控制柜DIN導軌安裝方式探討
2020-03-24 08:47:55趙志勇
科技創(chuàng)新與應用 2020年9期
趙志勇
摘? 要:DIN導軌目前已廣泛應用各類電氣自動化設備現(xiàn)場安裝環(huán)境中,目前大多情況下采用螺絲連接安裝,文章嘗試一種新的安裝方式——機器人點焊,以提高生產過程自動化水平,提高生產效率。
關鍵詞:DIN導軌;點焊機器人;生產效率
中圖分類號:TM505? ? ? ? ?文獻標志碼:A? ? ? ? ?文章編號:2095-2945(2020)09-0128-02
Abstract: At present, DIN guideway has been widely used in the field installation environment of all kinds of electrical automation equipment, and screw connection is used in most cases. This paper tries a new installation method-robot spot welding, in order to improve the automation level of production process and improve production efficiency.
Keywords: DIN guideway; spot welding robot; production efficiency
1 概述
DIN導軌是電氣控制柜及自動化設備中常用的一個零部件,符合德國的工業(yè)標準。由于其安裝電氣元器件的便捷性,被廣泛應用于自動化、工業(yè)及民用等多個領域中。DIN導軌常用材料主要為鐵和鋁合金,每一種材質的DIN導軌都有多種規(guī)格型號,其中最常用的DIN導軌規(guī)格為35mm(寬度)×7.5mm(深度)×1mm(厚度)。目前很多電氣設備廠商都已推出符合DIN35標準的產品,例如西門子、施耐德、ABB、菲尼克斯等著名廠商的可編程邏輯控制(PLC)、空氣開關、電源、端子等,不同廠商的電器元器件都可以安裝在同一個規(guī)格的DIN導軌上,很大程度上提高了電氣元器件安裝的便捷性及互換性。
本文嘗試一種新的DIN導軌安裝方式——機器人點焊,以提高生產效率,提高生產線的自動化程度。
2 電阻點焊原理及特點
2.1 電阻點焊原理
