鍛造程序快速生成系統開發及應用
2020-03-27 12:06:20王艷芳趙興龍李樹林
中國設備工程 2020年3期
關鍵詞:程序
王艷芳,趙興龍,李樹林
(太原重工軌道交通設備有限公司,山西 太原 030032)
精鍛機是最先進的鍛造設備之一,又稱徑向快速鍛造機,由四個對稱錘頭對坯料進行高頻率鍛打的短沖程壓力機。鍛造尺寸主要靠錘頭的運動和A、B 夾爪的運動實現。鍛壓時坯料由操作機的夾頭送入鍛壓箱進行往復鍛壓。整個過程由CNC 自動控制,鍛造程序通過人工導入實現,鍛造程序由人工編制。太重精鍛機鍛造產品主要以小批量、多品種為主,工藝人員在編程時利用CAD 軟件按工步進行,編程工作量較大,并且數據很多,在編程輸入時容易輸錯,編制和審核人員投入的精力相對較多。
為了避免人為因素的影響,開發了精鍛機程序快速編程系統,它是利用數控語言,由計算機自動地進行數值計算及后置處理,編寫出鍛造程序菜單,通過拷貝到精鍛機操作系統中,指揮精鍛機鍛造過程。據統計,工藝人員編制常規產品精鍛機程序時,需要輸入上百個字符,采用精鍛程序快速生成系統編制程序時,只需在自動生成界面上輸入10 個鍛件的關鍵尺寸,即可快速生成鍛造程序。因此實現了鍛造程序快速生成的功能,不僅可以提高編制程序的效率,而且減小了手工編程的錯誤率,同時減少了編程人員的勞動強度。
本文主要以精鍛機鍛造程序為研究對象,通過前期跟蹤統計,優化鍛造程序。通過開發編程系統,實現常規形狀鍛件使用精鍛機鍛造時,鍛造程序的快速生成的功能,并且利用編程系統生成的程序進行了車軸產品的試制。
1 跟蹤鍛造過程,優化鍛造程序
1.1 調整鍛造參數,優化鍛造功率
在鍛造過程中鍛造功率較大,會直接影響精鍛機壽命。為保證鍛造過程中功率不超過上限,專門研究了鍛造壓下量與鍛造功率關系,跟蹤了車軸鍛件各部位尺寸變化時鍛造功率的變化,積累相關的數據,從而在編制精鍛程序時設定合適的參數。(1)前期跟蹤。以RD2 車軸為例,跟蹤了RD2車軸鍛造過程,在鍛造不同部位的直徑時,鍛造功率也隨之變化,跟蹤了不同壓下量的鍛造功率,其中倒棱時鍛造功率達到最大。(2)原因分析及改進措施。倒棱的壓下量最大,因此精鍛機鍛造功率也是最大的,由于倒棱尺寸是一定的,所以考慮降低A 夾爪的速度,從而降低鍛造功率;而滾圓、鍛輪座時壓下量較小,可以考慮提高A 夾爪的速度,進而提高鍛造速度。
1.2 分析鍛造程序,優化程序參數
(1)前期跟蹤及發現問題。前期跟蹤了多個品種的鍛造過程,發現鍛造過程中上料、下料及鍛造過程銜接不緊湊,類似程序鍛造節拍長短不一,普遍存在鍛造節拍延長的不合理現象。
(2)原因分析及改進措施。不同產品的鍛造程序由于編制人員的思維方式、編程習慣不同,導致各銜接階段時長存在差異,為使鍛造過程更加緊湊,在程序中增加UEXXX 的功能,從而縮短了鍛造時間。針對上下料的銜接問題,調整出料信號M11 的位置,使車軸在鍛造過程中能很好地銜接,進而可以有效提高鍛造效率。
1.3 優化后程序驗證
采用優化后的RD2 車軸鍛造程序進行試鍛,鍛造節拍縮短了30 秒,跟蹤了首5 件車軸鍛件的尺寸、表面質量和彎曲度,檢測結果符合工藝要求。因而可以按照優化后的鍛造程序進行批量生產。
