焊后處理對(duì)Q690鋼CGHAZ組織及硬度的影響
2020-03-23 13:33:40杜全斌秦磊張肇偉張衛(wèi)偉
農(nóng)機(jī)使用與維修 2020年2期
杜全斌 秦磊 張肇偉 張衛(wèi)偉

摘 要:采用干冰急冷、自然冷卻和250 ℃×2 h低溫回火三種方式對(duì)焊接接頭進(jìn)行焊后處理。通過(guò)光學(xué)顯微鏡、顯微硬度試驗(yàn),研究三種焊后處理對(duì)Q690鋼焊接熱影響區(qū)粗晶區(qū)(CGHAZ)組織及硬度的影響。結(jié)果表明:當(dāng)焊后處理由干冰急冷向自然冷卻、250 ℃×2 h回火改變時(shí),CGHAZ顯微組織由以板條馬氏體為主改變?yōu)榘鍡l貝氏體為主,并有少量粒狀貝氏體產(chǎn)生。焊后處理對(duì)焊縫顯微硬度影響較大,對(duì)CGHAZ的顯微硬度影響程度較小,自然冷卻和250 ℃×2 h回火,可避免焊縫形成淬硬組織,緩解焊縫區(qū)的應(yīng)力狀態(tài)。
關(guān)鍵詞:Q690鋼;熱影響區(qū);顯微組織;顯微硬度
中圖分類(lèi)號(hào):TG442文獻(xiàn)標(biāo)識(shí)碼:A開(kāi)放科學(xué)(資源服務(wù))標(biāo)識(shí)碼
doi:10.14031/j.cnki.njwx.2020.02.011Open Science Identity(OSID)
在高強(qiáng)鋼焊接生產(chǎn)中,為防止氫致裂紋的產(chǎn)生,通常對(duì)焊接接頭采用焊后250? ℃×2 h低溫回火處理[1-3]。然而,實(shí)際生產(chǎn)過(guò)程中,為降低成本、縮短生產(chǎn)周期,在接頭性能滿(mǎn)足工程應(yīng)用要求的基礎(chǔ)上,焊件的冷卻狀態(tài)應(yīng)盡量選擇焊態(tài),即焊后自然冷卻。因此,焊態(tài)下的接頭性能是否滿(mǎn)足使用性能要求,亟需研究分析。本文在高環(huán)境濕度、低預(yù)熱及低層間溫度的苛刻條件下對(duì)Q690鋼施焊,并對(duì)焊后接頭分別采用干冰急冷處理(模擬北方冬季焊態(tài)接頭)、自然冷卻(模擬夏季焊態(tài)接頭)及250 ℃×2 h低溫回火處理,研究了三種焊后處理對(duì)Q690鋼焊接熱影響區(qū)粗晶區(qū)(Coarse Grain Heat Affected Zone,CGHAZ)組織及硬度的影響,為其在工程機(jī)械上的應(yīng)用提供理論支持和試驗(yàn)依據(jù)。
1 試驗(yàn)方法
試驗(yàn)鋼板為調(diào)質(zhì)態(tài)的Q690高強(qiáng)鋼板,金相組織為回火貝氏體,顯微硬度為320 HV5。試驗(yàn)焊材為GHS75M焊絲,其直徑為1.2 mm,Q690高強(qiáng)鋼和GHS75M焊絲熔敷金屬的化學(xué)成分及力學(xué)性能如表1所示。
