基于分層銑削和激光掃描的模型重構(gòu)試驗(yàn)研究*
2020-03-25 06:51:16申軍偉
機(jī)械研究與應(yīng)用 2020年1期
申軍偉
(山西機(jī)電職業(yè)技術(shù)學(xué)院,山西 長(zhǎng)治 046000)
0 引 言
逆向工程是將缺乏必要數(shù)據(jù)的實(shí)物模型進(jìn)行設(shè)計(jì)模型轉(zhuǎn)化,從而進(jìn)行再設(shè)計(jì)或再制造的過(guò)程,這對(duì)于復(fù)雜產(chǎn)品的再制造或創(chuàng)新性設(shè)計(jì)具有重要的意義。在幾何逆向過(guò)程中,實(shí)物幾何數(shù)據(jù)準(zhǔn)確、全面的獲取是整個(gè)過(guò)程的前提條件[1]。三維模型重構(gòu)通過(guò)獲取實(shí)物產(chǎn)品的特征數(shù)據(jù)來(lái)進(jìn)行幾何建模,隨著科技水平的不斷發(fā)展,一般產(chǎn)品的外觀幾何建模技術(shù)目前已經(jīng)較為成熟,但是對(duì)于零件內(nèi)部特征的精確重構(gòu)依然是工程應(yīng)用上的一個(gè)難點(diǎn)[3]。
目前技術(shù)條件下,逆向過(guò)程中模型特征數(shù)據(jù)的獲取主要通過(guò)接觸式測(cè)量和非接觸式測(cè)量?jī)煞N方法來(lái)實(shí)現(xiàn),其局限性在于兩種方式都只能獲得模型表面的特征數(shù)據(jù),對(duì)于模型內(nèi)部結(jié)構(gòu)特征的數(shù)據(jù)獲取則無(wú)法實(shí)現(xiàn),進(jìn)而不能進(jìn)行內(nèi)部特征模型重構(gòu)[4]。為此,筆者通過(guò)一種基于分層銑削和激光掃描的零件特征重構(gòu)方法,可以對(duì)零件的內(nèi)外部結(jié)構(gòu)進(jìn)行有效測(cè)量和特征重構(gòu)。這種方法為解決上述兩種測(cè)量方式的弊端提供了一種新的途徑,具有較高的工程應(yīng)用價(jià)值。
1 分層切削模型重構(gòu)原理
1.1 非接觸數(shù)據(jù)測(cè)量
非接觸式測(cè)量是指在與測(cè)量對(duì)象不接觸的情況下,利用光學(xué)、電磁等技術(shù),實(shí)現(xiàn)物體表面參數(shù)測(cè)量的方法。常用的有激光三角法、超聲測(cè)量法、機(jī)器視覺測(cè)量等,其中激光三角法由于成本及精度等方面的綜合因素影響,應(yīng)用較多,其基本測(cè)量原理如圖1所示[2]。
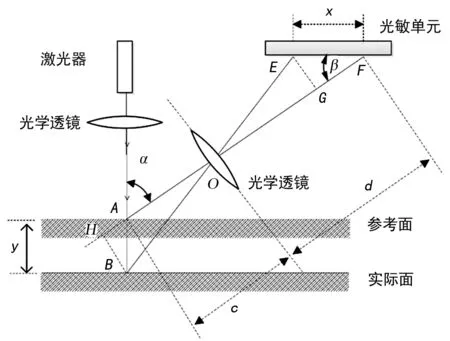
圖1 激光三角法測(cè)量原理圖
在圖1中,反射光束與法線的夾角為α,光敏單元與反射光束的夾角為β,參考面入射點(diǎn)距透鏡的距離AO即物距為c,透鏡至光敏單元的成像距離OF即像距為d,隨參考點(diǎn)變動(dòng)距離y時(shí),成像點(diǎn)在光敏單元上移動(dòng)的距離為x,透鏡焦距為f,過(guò)B、E點(diǎn)作AF的垂線BH、EG,由圖1可知:
