基于聲發射的高體積分數碳化硅顆粒鋁基復合材料切削刀具效能評估*
2020-03-23 03:08:26譚海林汪次榮桂中祥
機械制造 2020年12期
□ 譚海林 □ 汪次榮 □ 桂中祥
1.湖南化工職業技術學院 機電工程學院 湖南株洲 412006 2.中國電子科技集團公司第三十八研究所 合肥 230088
1 研究背景
高體積分數碳化硅顆粒鋁基復合材料具有多種優異性能,如比強度和比剛度高、耐高溫、耐磨損、線膨脹系數小且可調、尺寸穩定性好等,已廣泛用作航天、航空、汽車、電子、軍事等領域中的電子殼封裝材料[1-3]。由于碳化硅顆粒增強相的高硬度和高耐磨性,使高體積分數碳化硅顆粒鋁基復合材料的切削加工極為困難,隨著碳化硅顆粒體積分數的增大,切削性變差[4]。采用特種加工技術加工高體積分數碳化硅顆粒鋁基復合材料,在去除率、表面質量、加工效率方面無法與車銑等常規機械切削加工方式相比[5-7]。因此,常規機械切削加工方式仍是高體積分數碳化硅顆粒鋁基復合材料的主要加工方式。在實際生產中,由于高體積分數碳化硅顆粒鋁基復合材料切削加工工藝數據缺乏,工藝人員只能憑經驗換刀并選取較為保守的工藝參數,從而造成加工參數選擇不當、刀具磨損嚴重、加工表面質量低、加工效率低、加工成本高等結果,這些問題嚴重制約了高體積分數碳化硅顆粒鋁基復合材料的進一步推廣應用。針對以上問題,筆者采用聲發射信號作為高體積分數碳化硅顆粒鋁基復合材料切削加工刀具磨損在線監測信號,通過聲發射信號隨刀具磨損的變化規律,揭示刀具磨損隨時間變化的規律,合理選擇加工工藝參數,這樣既可以將刀具的切削效能發揮至極限,使刀具得到充分利用,提高加工質量和效率,又不會影響刀具的使用壽命,從而達到節約成本的目的,實現最佳加工效果。
2 試驗內容
