級側(cè)壁排氣導(dǎo)管原有狀態(tài)是由數(shù)段導(dǎo)管通過法蘭螺接而成,為順應(yīng)輕量化需求,提高管路質(zhì)量可靠性,設(shè)計部門將該導(dǎo)管改為整體焊接,形成一根全長約18m的整管。經(jīng)查,目前該管路為此種口徑亞洲最長導(dǎo)管,且此超長導(dǎo)管直線度要求保證在3mm以內(nèi),要求總長公差為±3mm。而這一變動給生產(chǎn)制造帶來了巨大困難,排氣導(dǎo)管為薄壁鋁制管路,焊縫多,焊接變形大,焊后直線度不易保證;另外焊縫數(shù)量多造成焊接收縮量大,容易造成焊后總長度不易保證[1]。某一級增壓導(dǎo)管為超長不銹鋼管路,且為空間管路,除上述生產(chǎn)難題外,還存在測量困難等問題。
為妥善解決上述問題,擬采用導(dǎo)管環(huán)縫裝焊系統(tǒng)滿足生產(chǎn)需求,保證超長導(dǎo)管的尺寸和形位要求。
2 研究對象和裝焊工藝技術(shù)要求
2.1 研究對象
一級側(cè)壁排氣導(dǎo)管規(guī)格125mm×2.5mm,材質(zhì)為鋁合金,結(jié)構(gòu)示意圖如圖1,由1個頭部導(dǎo)管、多段直管、1個尾部導(dǎo)管依次焊接組成。
1—頭部導(dǎo)管 2—第一段直管 3—第二段直管 4—最后一段直管 5—尾部導(dǎo)管
一級側(cè)壁增壓導(dǎo)管規(guī)格31mm×1.5mm,材質(zhì)為不銹鋼,由兩側(cè)偏心導(dǎo)管、中間直管焊接為整體,結(jié)構(gòu)示意圖如圖2所示。
1—頭部偏心導(dǎo)管 2—1#直管 3—2#直管 4—尾部偏心導(dǎo)管
2.2 裝焊工藝技術(shù)要求
a. 具備環(huán)縫的自動旋轉(zhuǎn)功能,焊接速度0~2r/min;
b. 直管直線度≤3mm,兩側(cè)法蘭端面平行度≤0.3,法蘭內(nèi)孔同軸度≤1mm;
c. 具備導(dǎo)管長度檢驗功能;
d. 能夠滿足排氣導(dǎo)管自動旋轉(zhuǎn)焊接和增壓導(dǎo)管全位置焊兩種焊接狀態(tài)。
3 裝焊系統(tǒng)設(shè)計方案
3.1 方案概述