點焊技術是Elihu Thomson在1877年偶然發(fā)現(xiàn)的,屬于壓接技術的一種,因為其組合便捷、速度快、變形量小、機械應力(拉力、剪力、彎曲、彎曲等)好、富有彈性等特點,被廣泛應用在汽車制造、航空航天等領域。點焊是將兩塊金屬重疊在一起,施加壓力并通以一個大的電流,由于金屬件接觸部位存在阻抗而產生熱量形成高溫,當溫度達到金屬的熔點時,金屬件將會開始融化,在施加的壓力作用下,兩塊金屬被壓合在一起形成焊點。如圖1所示,利用焦耳定律得知,金屬塊之間焊點產生的熱量Q為:
其中i、rew、rw、rc分別為電流值、電極與金屬塊的接觸電阻值、金屬塊的自有阻抗值、金屬塊之間的接觸電阻,t為電流的作用時間。
電阻點焊的焊接過程一般分為四個階段:預壓、焊接、維持和休止,如圖1所示。
在預壓階段,包含壓力上升和壓力恒定兩個部分,為了保證焊接質量,必須根據(jù)金屬塊的材質和厚度選擇對應的壓力,目的是建立穩(wěn)定的電流通道(F>0,I=0)。
在焊接階段,焊接電流通過金屬塊,隨著溫度的上升,接觸部位的金屬逐漸融化,從而獲得尺寸變化小的焊點(F>0,I>0)。
在維持階段,切斷焊接電流,焊接壓力繼續(xù)維持恒定,焊點因水冷系統(tǒng)迅速冷卻(F>0,I=0)。
在休止階段,電極開始提起離開焊接位置,回到起始狀態(tài)(F=0,I=0)。
2.2 電阻點焊特點
點焊時焊件成搭接接頭并壓緊在兩電極之間,其主要特點如下:
(1)電阻點焊的熱量非常集中,焊接時間短、焊接變形量小。
(2)電阻點焊不需要填充材料,不需要氣體保護。
(3)電阻點焊因其操作工藝非常簡單,對操作人員的技能要求不高,非常容易實現(xiàn)自動化。
(4)電阻點焊勞動強度小,不產生污染氣體,工作環(huán)境好。
(5)電阻點焊可以焊接同一種金屬或不同類型金屬。
(6)電阻點焊由于其電流大,對電網(wǎng)的沖擊比較大。
(7)電阻點焊的設備復雜且不易于維修。
(8)電阻點焊缺乏在線檢測焊接質量的技術手段。
3 點焊機器人系統(tǒng)及工作原理
3.1 點焊機器人系統(tǒng)的結構
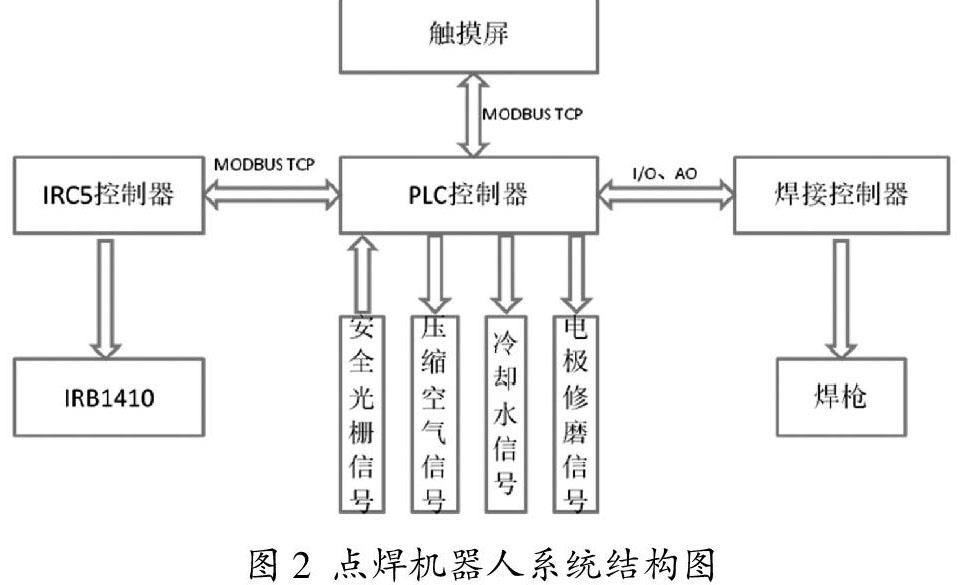
點焊機器人系統(tǒng)架構及工作原理如圖2,該系統(tǒng)由可編程控制PLC、點焊機器人(IRB1410和IRC5控制器)、焊槍、焊接控制器及焊接輔助設備(壓縮空氣、冷卻水、電極修磨器)構成。
圖2 點焊機器人系統(tǒng)結構圖
3.2 點焊機器人系統(tǒng)工作原理