焊接方法采用半自動(dòng)熔化極氣體保護(hù)焊,保護(hù)氣體為80%Ar+20%CO2組成的混合氣體,氣體流量為20 L·min-1。接頭形式為平板對(duì)接。試驗(yàn)環(huán)境溫度22 ℃,環(huán)境濕度80%~90%RH,焊接電流260~300 A,焊接電壓29~30 V,熱輸入15 kJ·cm-1,預(yù)熱溫度50~60 ℃,道間溫度50~80 ℃。為顯著對(duì)比不同焊后熱處理方式對(duì)接頭組織及性能的影響,焊后立即分別進(jìn)行:(1)干冰急冷,即在距焊縫50 mm處布置一層10~20 mm厚的干冰,并隨著干冰的升華而不斷添加,直至接頭溫度降為10 ℃;(2)自然冷卻(焊態(tài));(3)250 ℃×2 h低溫回火,即置入爐溫為250 ℃的馬弗爐中,2 h后取出自然冷卻。
參照GB/T 13298-2015《金屬顯微組織檢驗(yàn)方法》,制備焊接接頭金相試樣,采用LeicaMEF-4M 光學(xué)顯微鏡觀察熱影響區(qū)粗晶區(qū)的顯微組織。根據(jù)GB/T 2654-2008《焊接接頭硬度試驗(yàn)方法》測(cè)試焊接接頭的顯微硬度,測(cè)試點(diǎn)位置為距接頭背焊面下2 mm處。
2 試驗(yàn)結(jié)果與分析
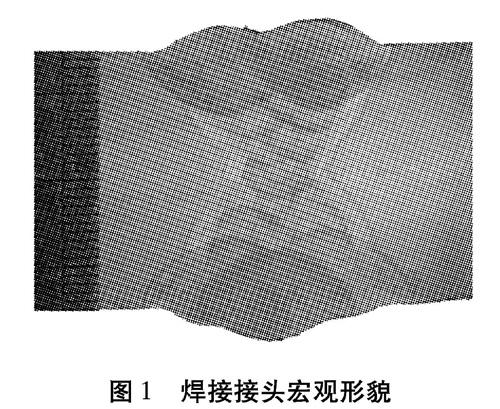
2.1 焊接接頭的宏觀形貌
圖1為經(jīng)干冰急冷處理焊接接頭的橫截面宏觀形貌。可以看出,焊接接頭中焊縫金屬、熱影響區(qū)及母材清晰可見(jiàn),熱影響區(qū)平均寬度約5.5 mm。焊接接頭為多層多道焊,各焊道層次分明,熔敷金屬量均勻,上焊道對(duì)下焊道有熱作用,焊道間、焊縫根部及熔合線均無(wú)裂紋、夾渣等缺陷。
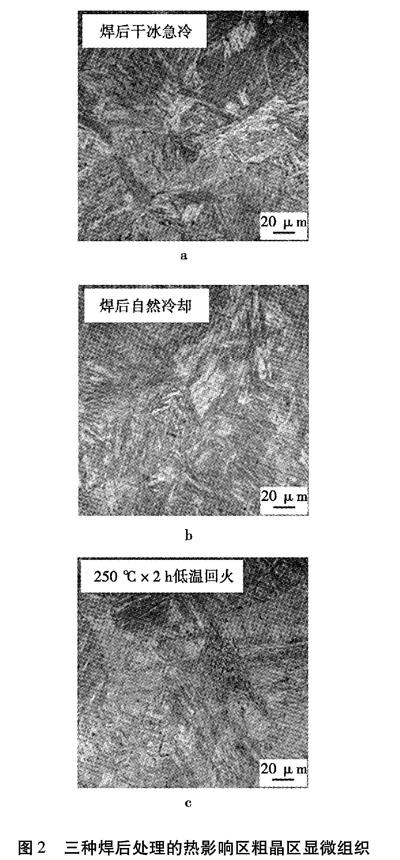
2.2 焊接熱影響粗晶區(qū)顯微組織
圖2為三種焊后處理的CGHAZ顯微組織,可以看出,經(jīng)焊接熱循環(huán)影響后,CGHAZ完全失去了母材原有組織形態(tài),原奧氏體晶粒顯著長(zhǎng)大。
當(dāng)焊后干冰急冷時(shí), CGHAZ顯微組織主要為板條馬氏體和板條貝氏體的混合組織,其中板條馬氏體含量較多。馬氏體板條和貝氏體板條細(xì)長(zhǎng),方向性較強(qiáng),原奧氏體晶粒內(nèi)可以由一個(gè)或幾個(gè)板條束組成,板條束可貫穿整個(gè)原奧氏體晶粒,見(jiàn)圖2a。當(dāng)焊后自然冷卻時(shí),CGHAZ顯微組織中板條貝氏體含量增多,板條馬氏體減少,貝氏體和馬氏體板條仍具有較小的長(zhǎng)寬比及較強(qiáng)的方向性,但板條束尺寸減小,位向不同的板條束之間呈“交織”狀分布,見(jiàn)圖2b。當(dāng)焊后250 ℃×2 h回火處理時(shí),CGHAZ顯微組織主要以板條貝氏體為主,并有少量粒狀貝氏體產(chǎn)生,而板條馬氏體含量大大減少,貝氏體板條粗化,方向性減弱,見(jiàn)圖2c。
2.3 焊接接頭的顯微硬度