由于一級側(cè)壁排氣管長度達到18m,為減少管路旋轉(zhuǎn)焊接過程中扭切應(yīng)力和變形,管管對接采用雙邊同步驅(qū)動方式。另外管件壁厚較薄,為減少對焊定位過程中的錯縫,在焊縫處增加外抱箍。為保證產(chǎn)品的尺寸、形位及焊接旋轉(zhuǎn)精度,系統(tǒng)配置固定座、尾座
及輔助托架保證與中心座的同軸度。為適應(yīng)兩種不同直徑工件焊接,系統(tǒng)采用多組輔助托架實現(xiàn)工件焊縫以外管件的準確支托。
焊接系統(tǒng)機械部分主要由固定座、底座、中心座、尾座以及輔助托架等組成,滿足兩種超長導(dǎo)管的焊接及焊后下架。系統(tǒng)方案示意圖如圖3。
3.2 系統(tǒng)關(guān)鍵部件機械結(jié)構(gòu)及性能
3.2.1 底座

1—頭部橫梁 2—直線導(dǎo)軌組件 3—齒條 4—橫梁 5—墊鐵 6—螺柱
綜合考慮機械加工、運輸和長距離調(diào)平,底座分為四段,如圖4所示,頭部橫梁1一段,橫梁4三段,均采用焊接框架式結(jié)構(gòu),焊后時效和校平處理,滿足長期使用時的穩(wěn)定性;頭部橫梁1和橫梁4分別通過墊鐵5調(diào)平達到整體調(diào)平的要求,并分別通過螺柱6與地基連接。
3.2.2 中心座
當手術(shù)結(jié)束之后,護理人員應(yīng)該將患者安全的送至病房,并在運送患者的途中,根據(jù)患者的情況適當為其調(diào)整輸液的速度,要注意動作的輕柔、平穩(wěn),切勿因振動與牽拉等引起患者的傷口疼痛。應(yīng)該注意保證引流管和靜脈通道的疏通,同時要為患者做好保暖措施,時刻關(guān)注患者的呼吸狀況[2]。在手術(shù)結(jié)束后5 h,到患者的病房進行巡視,及時了解患者手術(shù)后的情況,積極鼓勵患者以樂觀的心態(tài)面對治療,從而早日康復(fù)。
1—底板 2—中心支座 3—外齒回轉(zhuǎn)軸承 4—過渡法蘭盤 5—三爪卡盤 6—外抱箍 7—減速電機 8—齒輪 9—導(dǎo)軌鎖緊器 10—伺服電機 11—減速器 12—聯(lián)軸器 13—齒輪軸
中心座結(jié)構(gòu)示意圖如圖5,配有左右兩組中心支座2,均安裝在底板1上。中心支座配有高精度外齒轉(zhuǎn)盤軸承3、過渡法蘭盤4、三爪卡盤5以及外抱箍6,從外圓實現(xiàn)對接導(dǎo)管的定位夾緊驅(qū)動,同時通過外抱箍減少焊接定位過程中的對接錯縫。