采用超聲輔助加工中心對高體積分數碳化硅顆粒鋁基復合材料進行銑削加工,通過PCI-2型聲發射系統采集試驗過程中的聲發射信號。在加工開始前,將聲發射傳感器安裝在被加工的工件上。聲發射傳感器將高體積分數碳化硅顆粒鋁基復合材料在切削過程中引起的機械振動轉換為電信號,然后再放大、處理和記錄。試驗噪聲的采樣閾值設置為38 dB,采樣頻率設置為1 MHz,試驗裝置如圖1所示。對加工后的刀具采用Quanta 2000型掃描電子顯微鏡觀測刃口磨損形態和磨損特征尺寸。

▲圖1 試驗裝置
分別采用直徑為4 mm的硬質合金刀、氮化硼涂層刀、聚晶金剛石刀兩齒刀具,加工方式為順銑濕式加工。三種刀具在工件上的銑削長度均為20 mm。在前期進行大量高體積分數碳化硅顆粒鋁基復合材料切削試驗和查閱相關文獻資料的基礎上,發現進給速度對硬質合金刀磨損敏感性較大,轉速對氮化硼涂層刀磨損敏感性較大,切削深度對聚晶金剛石刀磨損敏感性較大[8]。為減少重復試驗次數和避免材料浪費,制訂試驗方案[9-10],見表1。

表1 試驗方案
3 刀具加工能力分析
試驗采用聲發射系統反饋的信號表征刀具在對高體積分數碳化硅顆粒鋁基復合材料進行加工時的能量波動數據。
當刀具對高體積分數碳化硅顆粒鋁基復合材料加工能力較強時,聲發射信號曲線較為平穩。當刀具對高體積分數碳化硅顆粒鋁基復合材料加工能力較弱時,聲發射信號表現出非常明顯的離散波動現象。另一方面,聲發射信號表現出初次屈服平臺期持續的時間越短,代表刀具的加工能力越差;二次屈服平臺期持續的時間越長,出現的時間越早,代表刀具的加工能力越好。當刀具磨損嚴重、加工能力變差時,聲發射信號不再出現明顯的能量波動現象。
4 刀具磨損變化分析
