氮?dú)鈮毫?duì)激光切割薄不銹鋼板切縫寬度的研究
2020-03-22 20:04:08王新甲張燕
時(shí)代汽車 2020年19期
王新甲 張燕


摘 要:本文以單項(xiàng)變量的試切方式,對(duì)激光切割中氮?dú)鈮毫τ绊懖讳P鋼薄板切縫寬度進(jìn)行了全過程演示,討論分析該參數(shù)對(duì)切割質(zhì)量的影響,希望通過本文對(duì)高職激光技術(shù)實(shí)訓(xùn)課程及企業(yè)技術(shù)人員提供參考。
關(guān)鍵詞:氮?dú)?激光切割
Research on Nitrogen Pressure on the Cutting Seam Width of Laser Cutting Thin Stainless Steel Sheet
Wang Xinjia,Zhang Yan
Abstract:This article uses a single variable trial cutting method to demonstrate the effect of nitrogen pressure in laser cutting on the slit width of stainless steel sheet, discusses and analyzes the impact of this parameter on cutting quality, and hopes to provide reference to the laser technology training course of higher vocational and enterprise technical personnel.
Key words:Nitrogen Gas, laser cutting
對(duì)板材進(jìn)行激光切割時(shí)都需要使用輔助氣體,輔助氣體保證良好的切割質(zhì)量的關(guān)鍵是需要切縫內(nèi)能保持一定的輔助氣體壓力,輔助氣體壓力隨使用氣體的種類、切割材料、材料厚度等因素而發(fā)生變化,輔助氣體壓力的最佳值是通過試切時(shí),觀察切縫寬度、粘渣情況、切割面質(zhì)量情況等確定的。在一般切割中使用的輔助氣體種類,有氧氣、氮?dú)夂涂諝猓疚膬H就氮?dú)鈮毫?duì)不銹鋼板無氧化切割時(shí)切縫寬度的影響展開研究討論。
在確定輔助氣體類型的前提下,輔助氣體壓力的大小是一個(gè)極為重要的因素,主要影響切割速度、熔渣量及切縫寬度等,不同的材料得到良好的切割質(zhì)量所需要的輔助氣體壓力也不同,同一材料不同厚度的最佳輔助氣體壓力也不同。不銹鋼板的無氧切割中通常使用氮?dú)庾鳛檩o助氣體,它可以使熔融金屬具有良好的流動(dòng)性,厚度小于6毫米的不銹鋼薄板所需要氮?dú)鈮毫σ话阍?.1至1.0兆帕之間。激光切割時(shí)氮?dú)鈮毫Φ淖兓瑢?duì)切縫寬度有直接影響。