考慮到管件的焊接平穩(wěn),管件驅(qū)動選用伺服電機,然后通過齒輪軸驅(qū)動左右兩個外齒轉(zhuǎn)盤軸承實現(xiàn)對接工件的同步旋轉(zhuǎn);中心座底板與導(dǎo)軌滑塊連接,通過電機7驅(qū)動齒輪8與底座齒條的嚙合實現(xiàn)中心座的縱向移動。
3.2.3 固定座
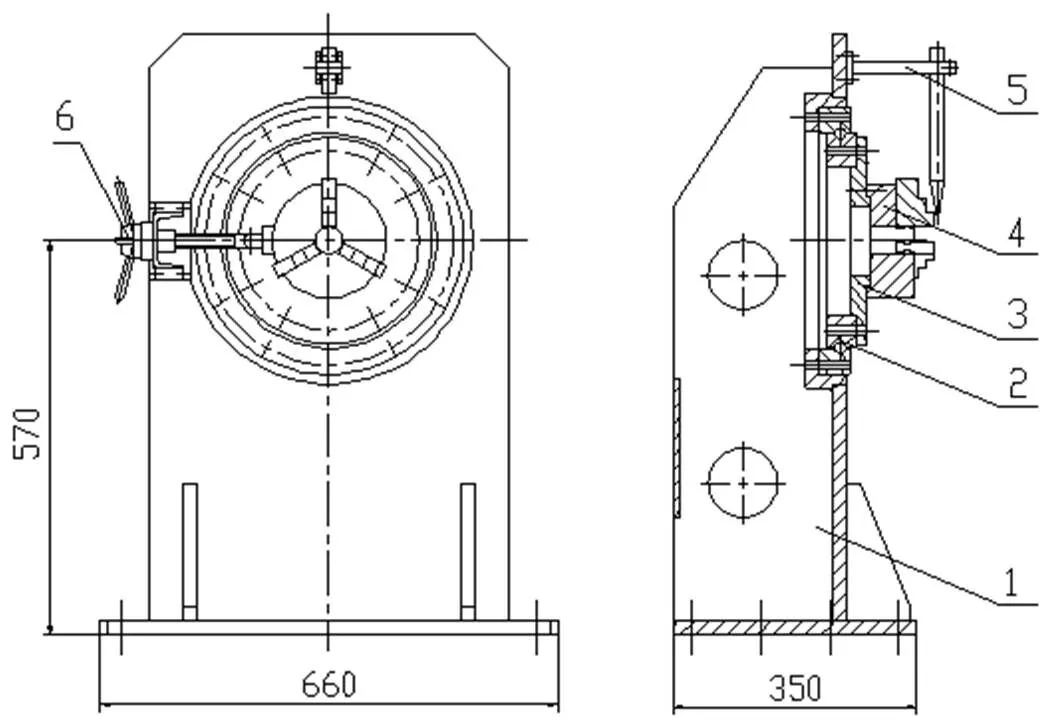
1—固定座支架 2—轉(zhuǎn)盤軸承 3—過渡法蘭盤 4—卡盤 5—指針 6—制動器
固定座結(jié)構(gòu)示意圖如圖6,固定座支架上面安裝卡盤、過渡法蘭盤、精密轉(zhuǎn)盤軸承、制動器及指針組件,實現(xiàn)管件法蘭盤或偏心法蘭盤的定位夾緊、從動旋轉(zhuǎn)以及制動;固定座轉(zhuǎn)盤軸承屬于隨動部件,要求回轉(zhuǎn)摩擦阻力小、轉(zhuǎn)動慣量小;制動器和指針主要用于保證增壓導(dǎo)管兩端偏心管件的共面。固定座安裝在底座上,是產(chǎn)品的尺寸和形位基準。
3.2.4 尾座
尾座結(jié)構(gòu)和工作原理大致同固定座,不再贅述。不同的是尾座可以人工在底座上滑動并通過定位插銷定位,從而保證焊后的尺寸要求。
3.2.5 輔助托架
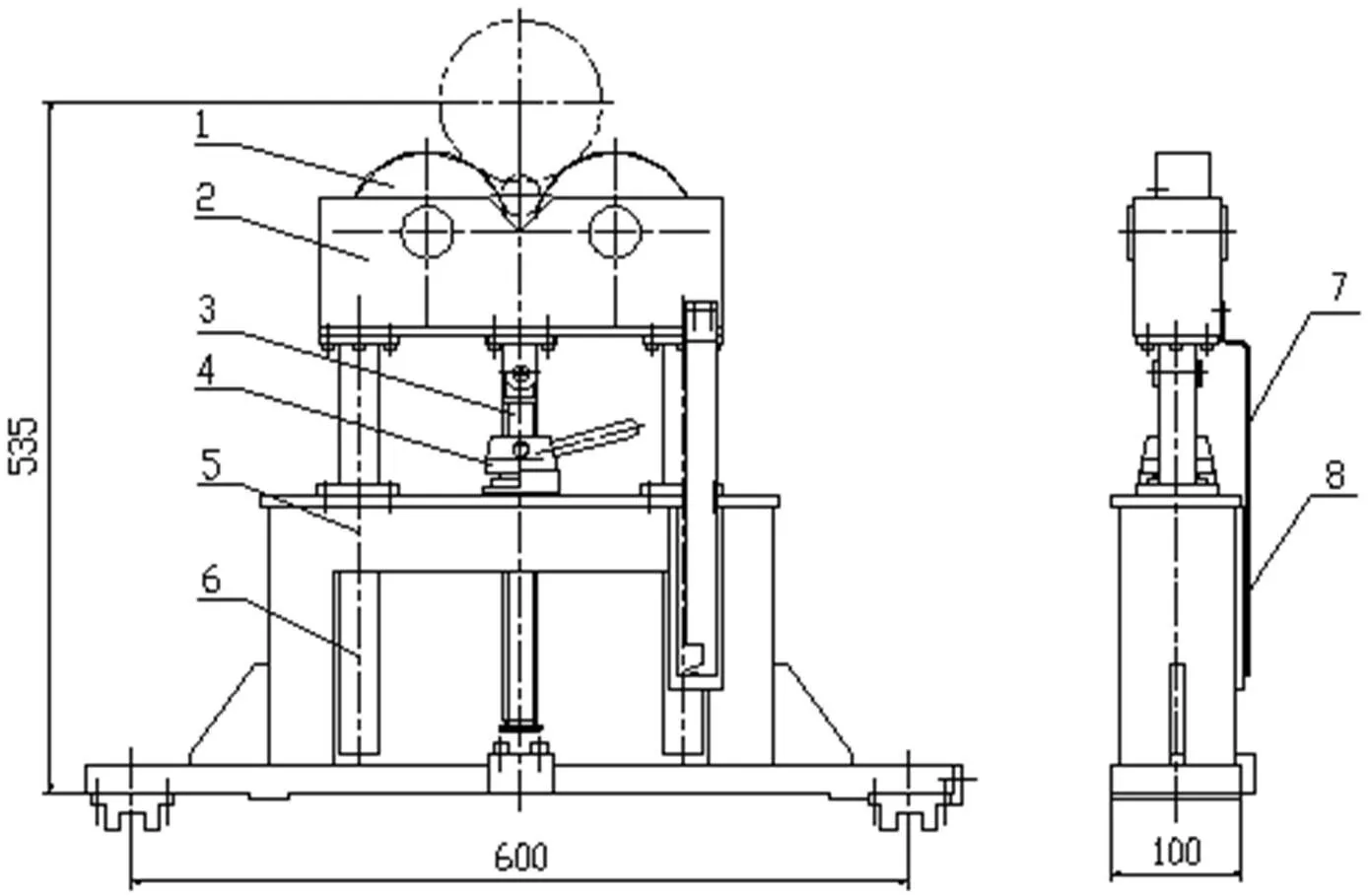
1—滾輪 2—支托 3—絲杠 4—手輪 5—架體 6—導(dǎo)柱 7—指針 8—刻度尺
3.3 系統(tǒng)裝焊流程
3.3.1 排氣導(dǎo)管裝焊流程
a. 將頭部導(dǎo)管法蘭裝夾在固定座卡盤上,將中心座運動到頭部導(dǎo)管右端并鎖緊,將第一段直管左端穿入中心座,右端放在輔助托架上,調(diào)整中心座兩側(cè)卡盤卡緊對接工件,用外抱箍箍緊對接環(huán)縫進行定位點焊,移除外抱箍,進行環(huán)縫連續(xù)焊接。
b. 將中心座運動到第一段直管右端,將第二段直管左端穿入中心座,右端放在輔助托架上,調(diào)整中心座卡盤卡緊對接工件,然后定位點焊、連續(xù)焊接。
c. 重復(fù)第2步進行其余直管環(huán)縫焊接。
d. 將中心座運動到末段直管右端,將尾部導(dǎo)管左端穿入中心座,右端法蘭裝夾在尾座卡盤上,調(diào)整中心座卡盤卡緊對接工件,然后進行定位點焊、連續(xù)焊。