(1)
式中:EG=x·sinβ,BH=y·sinα,F(xiàn)G=x·cosβ,AH=y·cosα。將此關(guān)系代入式(1)可知:
(2)
(3)
聯(lián)合式(2)和式(3)可知:
(4)
當(dāng)實(shí)際對(duì)象在參考面之下時(shí),式(4)分母中間取負(fù)號(hào),反之取正號(hào),等式右側(cè)各參數(shù)在系統(tǒng)結(jié)構(gòu)確定之后,均為已知量,由此可測(cè)量出實(shí)際對(duì)象相對(duì)于基準(zhǔn)面的距離。
1.2 數(shù)據(jù)處理
分層掃描形成的數(shù)據(jù)中存在很多重復(fù)性數(shù)據(jù)和噪音點(diǎn),如果直接使用,會(huì)產(chǎn)生數(shù)據(jù)量過(guò)大的問題,誤差也較難控制,對(duì)掃描數(shù)據(jù)進(jìn)行合理精簡(jiǎn)合并,在保證精度的同時(shí),能夠有效提升處理速度和精度。
數(shù)據(jù)的處理包括重復(fù)數(shù)據(jù)的精簡(jiǎn)和輪廓識(shí)別。重復(fù)數(shù)據(jù)精簡(jiǎn)的主要目的在于刪除冗余數(shù)據(jù)的同時(shí)保證邊界輪廓數(shù)據(jù)的精度和完整性,同時(shí)由于點(diǎn)云掃描過(guò)程中存在噪音雜點(diǎn),需要通過(guò)后續(xù)處理來(lái)改善點(diǎn)云數(shù)據(jù)的精度,以便正確識(shí)別單層特征截面的形狀。
點(diǎn)云數(shù)據(jù)的處理方法主要包括均勻采樣法、基于包圍盒的方法、基于曲率的方法等。此實(shí)驗(yàn)通過(guò)均勻采樣法和曲率法相結(jié)合的方式對(duì)原始掃描數(shù)據(jù)進(jìn)行點(diǎn)云精簡(jiǎn)處理,從而能夠在較好保持結(jié)構(gòu)特征細(xì)節(jié)的同時(shí)減少點(diǎn)云數(shù)據(jù)量。
1.3 模型重構(gòu)
使用Geomagic軟件進(jìn)行逆向重構(gòu)建模,利用曲率采樣的功能對(duì)點(diǎn)云數(shù)據(jù)進(jìn)行精簡(jiǎn),并利用測(cè)量所得數(shù)據(jù)點(diǎn)進(jìn)行曲線擬合,得到單層截面的輪廓曲線,在得到所有測(cè)量截面的輪廓曲線之后,進(jìn)行逐層混合建模,最后通過(guò)布爾運(yùn)算得到最終的重構(gòu)模型。
2 分層切削重構(gòu)試驗(yàn)
2.1 實(shí)驗(yàn)條件與方法
此實(shí)驗(yàn)采用普瑞斯PV750數(shù)控加工中心(見圖2)進(jìn)行銑削加工,該機(jī)床定位精度為0.012 mm,重復(fù)定位精度為0.006 mm,零件材質(zhì)45鋼,使用φ80硬質(zhì)合金刀具進(jìn)行分層銑削,掃描設(shè)備為ZG717三維激光掃描儀,測(cè)量精度最高達(dá)0.02 mm。