圖3為由焊縫金屬中心到母材的顯微硬度。可以看出,不同位置的顯微硬度值波動(dòng)較大,呈波浪狀變化。但仔細(xì)觀察不難發(fā)現(xiàn)三種焊后處理焊接接頭的顯微硬度曲線呈相同的規(guī)律,即靠近熔合線焊縫側(cè)出現(xiàn)硬度峰值,熔合線和不完全重結(jié)晶區(qū)分別出現(xiàn)一個(gè)小的硬度谷值和大的硬度谷值。這是由于母材和焊絲成分具有較大的差別,近熔合線焊縫金屬熔融部分母材后,合金元素濃度升高,碳當(dāng)量增大,再加上焊后冷卻過(guò)程中,該處具有較大的冷卻速度,使得該處形成淬硬組織,尤其焊后干冰急冷時(shí),該區(qū)冷卻速度進(jìn)一步增大,形成淬硬組織的程度進(jìn)一步提高,但焊后250 ℃×2 h回火處理時(shí),該區(qū)淬硬組織并沒(méi)有如焊縫區(qū)一樣硬度下降。熔合線存在物理化學(xué)的不均勻性,如大量的空位、位錯(cuò)及擴(kuò)散過(guò)渡層,從而導(dǎo)致其組織、性能的不均勻性,該區(qū)具有較低的硬度。不完全重結(jié)晶區(qū)經(jīng)歷的熱循環(huán)峰值溫度為AC3~AC1,該區(qū)發(fā)生了部分組織的奧氏體化和再結(jié)晶,原母材中回火貝氏體組織和碳化物未能充分溶解,冷卻后的混合組織對(duì)塑性變性的抗力很小,因而該區(qū)出現(xiàn)硬度的顯著下降。
另外圖3中還可以發(fā)現(xiàn),隨著焊后干冰急冷向250 ℃×2 h回火處理改變,焊縫區(qū)和CGHAZ整體顯微硬度呈減小趨勢(shì)。由于焊縫區(qū)顯微硬度值下降幅度遠(yuǎn)大于CGHAZ,焊縫區(qū)平均顯微硬度由大于CGHAZ向小于CGHAZ轉(zhuǎn)變。上述變化表明,焊后緩冷可顯著降低焊縫區(qū)的顯微硬度,而對(duì)CGHAZ的顯微硬度影響程度較小,從而緩解焊縫區(qū)的應(yīng)力狀態(tài),防止焊后氫致裂紋的產(chǎn)生。
3 結(jié)論
(1) CGHAZ顯微組織主要為板條馬氏體和板條貝氏體。當(dāng)焊后處理由干冰急冷向自然冷卻及250 ℃×2 h回火改變時(shí),CGHAZ顯微組織由以板條馬氏體為主改變?yōu)榘鍡l貝氏體為主,并有少量粒狀貝氏體產(chǎn)生。
(2) 焊后處理對(duì)焊縫顯微硬度影響較大,對(duì)CGHAZ的顯微硬度影響程度較小,自然冷卻和250 ℃×2 h回火,可避免焊縫形成淬硬組織,緩解焊縫區(qū)的應(yīng)力狀態(tài)。
參考文獻(xiàn):
[1]張驍勇, 高惠臨, 畢宗岳, 等. 焊接熱輸入對(duì)X80焊管焊縫組織與性能的影響[J]. 材料工程, 2010(9):66.
[2] 張敏, 陳陽(yáng)陽(yáng), 劉明志, 等.超低碳貝氏體鋼埋弧焊焊接接頭韌化機(jī)理分析[J].焊接學(xué)報(bào), 2016, 37(6):45.
[3] 馬成勇, 田志凌, 杜則裕, 等.熱輸入對(duì)800MPa級(jí)鋼接頭組織及性能的影響[J].焊接學(xué)報(bào), 2004, 25(2):23.
(03)
