基于MATLAB/SIMULINK的焊裝生產線緩沖區設計及實際應用
2020-03-22 19:09:57李昆霖
時代汽車 2020年19期
李昆霖

摘 要:流水線中任意一個工位出現故障、擁堵或空閑等情況,都會引起整條線的癱瘓,使得生產線出現生產能力不平衡、工位符合分配不均等問題,影響了生產線的運行和效率提升。為解決生產線間的生產節拍不同、設備故障率等因素對流水線OEE的負面影響,需在流水線中適當的位置設置一個合理的緩存區。而過大的緩存區不僅建設成本較高,也違背了“無庫存生產”的理論,額外增加了工廠的運行成本,因此緩存區的合理布置是流水線設計的關鍵點之一。本文通過B2焊裝線緩存區設計的實例,采集以往焊裝線的實際生產數據并推導出焊裝線設備故障的數學模型,基于MATLAB/SIMULINK對數學模型進行仿真,得出不同緩存區建設方案的收益數據,綜合成本和收益后選擇最優方案實施。
Design and Practical Application of the Buffer of Welding Production Line Based on MATLAB/SIMULINK
Li Kunlin
Abstract:Failure, congestion, or vacancy at any station in the assembly line will cause the entire line to be paralyzed, causing the production line to have problems such as unbalanced production capacity and uneven distribution of stations, which affects the operation and efficiency of the production line. In order to solve the negative influence of factors such as different production tempo between production lines and equipment failure rate on the OEE of the assembly line, it is necessary to set a reasonable buffer area at an appropriate position in the assembly line. An excessively large buffer area not only has a higher construction cost, but also violates the theory of "no inventory production" and additionally increases the operating cost of the factory. Therefore, the reasonable layout of the buffer area is one of the key points of the pipeline design. In this paper, through the design of the B2 welding line buffer area, the actual production data of the previous welding line is collected and the mathematical model of the welding line equipment failure is derived. The mathematical model is simulated based on MATLAB/SIMULINK, and different buffer area construction plans are obtained, and the best plan for implementation is chosen according to the comprehensive cost and benefit.
1 引言
豐田的JIT(Just In Time)生產模式在各汽車廠中廣泛應用,JIT的核心是追求從訂單到交付階段的無庫存生產模式,在實際生產中,由于物流供應、人員作業、設備故障等不確定因素,生產線會出現整線停線的風險,嚴重影響生產系統連續性,降低開動率,給工廠帶來額外的損失。因此,“無庫存生產”可作為工廠總體布局和訂單式排產的理論,但在生產線細化布局中,為保證生產的連續性,需設置一定的緩沖庫存,以提升生產線開動率。隨著工業機器人等自動化設備的大規模應用,焊裝車間生產線有著設備結構復雜、自動化程度高、設備精度高、節拍高的特點,數量、種類繁多的自動化設備不可避免的使得設備故障率升高,因此焊裝線合理的設計線間緩存顯得尤為重要,線間緩存起到平衡節拍差異、減少線間停線影響等作用,對于提升焊裝車間OEE(設備綜合效率)有著重大意義。
2 焊裝線線間緩存模型
2.1 緩存區的分類
緩存區按結構和存儲形式分為(1)鏈式緩存區:按照工件原有順序進行工件的存儲和釋放,即工作模式為先進先出;(2)堆棧式緩存區:存儲工件的順序和釋放工件的順序是相反的,即工作模式為先進后出;(3)線性緩存區:由多條并列的鏈式緩存區或堆棧式緩存區組合而成,工件進入緩存區時根據一定的策略進入,并按照一定的策略釋放某一條并列存儲道中最前面的一個工位。焊裝線無需進行調序,只需要按序進行生產,因此緩存區選用鏈式緩存區,實現先進先出,確保焊裝線上的生產順序一致。
2.2 緩存區的位置
焊裝線通常采用U型布置,為節省廠房面積,可在U型的轉折處設置一個空中緩存區,充分利用廠房內的空間,縮短焊裝線占地面積。焊裝線可用下圖表示:
同時為簡化模型,設M1的失效率為λ1,M2的失效率為λ2,為簡化計算M1、M2的修復率和生產率均為100%,緩存區B的緩存量為K,設備可用度A公式(1)、帶緩存區生產線實際OEE公式(2)為:
(1)
OEE=(1-max(λ1,λ2))*A (2)
對于一條設備選型已完成的焊裝線來說,全線的設備失效率λ1+λ2為恒定值,其中設備可用度A與緩存量K密切相關,即當設緩存量K恒定時,A值恒定,當max(λ1,λ2)的值最小,則OEE最大。因此可得,當λ1=λ2時,max(λ1,λ2)的值最小,焊裝線OEE最大,效率最高。因此緩存區兩端的設備M1、M2的失效率盡量相等。
焊裝線主要工藝可分為地板上件、地板焊接、側圍預裝、總拼、頂蓋激光焊、整車補焊六大工序,根據以往焊裝線的運行數據,六大工序的設備故障率分別為0.7%、1.6%、0.55%、2.8%、3.6%、1.9%,按照緩存區兩端的設備M1、M2的失效率盡量相等的原則,焊裝線的緩存區應設置在總拼工序和頂蓋激光焊工序之間,即M1包含地板上件、地板焊接、側圍預裝、總拼工序,M2包含頂蓋激光焊、整車補焊工序,λ1=5.65%,λ2=5.5%.
