基于條碼定位的全閉環PID控制技術在U 型巷道堆垛機控制系統中的應用
2020-03-26 09:18:08牛禎祖呂聰正
探索科學(學術版)
2020年1期
關鍵詞:變頻器
牛禎祖 呂聰正
中國電子科技集團公司第二研究所 山西 太原 030024
0 引言
隨著我國經濟的日益發展,企業對于貨物的儲存和搬運的要求變得越來越高,對于堆垛機在立體倉庫中的需求也會越來越多,對于堆垛機的響應時間、運行速度、定位精度以及自動化程度也會越來越高[1]。目前對于堆垛機行走及升降運行環節,大多數均采用多檔速度開環控制或速度閉環控制兩種方式,這兩種控制方式均存在定位精度差、動作響應時間長等缺點[2]。本設計采用基于條碼定位的全閉環控制技術,不但能改善堆垛機運行速度曲線,而且能夠保證最終的定位精度,提高設備的運行效率。
1 控制系統硬件設計
U 型巷道堆垛機系統選用西門子S7-1200PLC作為主控制器,變頻器選用西門子G120帶基本定位功能的變頻器,行走電機和升降電機配置HTL接口的增量型編碼器,定位傳感器選用勞易測BPS型條碼定位系統,貨叉電機配備SSI絕對值編碼器,系統構成如圖1所示。
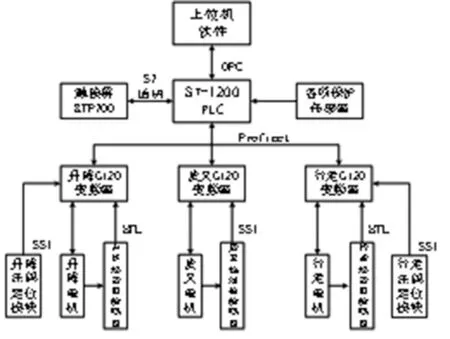
圖1 控制系統硬件結構圖
在圖1中,S7-1200PLC與升降G120變頻器、貨叉G120變頻器和行走G120變頻器通過Profinet網絡建立通訊連接,實現對升降、貨叉及行走機構運動的控制。堆垛機升降和行走編碼器采集的電機轉速用于PID速度環的控制,條碼定位模塊反饋的位置信息用于PID位置環的控制,升降變頻器和行走變頻器通過與相應條碼定位模塊的通訊,實時獲取其位置信息,通過PID位置環和PID速度環實現對堆垛機升降和行走的全閉環控制,控制框圖如圖2所示。……
登錄APP查看全文
猜你喜歡
消費電子(2022年6期)2022-08-25 09:47:16
鍛壓裝備與制造技術(2021年3期)2021-08-13 08:39:56
防爆電機(2020年3期)2020-11-06 09:07:42
活力(2019年22期)2019-03-16 12:47:40
測控技術(2018年5期)2018-12-09 09:04:50
四川冶金(2017年6期)2017-09-21 00:52:30
電子制作(2017年7期)2017-06-05 09:36:13
電子測試(2017年23期)2017-04-04 05:07:32
自動化博覽(2014年12期)2014-02-28 22:34:39
自動化博覽(2014年10期)2014-02-28 22:33:52