e. 焊接完成后,將尾座和中心座移至底座右端,將導(dǎo)管吊裝卸下。
3.3.2 增壓導(dǎo)管裝焊流程
將頭部偏心導(dǎo)管法蘭通過偏心法蘭盤裝夾在固定座卡盤上,用制動器制動卡盤,另一端穿過中心座,將1#直管一端穿入中心座,另一端放在輔助托架上,調(diào)整中心座卡盤使對接工件緊密貼合,進行全位置焊接;將中心座移至右側(cè)另一條焊縫,重復(fù)上述步驟;將中心座移至最后一條焊縫,將右側(cè)偏心導(dǎo)管法蘭通過偏心法蘭盤裝夾在尾座卡盤上,制動器制動卡盤,卡緊對接工件,進行全位置焊接,焊接完成后將尾座和中心座移至底座右端將管件卸下。
3.4 控制系統(tǒng)設(shè)計方案
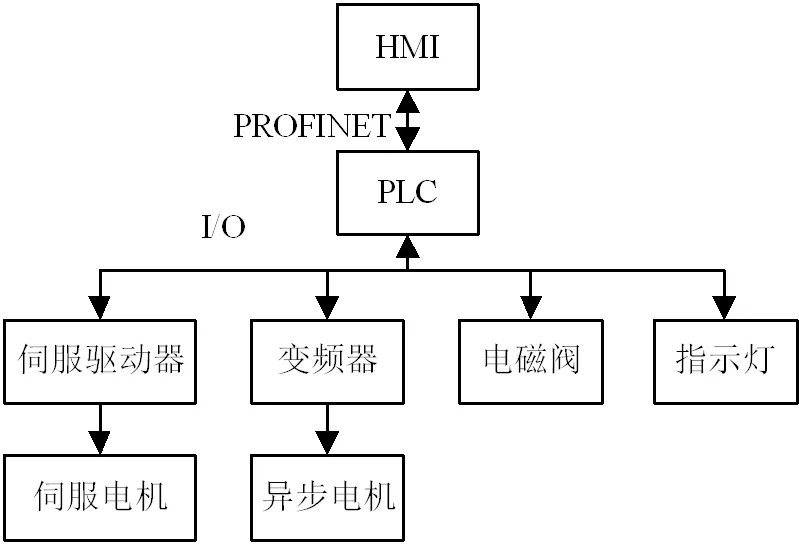
圖8 控制系統(tǒng)示意圖
系統(tǒng)主要實現(xiàn)的動作控制為中心座回轉(zhuǎn)軸承同步旋轉(zhuǎn)、中心座縱向移動及中心座鎖緊定位。精度指標要求工件旋轉(zhuǎn)速度為0~3r/min,縱向移動速度為0~5.5m/min。旋轉(zhuǎn)驅(qū)動選用伺服電機、半閉環(huán)控制;中心座的縱向移動選擇普通異步電機,通過變頻器驅(qū)動實現(xiàn)無級調(diào)速。控制系統(tǒng)采用集中控制方式,如圖8所示。通過人機界面(HMI)實現(xiàn)所有的控制開關(guān)、按鈕、實測數(shù)據(jù)等功能,同時將常用功能按鈕在手持盒上備份,便于工人操作。系統(tǒng)主要控制元件PLC選用西門子S7-200 SMART,完成電機、電磁閥的指令控制及數(shù)據(jù)采集和計算[2],利用模擬量輸入方式獲得電機的實際轉(zhuǎn)速。通過西門子WinCC組態(tài)軟件開發(fā)人機界面程序,實現(xiàn)所有回路的控制操作和數(shù)據(jù)實時顯示。
4 實施效果
導(dǎo)管環(huán)縫裝焊系統(tǒng)制造完成后,截止到目前為止,共計進行了兩套18m、共計4件產(chǎn)品的生產(chǎn)。排氣導(dǎo)管環(huán)縫兩側(cè)導(dǎo)管同步旋轉(zhuǎn)完全由系統(tǒng)實現(xiàn),減少了人工參與,產(chǎn)品制造的穩(wěn)定性和一致性好。產(chǎn)品相應(yīng)指標滿足技術(shù)要求,實測情況如表1。焊后產(chǎn)品順利通過了冷沖擊、液壓試驗、氣密性試驗及檢漏。系統(tǒng)及排氣導(dǎo)管實物如圖9所示。