3 基于MATLAB/SIMULINK的緩存區優化
失效率指標僅能描述設備總失效時間占生產線總開動時間的比率,未描述設備失效發生的頻次和單次設備失效的恢復時間,無法準確進行緩存區存量的優化仿真。此處單次設備失效間隔時間TBF、單次設備修復時間TTR,其中單次設備失效間隔時間TBF服從指數分布,單次設備修復時間TTR服從對數分布。根據以往焊裝線中控系統的統計數據,得出設備M1(包含地板上件、地板焊接、側圍預裝、總拼工序)的平均設備失效間隔時間MTBF =114.56min,平均設備修復時間MTTR=6.86min,標準差為7.487;設備M2(包含頂蓋激光焊、整車補焊工序)的平均設備失效間隔時間MTBF =96.92min,平均設備修復時間MTTR=5.64min,標準差為4.213。
使用Matlab的normrnd命令隨機生成N組設備M1、設備M2的單次設備失效間隔時間TBF;使用lognrnd命令隨機生成N組設備M1、設備M2的單次設備修復時間TTR。本次實例中N=100,其中M1的100組單次設備失效間隔時間TBF1為服從參數θ=72.81的指數分布隨機數,TBF1為1x100的矩陣;根據對數分布的均值與對數均值、方差與對數標準差的轉換公式,M1的100組單次設備修復時間TTR1為期望值=1.852,標準差=0.384的對數分布隨機數,TTR1為1x100的矩陣,同理得設備M2的100組隨機數據TBF2為服從參數θ=61.57的指數分布隨機數、TTR2為期望值=1.668,標準差=0.353的對數分布隨機數。
使用simulink對焊裝線緩存區模型M1、M2、B的運行模式進行建模,當緩存區B根據設定的最大存量與實際存量進行對比,輸出狀態是否空位、是否滿位,當緩存區B空位時,M2停止運行,當緩存區B滿位時,M1停止運行,其余情況M1、M2正常運行。本次實例中,單臺車的生產節拍為30JPH(120秒),仿真時間為36000秒(每天單班生產10小時)。Simulink建模如下圖所示:
根據OEE公式,OEE≈實際生產數/理論生產數(為簡化模型,未考慮合格品率和性能開動率),通過修改緩存區數量K,得出不同K值時的OEE。
4 焊裝車間B2線線間緩存設計與實施
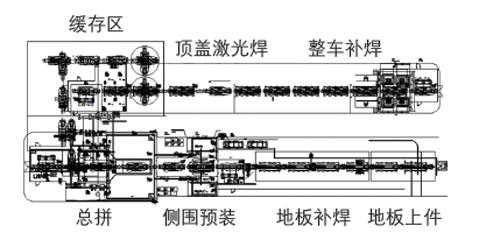
從上圖緩存量與OEE的關系圖中可得,隨著緩存量K的增加,OEE的提升斜率逐漸降低,即當緩存量K值越大,每增加一臺緩存量,收益越低。按以往焊裝線運行成本測算,單臺車的人工+能耗成本約為85元,按年生產251天,設備回收期10年進行計算,每天增加一臺車的產量,收益為21.25萬元;緩存區的單臺存量建設成本約為7萬元。通過simulink仿真測算,當緩存區存量為8臺時,預計焊裝車間OEE能夠提升4.1%,同等開線時間每天多生產車身約12.3臺,設備回收期內的運行成本收益為7.46萬元,達到收益平衡點,即本次項目B2焊裝線的緩存區存量設定為8臺。同時B2焊裝線遵循U型布置,U型前段包含地板上件、地板焊接、側圍預裝、總拼工序,U型后端包含頂蓋激光焊、整車補焊工序,緩存區設置在U型線體中間。B2焊裝線總布置圖如下:
5 結論
通過焊裝線緩存區模型的建立,得出了焊裝線緩存區兩端的設備失效率盡量相等的緩存區最優布置方式,通過MATLAB/SIMULINK對焊裝線緩存區數學模型的仿真分析,得出緩存區存量K與焊裝線OEE的關系,并結合項目投資、收益及工廠實際情況設定最優的緩存區存量值,體現了平均設備失效間隔時間MTBF、平均設備修復時間MTTR的統計學意義與實際應用方式。B2焊裝線自2016年投產以來,OEE數據一直是公司各焊裝線的標桿,緩存區的合理設置使得B2焊裝線的OEE提升了約4.1%,提升了生產效率,應用效果良好。
參考文獻:
[1]陳廣陽. 汽車生產線緩沖區設計及排序問題研究.武漢:華中科技大學.2007.
[2]李獻 駱志偉 于晉臣.MATLAB/Simulink系統仿真.北京:清華大學出版社.2017.
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
中國軍轉民(2017年6期)2018-01-31 02:22:28
工業設計(2016年12期)2016-04-16 02:52:00
設備管理與維修(2015年12期)2015-04-09 06:57:00
汽車零部件(2014年11期)2014-09-18 11:57:16
消費者報道(2014年7期)2014-07-31 11:23:57