硬質合金刀試驗時,聲發射信號隨刀具磨損的變化曲線如圖2所示。由圖2可以看出,當進給速度較慢,為150 mm/min時,聲發射信號有較為明顯的離散點,并且離散點呈現較為明顯的波動性,說明硬質合金刀可以加工材料,但是振動較大,影響工件加工質量,同時刀具的切削效能沒有較好發揮,刀具沒有得到充分利用。在切削時間約52 ms時不再出現明顯的能量波動現象,說明刀具達到極限壽命,不能再進行加工,應進行換刀。當進給速度較快,為300 mm/min時,聲發射信號前期屈服特征時間很短,約為4.5 ms,之后不再出現明顯的能量波動現象,說明刀具加工時會迅速磨損,失去加工能力,甚至會發生斷刀。當進給速度為200 mm/min時,聲發射信號表現出較明顯的離散點,并且離散點比較平穩,說明刀具的加工情況較好,工件加工質量較高,切削時間在35 ms左右時刀具到達極限壽命。因此,采用硬質合金刀加工高體積分數碳化硅顆粒鋁基復合材料時,聲發射信號屈服特征時間短,即刀具穩定切削時間短,且隨著進給速度的加快,刀具穩定切削時間越來越短,這表明刀具磨損速率隨進給速度加快而迅速增大,刀具使用壽命短,刀具加工能力比較差。
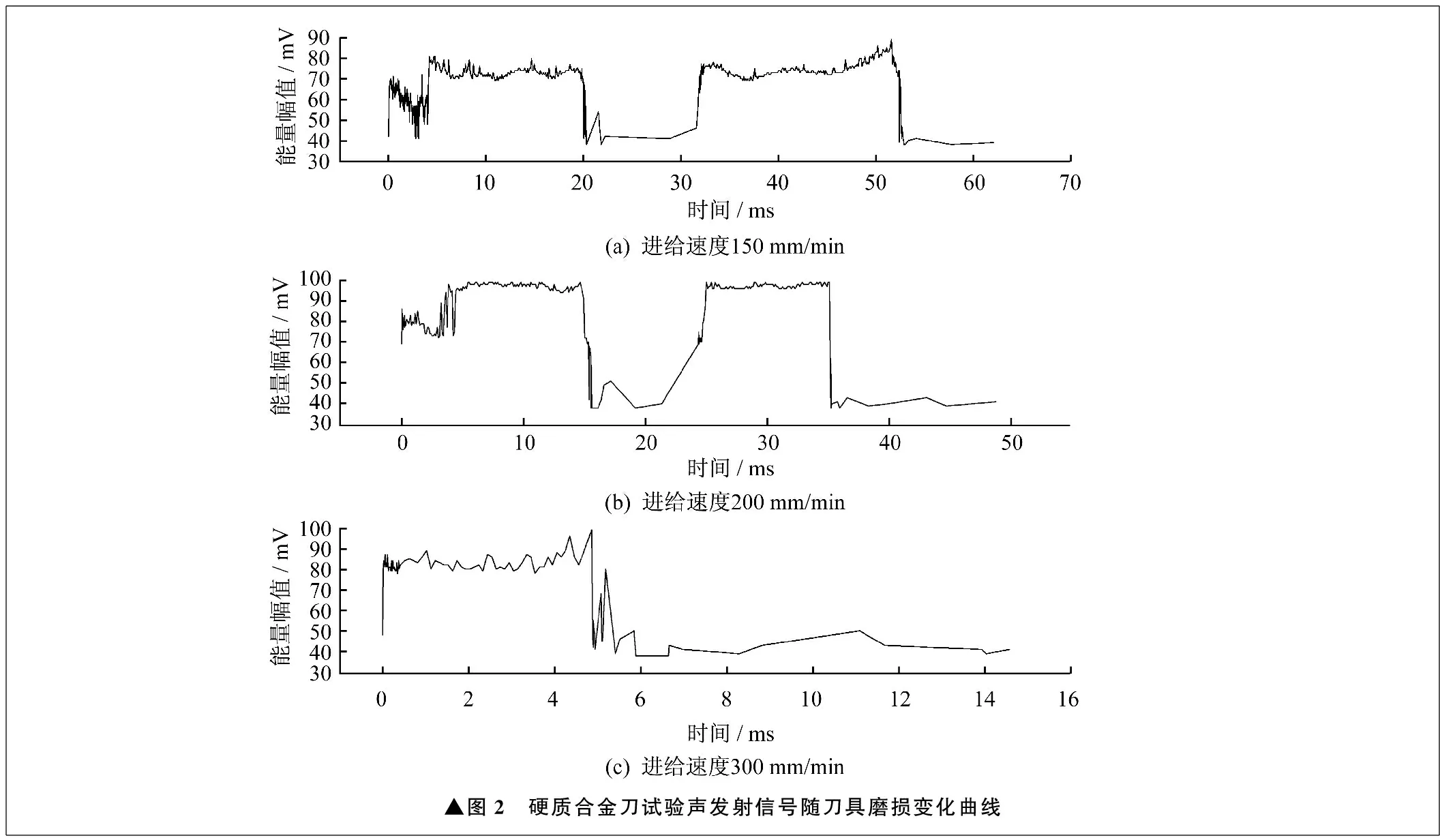
▲圖2 硬質合金刀試驗聲發射信號隨刀具磨損變化曲線
氮化硼涂層刀試驗時聲發射信號隨刀具磨損的變化曲線如圖3所示。由圖3可以看出,隨著轉速的加快,聲發射信號均表現出明顯屈服的特征,沒有出現與硬質合金刀相同的屈服斷刀現象,這說明氮化硼涂層刀加工高體積分數碳化硅顆粒鋁基復合材料的適應性較好。當轉速較慢時,振動能量幅值直接增大至較高水平,刀具效能未較好地發揮。當轉速為2 500 r/min時,聲發射信號離散特征平穩,說明切削加工情況比較好,且刀具使用壽命最長。當轉速為3 000 r/min時,屈服平臺期變短,刀具磨損加快,使用壽命變短。
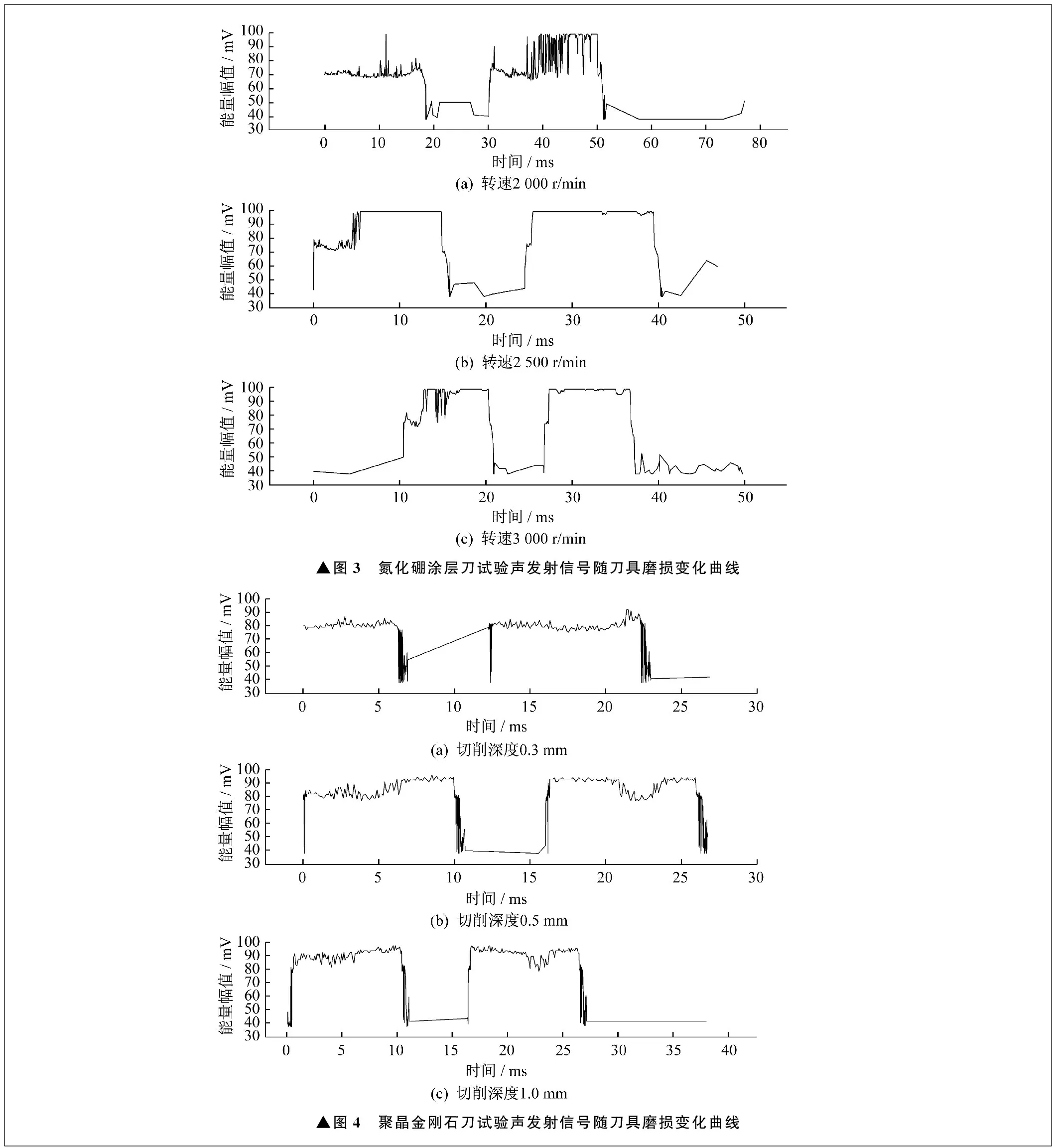