為確保點焊機器人系統(tǒng)各工作單元數(shù)據(jù)傳輸?shù)目煽啃院蛯崟r性,采用MODBUSTCP+數(shù)字I/O+模擬量實現(xiàn)相互通信,MODBUSTCP是當今工業(yè)控制領域中廣泛使用的一種現(xiàn)場總線,因傳輸速度快、抗干擾能力強和距離傳輸遠等特點,廣泛應用于各種工業(yè)領域的控制系統(tǒng)和分散式I/O之間的通信。
上電后自動進行系統(tǒng)的初始化:檢測各系統(tǒng)部件的狀態(tài),主要包含點焊機器人是否回到安全位置、焊接工作是否完成;傳感器、氣源壓力等是否正常。對于安全信號,進行分級處理,重要的安全信號通過硬線連接,觸發(fā)設備停機;對于低級別的安全信號,則有PLC控制器發(fā)送停止信號。焊接過程中,實時檢測各工作單元的工作狀態(tài),假如任何一個工作單元發(fā)生故障,系統(tǒng)自動停止工作,并通過聲光方式提醒操作人員,同時在觸摸屏上以故障列表的形式顯示故障部件、故障原因及解決方法等信息。焊接電流、焊接時間、焊接壓力、焊接位置等焊接參數(shù)均可通過觸摸屏進行設定,可根據(jù)實際需要進行調整,方便快捷。
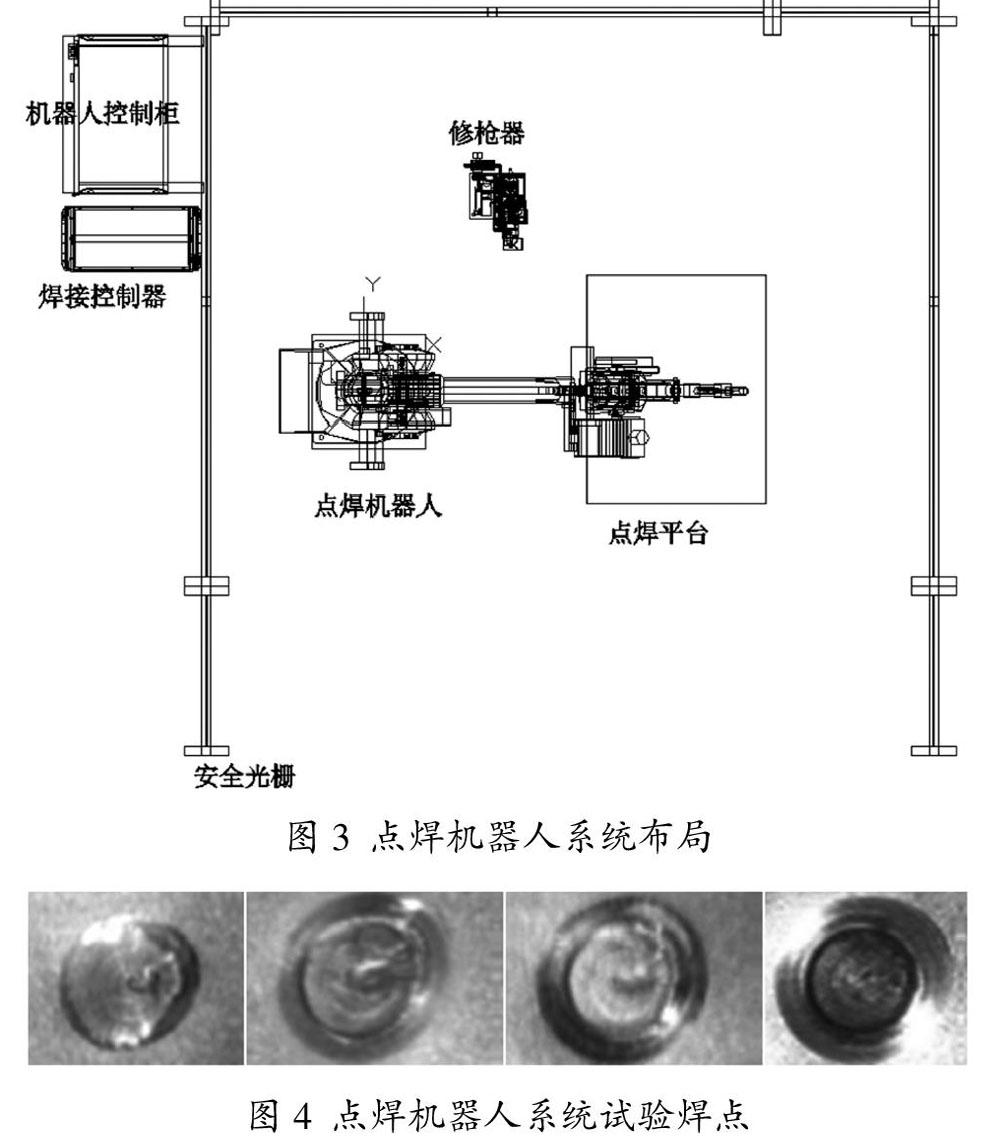
3.3 點焊機器人系統(tǒng)布局
圖3為點焊機器人系統(tǒng)布局。
3.4 實驗
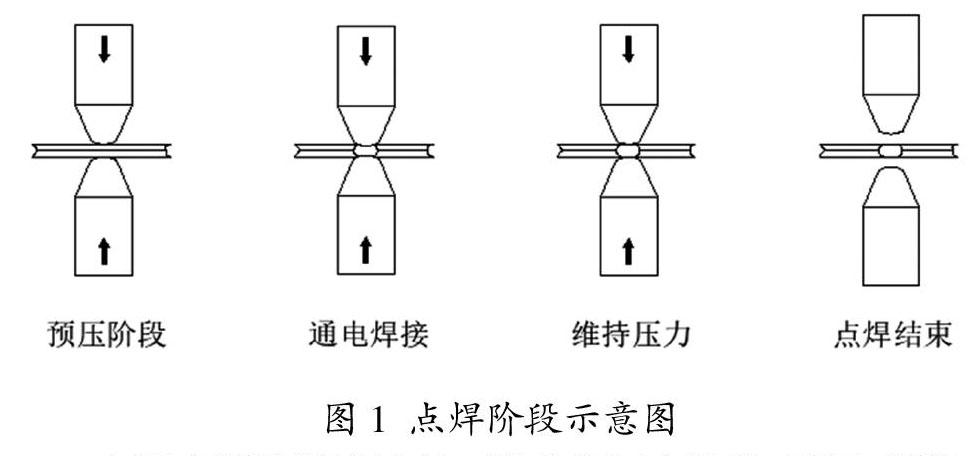
為驗證DIN導軌點焊機器人系統(tǒng)的可行性與焊接參數(shù)優(yōu)化,選擇一組DIN導軌進行試驗,在焊接壓力為2250N的情況下,調整焊接電流、焊接時間,得到如圖4所示的焊點。
考慮到生產效率和焊接質量穩(wěn)定性,電流設置偏差在正負20A以內,搏動在40A以內,參照實測焊點情況,焊接壓力設置偏差允許在±300N以內,波動在均值±90N以內。
4 結論
目前,DIN導軌焊接安裝方式已進行研究試驗驗證,但目前還需要進一步開拓市場應用。其實現(xiàn)難度有兩點:(1)控制柜背板的材質無法統(tǒng)一,PVC板、鍍鋅板、鐵板、噴塑板材等,各種材質的板材導電率不一樣,甚至無法導電;(2)DIN導軌與電氣器件直接機械卡扣連接形式不一,各大電氣器件廠商都有自己對應的卡扣形式,沒有形成統(tǒng)一的標準。
參考文獻:
[1]畢洲武,戴正文.工業(yè)自動化領域現(xiàn)場電氣器件DIN導軌安裝改進方法調查與研究[J].科技創(chuàng)新與應用,2016(34):56-57.
[2]姜龍,張力,陳建鋒.微型導軌式安裝電能表及其應用[J].低壓電器,2008(16):66-68.
[3]佚名.ABB多款導軌安裝元件全新上市[J].自動化信息,2012(8):15-15.