直線度自動檢測裝置的設計及應用
2020-03-15 07:54:44劉夏夏
中國金屬通報 2020年23期
關鍵詞:檢測
劉夏夏
(南京寶鋼住商金屬制品有限公司,江蘇 南京 210000)
1 板料剪切方式
用于激光焊接的板料在焊接之前都要經過剪切,通常板料剪切的方有三大類:圓盤剪剪切、V 型刀剪切、直線刀剪切。三種剪切方式各有優劣,剪切后板料的形狀如下:
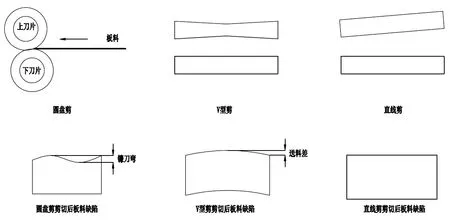
圖1 板料剪切方式
由圖1 中可以看出,圓盤剪和V 型剪剪切后的板料存在的缺陷明顯,不符合激光焊接用料的需求,應當采用直線剪剪切作為板料加工工藝[1-3]。
2 板料斷面的形成
板料剪切后在板料的剪切面上會形成斷面,剪切面的斷面通常會形成圓角帶、光亮帶、斷裂帶和毛刺。刀刃的鋒利程度和剪切間隙影響著四個層面的占比情況,刀刃越鋒利剪切間隙越小光亮帶就越多,圓角帶、斷裂帶和毛刺就越少;刀刃越鈍圓角帶就越多;剪切間隙越大斷裂帶和毛刺就越大。剪切間隙一般控制在板料厚度的5%~8%。通常合格的斷面分布為圓角帶小于板厚的10%,光亮帶大于斷裂帶。
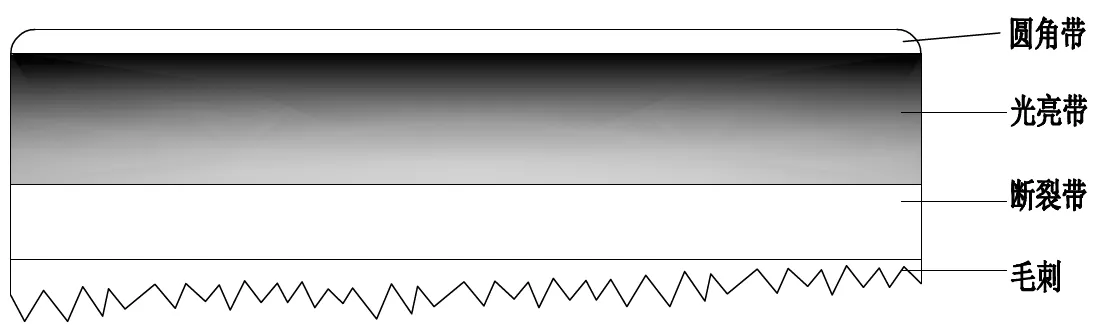
圖2 板料剪切斷面
3 毛刺的影響
板料剪切后的毛刺是影響直線度的重要因素之一,毛刺的大小和方向都是決定板料直線度關鍵,毛刺過大在人工檢測直線度時判定合格,但在板料拼合時毛刺擠壓,激光焊接后易出現虛焊,導致板料報廢。因此毛刺大小一般控制在板料厚度的10%以內。
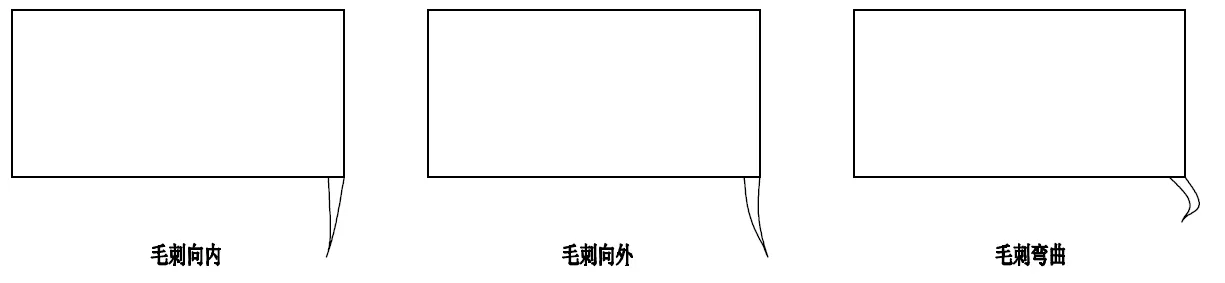
圖3 毛刺的方向
不同的毛刺方向在板料拼合過程中會產生不同的拼合間隙,在實際操作中能看到毛刺方向向內的拼合間隙是最優的方案,而毛刺方向向外和毛刺彎曲的拼合間隙很難達到激光焊接時對焊縫間隙的要求。
4 直線度檢測方法
在控制了毛刺的大小和方向都符合要求后,就要對板料的直線度進行檢測。現有對焊接邊直線度檢測的方式為:將焊接邊人工推在直線規邊部,檢測人員用0.05mm 塞尺塞入焊接邊和直線規縫隙處,塞尺塞不入表示直線度合格,塞尺進入表示直線度超差。這種檢驗方法全憑檢驗人員手感,對于0.05mm 左右的間隙很難判斷。并且當間隙超過0.05mm 后,沒有具體的數值,對后續的調整沒有參照[4]
5 直線度自動檢測裝置的設計
針對現有技術中存在的問題,要解決人工干預的不穩定性和無溯源型,要設計一種用于測量板料直線度的裝置,用于板料直線度的測量,在測量后生成間隙曲線圖,并反饋出解決方案。將焊接邊推在直線規邊部,焊接邊和直線規間的縫隙即為該點位的間隙,將板料分隔為若干點位,所有點位的間隙值即為該板料的直線度。所以只要能檢測出每個點位的間隙就能計算出板料的直線度。