▲圖3 氮化硼涂層刀試驗聲發射信號隨刀具磨損變化曲線▲圖4 聚晶金剛石刀試驗聲發射信號隨刀具磨損變化曲線
聚晶金剛石刀試驗時聲發射信號隨刀具磨損的變化曲線如圖4所示。由圖4可以看出,即使在較快轉速和進給速度條件下,聚晶金剛石刀的振動能量跳動頻率也明顯低于其它兩種刀具。當切削深度逐漸增大時,聚晶金剛石刀的振動能量跳動現象少量增加,說明聚晶金剛石刀對高體積分數碳化硅顆粒鋁基復合材料表現出了良好的加工能力。當切削深度為0.3 mm時,加工過程中始終保持較好的屈服平臺期,未出現較大的跳動現象,因此聚晶金剛石刀在加工高體積分數碳化硅顆粒鋁基復合材料時應取較快轉速、較快進給速度,以及較小切削深度的切削參數。
5 刀具磨損形貌分析
在銑削高體積分數碳化硅顆粒鋁基復合材料時,銑刀前刀面比后刀面的接觸壓力小,前刀面切削一段時間后會因產生積屑瘤而受到保護,后刀面相比前刀面磨損嚴重。為了較為直觀地獲得刀具在銑削加工后的磨損情況,采用掃描電子顯微鏡對刀具磨損最嚴重處,即后刀面進行形貌觀測。硬質合金刀加工試驗后,后刀面的磨損形貌如圖5所示。當進給速度為150 mm/min時,未見明顯劃痕,刀具形貌變化很少,說明刀具表面的磨損較少。進給速度為200 mm/min時有劃痕,同時表面出現細小顆粒時剝落現象,說明刀具表面有一定磨損。進給速度為300 mm/min時劃痕更明顯,而且表面出顆粒大面積剝落的現象,刀具形貌發生改變,說明刀具表面磨損嚴重。刀具磨損情況與聲發射信號隨刀具磨損的變化曲線分析一致,說明采用聲發射信號作為切削加工刀具磨損在線監測的信號是可行的。
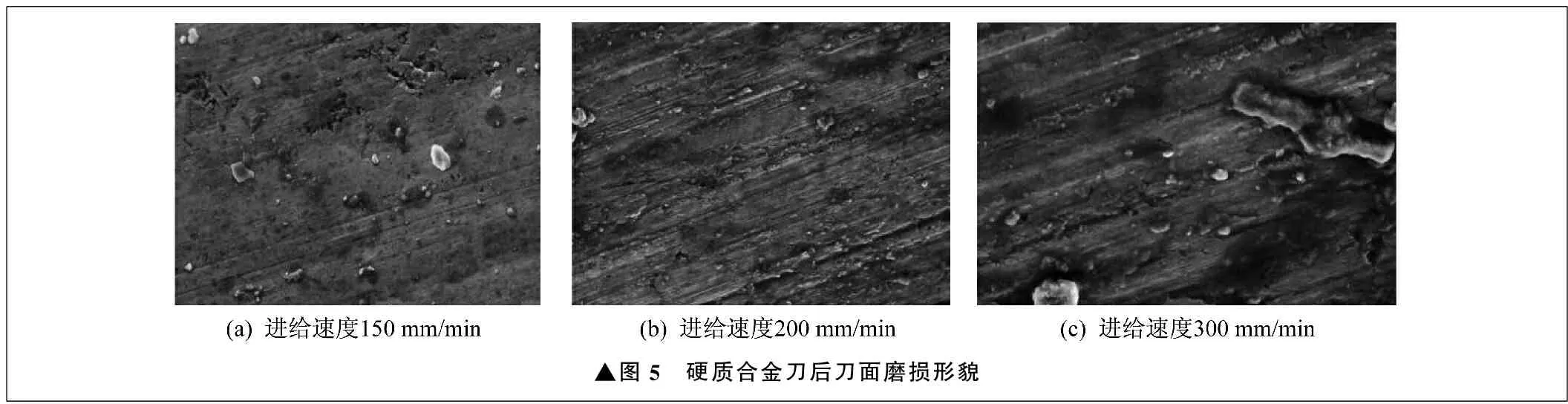
▲圖5 硬質合金刀后刀面磨損形貌
6 結束語