實(shí)驗(yàn)之前,利用三坐標(biāo)測(cè)量機(jī)對(duì)加工零件實(shí)際尺寸進(jìn)行檢測(cè),作為最終建模精度判別基準(zhǔn)。利用數(shù)控機(jī)床對(duì)零件進(jìn)行逐層銑削—掃描循環(huán)加工,直至完成所研究特征全部數(shù)據(jù)的采集。

圖2 PV750加工機(jī)床
2.2 實(shí)驗(yàn)參數(shù)
此次實(shí)驗(yàn)對(duì)象為具有斜交孔的圓柱形零件,所有特征均經(jīng)過(guò)精加工處理,保證各特征具有一定的形位精度。加工零件如圖3所示。
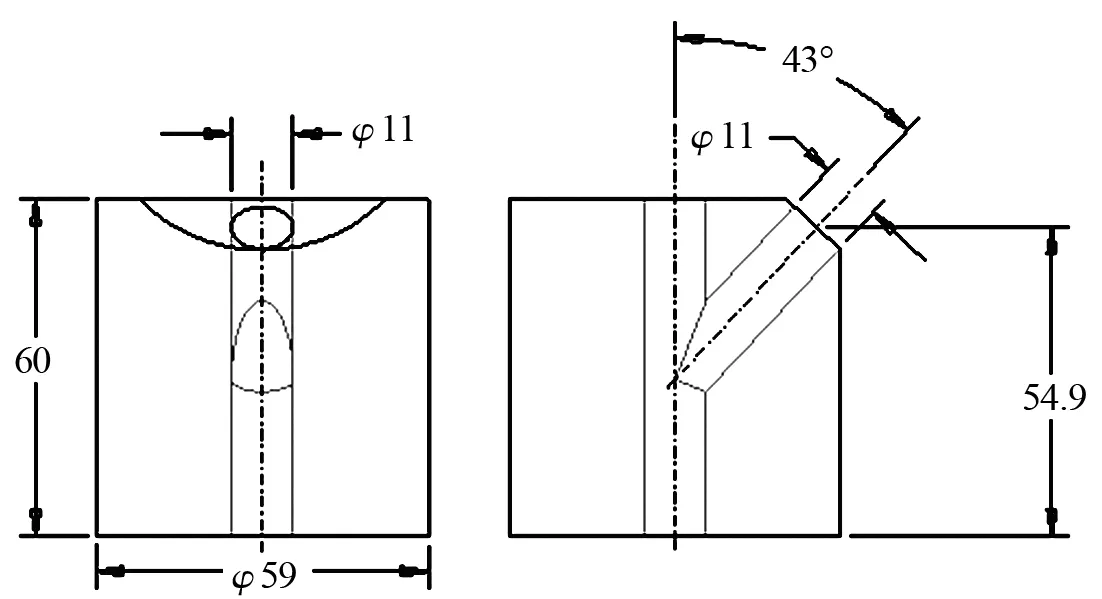
圖3 零件圖
首先通過(guò)三坐標(biāo)測(cè)量機(jī)檢測(cè)零件特征尺寸,作為建模后數(shù)據(jù)對(duì)比的基準(zhǔn)。零件的三坐標(biāo)檢測(cè)結(jié)果如表1所列。
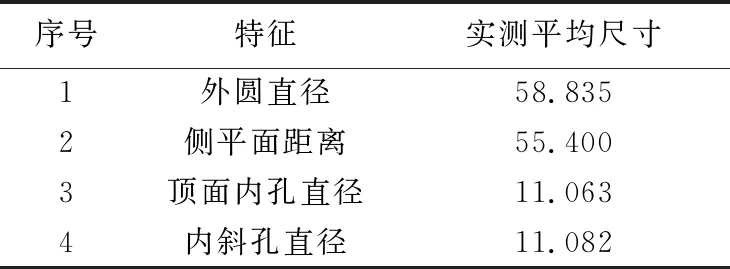
表1 實(shí)測(cè)尺寸 /mm
分層銑削的厚度通過(guò)數(shù)控機(jī)床進(jìn)行控制,根據(jù)零件特征及掃描設(shè)備特點(diǎn),銑削分層厚度根據(jù)零件孔特征的位置關(guān)系,在保證掃描數(shù)據(jù)質(zhì)量的同時(shí),盡量利用掃描設(shè)備特點(diǎn)減少掃描工作量,分層厚度1 mm,實(shí)際切削40層。
典型掃描結(jié)果如圖4、5所示。
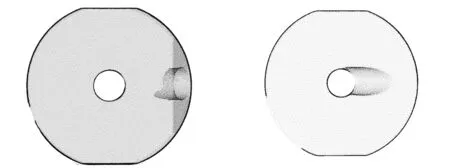
圖4 第1層掃描數(shù)據(jù) 圖5 第6層掃描數(shù)據(jù)
2.3 模型重構(gòu)
模型的重構(gòu)通過(guò)結(jié)合單次掃描數(shù)據(jù)和數(shù)控機(jī)床切削層厚確定,基于外形掃描構(gòu)建模型的外部特征,在分層銑削掃描后,根據(jù)銑削厚度和掃描數(shù)據(jù)計(jì)算截面形狀尺寸,進(jìn)行內(nèi)部特征的構(gòu)建,其流程如圖6所示。
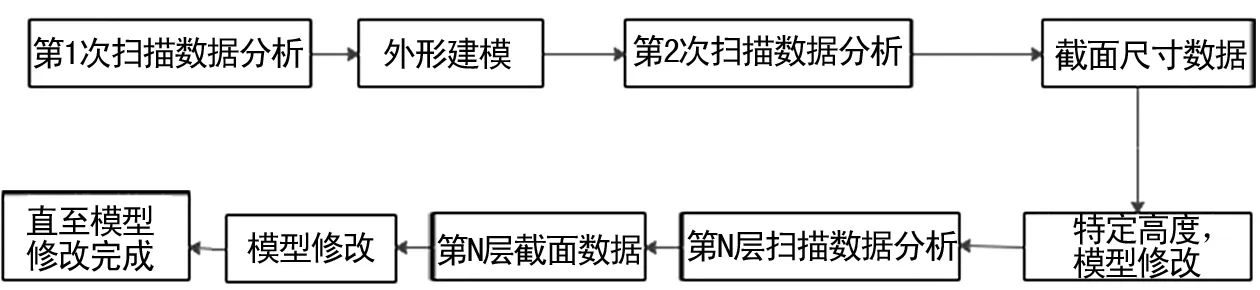
圖6 建模流程
通過(guò)重復(fù)掃描-切削過(guò)程,可以獲得零件內(nèi)外部結(jié)構(gòu)特征的數(shù)據(jù),圖7為第4層切削后掃描所得點(diǎn)云模型數(shù)據(jù)及提取的截面。
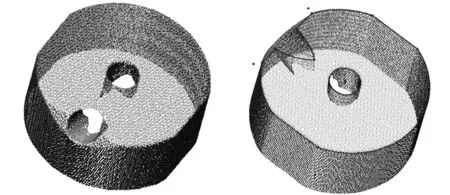
圖7 第4層點(diǎn)云模型及提取的截面
通過(guò)對(duì)掃描所得數(shù)據(jù)進(jìn)行截面特征提取,得到40層截面數(shù)據(jù)并進(jìn)行逐層放樣疊加,得到疊加后的模型,通過(guò)綜合分析多次掃描所獲取的數(shù)據(jù)進(jìn)行內(nèi)部結(jié)構(gòu)特征的數(shù)據(jù)優(yōu)化,最終獲得的幾何模型如圖8、9所示。