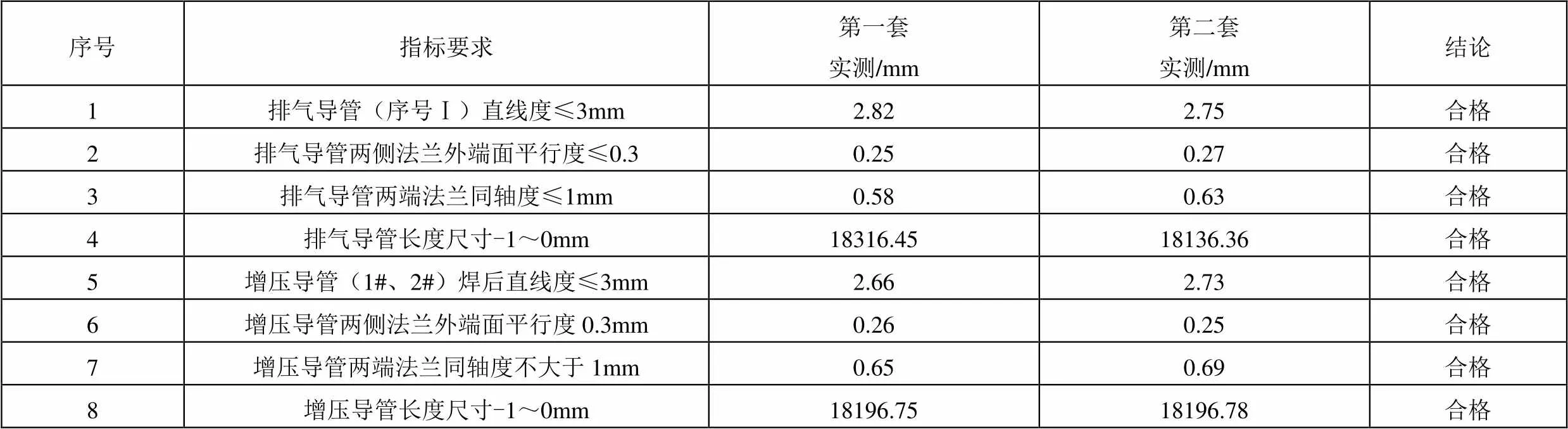
表1 焊后產(chǎn)品技術(shù)參數(shù)實測情況

圖9 系統(tǒng)及排氣導(dǎo)管實物圖
5 結(jié)束語
為適應(yīng)亞洲第一長度導(dǎo)管的生產(chǎn)要求,設(shè)計了一套超長導(dǎo)管環(huán)縫裝焊系統(tǒng),為兩種不同材質(zhì)不同規(guī)格超長導(dǎo)管的焊接成功生產(chǎn)制造奠定了良好的基礎(chǔ)。超長導(dǎo)管環(huán)縫裝焊系統(tǒng)的研制,滿足了一機多用,提高了導(dǎo)管的環(huán)縫焊接質(zhì)量一致性,控制了超長導(dǎo)管的焊接變形,保證了導(dǎo)管的尺寸和形位精度,縮短了產(chǎn)品加工周期,具備了超長導(dǎo)管的生產(chǎn)能力。
1 許宗陽. 船用中型管管、管法蘭機器人焊接系統(tǒng)研究[D]. 江蘇:江蘇科技大學(xué),2012
2 廖常初. S7-200 SMART PLC應(yīng)用教程[M]. 北京:機械工業(yè)出版社,2015
Design of Girth Welding System for Extra-long Pipe
Chen Zhenhua Jiang Lan Yuan Liming Li Xu Dai Qin Zhang Xinyu Li Yong Xiao Changyuan
(Capital Aerospace Machinery Co., Ltd., Beijing 100076)
In order to improve the reliability requirements of two different type of extra-long conduits for the new-generation launch vehicles, research on the girth welding system of the extra-long conduit was developed. In view of the welding problems of extra-long pipe of multi-circular joint, easy deformation, and welding shrinkage, technical measures, including combined leveling, double-side drive for pipe butt welding, adjustable support for different pipe diameters, were proposed to ensure the welding quality and the functions of automatic rotating welding of exhaust pipe and all-position welding of pressurized pipe were realized. Through the design of the system, the bottleneck of production technology is solved, the size and shape accuracy of the product are guaranteed and the reliability of the product is improved.
extra-long pipe;girth welding;fabrication system
陳振華(1977),工程師,機械設(shè)計專業(yè);研究方向:非標設(shè)備設(shè)計。
2019-12-16
猜你喜歡
工業(yè)設(shè)計(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
制造技術(shù)與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
知識經(jīng)濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(shù)(2016年6期)2016-04-20 06:21:32