筆者基于聲發射信號對不同材質刀具、不同切削參數加工高體積分數碳化硅顆粒鋁基復合材料時的刀具效能進行評估,得到研究結果。
以切削加工過程中振動能量為主要參數值的聲發射信號,可以作為刀具加工性能的重要表征。通過分析,聲發射信號可以判斷刀具的磨損情況,評估刀具的極限效能。當聲發射信號不再出現明顯的能量波動現象時,說明刀具到達極限使用壽命,此時為換刀時刻。
硬質合金刀由于強韌性比較低,切削穩定期較短,容易發生斷刀現象,因此不適合用作高體積分數碳化硅顆粒鋁基復合材料的銑削加工刀具。
氮化硼涂層刀和聚晶金剛石刀加工高體積分數碳化硅顆粒鋁基復合材料的性能優于硬質合金刀,聚晶金剛石刀的性能最優。采用氮化硼涂層刀加工時,較優的切削參數組合為轉速2 500 r/min、進給速度200 mm/min、切削深度0.5 mm。采用聚晶金剛石刀加工時,較優的切削參數組合為轉速3 000 r/min、進給速度300 mm/min、切削深度0.3 mm。在上述切削參數組合下,既可將刀具的切削效能發揮至極限,使刀具得到充分利用,提高加工質量和效率,又不會影響刀具的使用壽命,達到節約成本的目的,實現高速加工。
猜你喜歡
建材發展導向(2021年14期)2021-08-23 00:56:16
紡織科技進展(2021年3期)2021-06-09 08:07:14
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
中國生殖健康(2019年3期)2019-02-01 06:12:26
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
海軍航空大學學報(2015年3期)2015-11-11 17:20:00
應用化工(2014年10期)2014-08-16 13:11:29