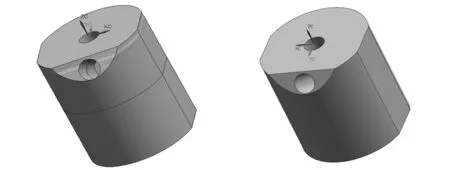
圖8 逐層疊加模型 圖9 優(yōu)化后的模型
3 試驗(yàn)結(jié)果分析
通過(guò)對(duì)重構(gòu)模型的測(cè)量,其各部分尺寸及偏差如表2所列。
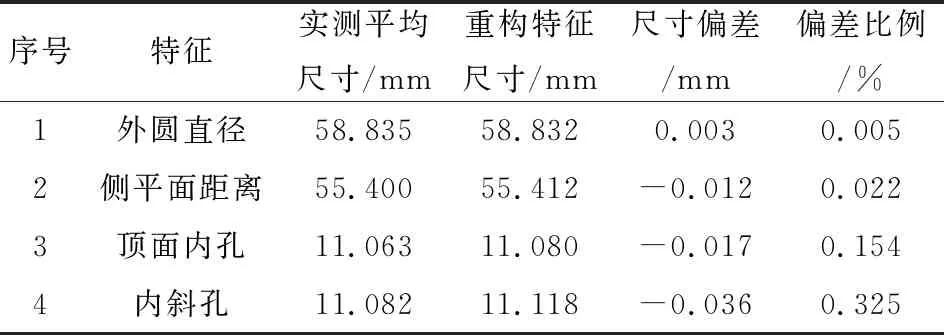
表2 實(shí)測(cè)和優(yōu)化后的模型數(shù)據(jù)
對(duì)比上述各尺寸偏差,偏差較小,不超過(guò)0.05 mm,內(nèi)斜孔的偏差值稍大,但也不超過(guò)0.5%。對(duì)實(shí)驗(yàn)過(guò)程進(jìn)行分析可知,主要的誤差成因包括以下幾個(gè)方面:
(1) 零件的加工精度和表面粗糙度對(duì)數(shù)據(jù)測(cè)量的影響較大;零件加工質(zhì)量與測(cè)量數(shù)據(jù)質(zhì)量呈現(xiàn)正相關(guān)性。
(2) 各層截面提取過(guò)程中,邊緣計(jì)算和各層截面拼接有一定的誤差,且會(huì)影響模型的重構(gòu)精度,更合理的根據(jù)測(cè)量對(duì)象結(jié)構(gòu)確定分層數(shù)量,能夠有效減小邊緣計(jì)算的誤差影響。
(3) 零件測(cè)量之前的預(yù)處理工作對(duì)掃描數(shù)據(jù)精度也有一定的影響,需要嚴(yán)格按照操作規(guī)程進(jìn)行測(cè)量。
4 結(jié) 語(yǔ)
基于逐層切削的三維掃描模型重構(gòu)方法,是通過(guò)分層切削后掃描的辦法獲取測(cè)量對(duì)象的內(nèi)部特征三維信息,并利用計(jì)算機(jī)對(duì)相關(guān)信息進(jìn)行處理和擬合建模,最終得到測(cè)量對(duì)象三維模型。利用現(xiàn)有的計(jì)算工具和高精度測(cè)量設(shè)備,該方法建模相對(duì)快捷、準(zhǔn)確,并能獲得復(fù)雜形體的內(nèi)部結(jié)構(gòu)特征,對(duì)于工程應(yīng)用具有重要的參考意義。
猜你喜歡
童話王國(guó)·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(bào)(2020年2期)2020-06-02 11:29:24
瘋狂英語(yǔ)·新策略(2019年10期)2019-12-13 08:43:28
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年9期)2019-11-25 07:33:02
當(dāng)代陜西(2019年10期)2019-06-03 10:12:04
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通·3-4年級(jí)(2017年9期)2017-10-13 08:10:54
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19