2 固化鍛造程序的變量參數
2.1 識別鍛造程序中的關鍵參數
識別精鍛機程序內容與常規車軸鍛件尺寸相關的關鍵參數,其中D1、D2、D3 是鍛件各部位直徑,L1、L2、L3、L4、L5 為鍛件各部位長度,另外關鍵參數還包括軸坯方度L6 和長度L。
2.2 變量參數公式化
圖1 為精鍛機鍛造程序的核心內容,程序中的加粗字體為與產品直接相關的變量,其它為不變量,采用CAD 按工步計算,將這些變量參數公式化,也就是說將這些變量參數采用鍛件尺寸中的關鍵參數代替,具體公式如表1。
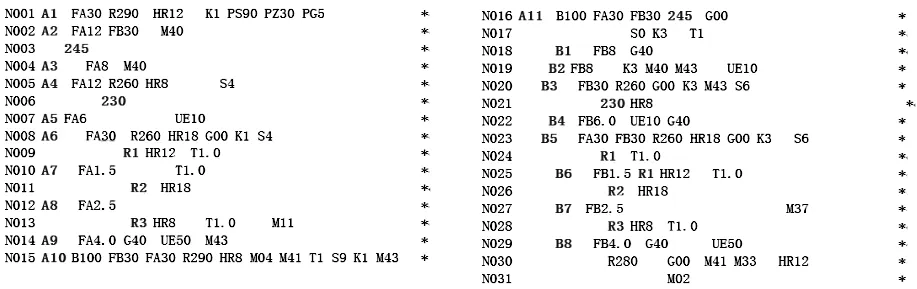
圖1 精鍛機鍛造程序

表1 變量參數公式化
3 鍛造程序快速生成系統開發
(1)利用數控語言,由計算機自動地進行數值計算及后置處理,成功開發了鍛造程序快速生成系統。
(2)將鍛件長度尺寸L1、L2、L3、L4、L5、直徑尺寸D1、D2、D3、方坯規格L6 和方坯長度L 輸入到快速生成程序界面中,點擊“計算”,在“Forecast.exe”同一目錄下,即可自動生成“test.txt”、“result.txt”、“result.doc”文件,其中“result.txt”、“result.doc”為輸出格式的數據,程序按格式輸出,精鍛機程序采用的格式為“result.txt”;“test.txt”為測試所用數據,程序計算生成。
(3)鍛造程序生成后,將“result.txt”中的程序拷貝到鍛造程序菜單中,然后將程序拷貝帶精鍛機操作系統中,最終實現精鍛機鍛造車軸的目的。
(4)驗證鍛造程序。以RD2 車軸為例,將RD2 車軸鍛件各部位尺寸輸入到快速生成程序界面中,點擊“計算”,生成RD2 車軸精鍛機鍛造程序,采用生成的程序進行試鍛,整個鍛造過程沒有異常,鍛造的車軸鍛件外形尺寸、表面質量等符合要求。因而生成的鍛造程序是可行的。
4 結語
通過開發精鍛機鍛造程序快速生成系統,形成了一套完整的編程軟件包,編制程序人員只需根據鍛件圖的要求,將變量輸入到系統中,即可導出鍛造程序。如此一來不僅節約了工藝人員編制鍛造程序的時間,而且避免了參數設置錯誤造成的鍛造廢品,同時程序的生成不受人為因素的控制,工藝固化,程序模式一致,便于識別,能用于指導生產。這種快速編程方法實現了使用精鍛機鍛造常規車軸產品時,鍛造程序快速生成的功能,大幅度降低了編程人員的勞動強度,有效提高精鍛機鍛造效率,實現產品質量穩定,產出均勻的目的。
猜你喜歡
電腦愛好者(2020年6期)2020-05-26 09:27:33
人大建設(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
信息安全與通信保密(2016年3期)2016-08-23 01:23:56
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:34
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:25
中國衛生(2015年3期)2015-11-19 02:53:32
政治與法律(2014年11期)2014-03-01 02:20:40