切縫寬度隨氮?dú)鈮毫Φ脑龃蠖龃螅谝欢ǖ陌搴窈颓懈罟β氏拢幸粋€(gè)最佳的氮?dú)饬髁糠秶诖说獨(dú)饬髁糠秶鷥?nèi)時(shí),切縫寬度小且穩(wěn)定切割質(zhì)量高。氮?dú)饬髁窟^低時(shí),不足以很快清除熔融金屬,造成熔融金屬在切口表面的粘附,當(dāng)其他切割工藝參數(shù)不變時(shí),隨著氮?dú)饬髁康脑龃螅牧汐@得的能量增加,材料表面溫度升高,其熱擴(kuò)散率也隨之增大,導(dǎo)致熱影響區(qū)變寬,使更多切縫處的金屬熔化,切縫寬度隨之增大,切口質(zhì)量逐漸提高。當(dāng)?shù)獨(dú)饬髁吭黾拥阶罴训牧髁糠秶鷷r(shí),可獲得具有較好切口質(zhì)量的切縫。本次工藝試驗(yàn)是以氮?dú)鈮毫?duì)0.5mm厚不銹鋼板無氧化切割時(shí)切縫寬度的影響為例展開研究討論。
1 使用的設(shè)備
對(duì)于0.5mm厚不銹鋼板的激光切割其最佳氮?dú)饬髁渴嵌嗌伲覀儗⑼ㄟ^試切來知道結(jié)果。試切設(shè)備采用的是武漢某激光設(shè)備制造公司生產(chǎn)的500瓦光纖激光切割機(jī)進(jìn)行工藝試驗(yàn)的,設(shè)備參數(shù)及切縫寬度檢驗(yàn)儀器見表1。
2 激光切割的材料
切割的材料為0.5毫米厚的不銹鋼板。
3 測(cè)試方法
試切切縫長度為100毫米,距離切縫起始點(diǎn)和終止點(diǎn)10毫米處,是切口橫斷面觀察部位。切縫中間80毫米為切口表面質(zhì)量分析樣件,在試驗(yàn)中取3個(gè)氮?dú)鈮毫π〉臄?shù)值、3個(gè)大的氮?dú)鈮毫?shù)值、1個(gè)合適的氮?dú)鈮毫?shù)值,通過測(cè)量切縫寬度來確定正確的氮?dú)鈮毫χ怠?/p>
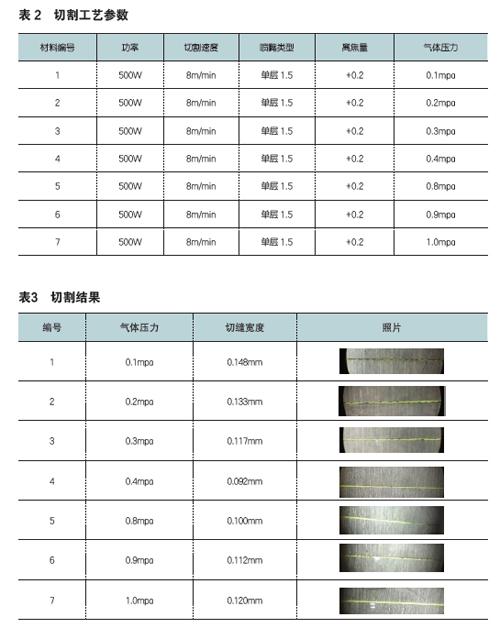
4 試切的工藝參數(shù)
切割工藝參數(shù),見表2。
5 切割結(jié)果及分析
根據(jù)試切的工藝參數(shù),采用單項(xiàng)變量的方法,確定激光切割0.5mm不銹鋼板時(shí),切縫寬度最小時(shí)的氮?dú)鈮毫χ担姳?。
在測(cè)試中只改變氮?dú)鈮毫Γ渌麉?shù)均不變,這是七種不同氮?dú)鈮毫ο碌那懈罱Y(jié)果。氮?dú)鈮毫?.1兆帕?xí)r,切縫寬度較寬且呈波浪狀,切割面底面有粘渣,說明氣體壓力過低。 逐步調(diào)整氣壓試切,當(dāng)氣壓為0.4兆帕?xí)r,切縫入口處輪廓清晰,割縫窄,割縫邊的熱影響層小,無切割粘渣,切割表面光潔。繼續(xù)增大氣壓試切,切割面粗糙且有粘渣,這是因?yàn)闅鈮哼^高 ,在工件表面形成了渦流,減弱了氣流去除熔渣的能力,造成切割面較粗糙,切縫較寬,可以確定切割厚度為0.5毫米的不銹鋼板,在用氮?dú)馇懈顣r(shí)的最佳氣壓值為0.4兆帕。
本文研究分析用的數(shù)據(jù)是基于特定設(shè)備加工而采集而來的,僅以氮?dú)鈮毫?duì)0.5mm厚不銹鋼板無氧化切割時(shí)切縫寬度的影響為例展開研究討論,提供給讀者參考。
參考文獻(xiàn):
[1]金岡優(yōu).圖解激光加工實(shí)用技術(shù),冶金工業(yè)出版社.
[2]關(guān)振中.激光加工工藝手冊(cè),中國計(jì)量出版社.
[3]曹鳳國.激光加工,化學(xué)工業(yè)出版社.