根據透光的原理,在焊接邊和直線規間的縫隙下發出一束光源,光源穿過縫隙時因為縫隙大小不同會受到不同程度的削弱,在板料上方接受通過縫隙后的光源強度,可以得到一個光源強度的數值。設定好間隙值后記錄獲取到的光源強度,作為該間隙的標準,設定多個間隙值后,可建立完整的間隙-光源強度對照表,由此可以數據中得到間隙計算公式。
6 裝置的構成
直線度自動檢測裝置,包括上料裝置、檢測裝置。
上料裝置包括:上料平臺上分布多個吸盤,系統通過板料長寬數據調整吸盤位置,機械手將板料抓取到上料平臺上,上料檢測傳感器檢測到板料后,吸盤吸氣將板料抓取,先X 軸負方向移動至板料左側靠在定位,然后Y 軸正方向移動將待檢測焊接邊靠在直線規上,焊接邊與直線規之間的縫隙即為直線度間隙。
檢測裝置包括:直線規與焊接邊接觸邊的正下方設有若干獨立發光源,上方設有對應受光模塊。發光源與受光模塊外由整體的遮光罩,防止其他光源干擾。
7 直線度自動檢測裝置工作原理
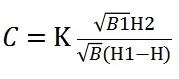
發光源垂直向上發光,光線射向直線規與焊接邊接觸邊時只有間隙處的光線能夠通過到達受光模塊,受光模塊通過接受到的受光量大小計算,可以換算為該點位間隙的大小,并將所計算的間隙生成數值。發光源發出的光斑為B,受光模塊接收到的受光量為B1,發光源到受光模塊的距離為H1,發光源到板料基準面的距離為H2,板料的厚度為H,待測的板料間隙為C,通過公式計算。
將各點位間隙生成的數值按檢測位置和間隙大小生成圖表可以直觀反映處此片板料的直線度狀況。間隙值≤0.05mm 的顯示綠色,間隙值>0.05mm 的顯示紅色。

圖6 直線度點位檢測圖
8 數值反饋后的調整
由圖6 可以看出板料每個基準點間隙大小,寬度1550mm 的板料中間有500mm 直線度超差。直線度自動檢測裝置點位的位置是根據剪板機刀間隙調整螺栓位置決定的,顯示紅色的點位對應的刀間隙偏大,用該點位間隙值減去0.05mm,即為該點位刀間隙調整螺栓的調整值,用調整值L 除以螺栓螺距P*360o,得到的數值就是該點位螺栓的調整度數。將調整度數顯示在圖表中可以反饋給剪板機作為刀間隙的調整依據。
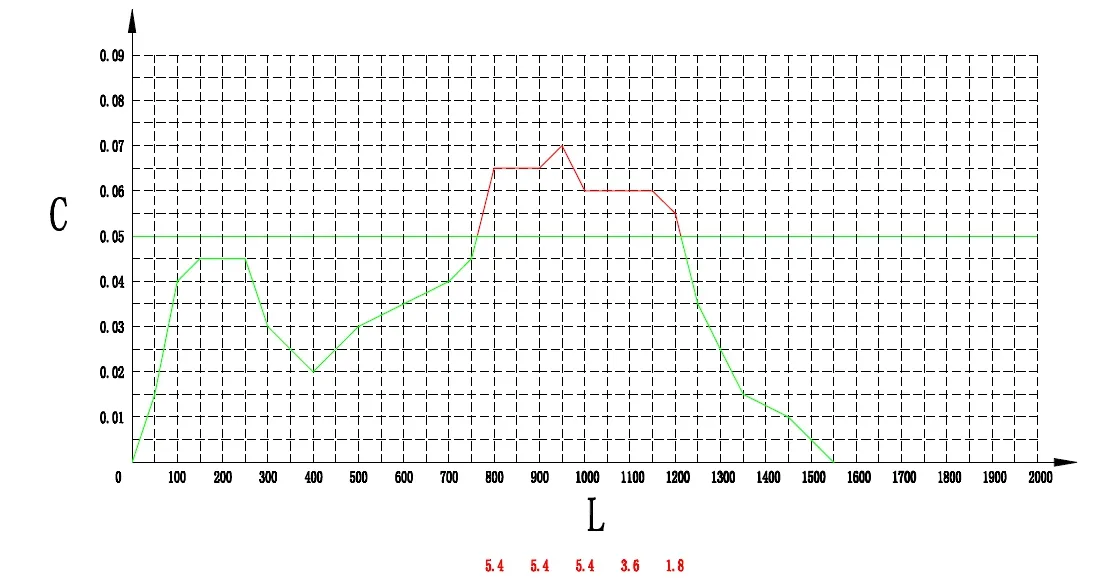
圖7 調整反饋表
9 直線度自動檢測裝置的數據管理
每次板料直線度檢測后,系統將會對檢測的數據進行存檔。直線度超差的數據系統會顯紅色提醒,并給出反饋的間隙的調整依據,根據反饋對設備調整后再次對板料直線度檢測后,若直線度超差系統再次顯紅色提醒,并給出反饋,直至直線度檢測數據完全符合焊縫直線度要求。此時系統會記錄此時設備狀態為理想工作狀態,并記錄工作量,直至檢測后出現直線度超差。此時系統再次給出反饋,并計算出理想工作狀態的時間和工作量。多次生產后的數據累計后,系統根據各種生產規格板料的特性制定出工作狀態表,計算出板料直線度變化趨勢和刀片的磨損趨勢。達到工作日志和管理臺賬的功能[5]。
10 結語
結合現場實際操作,從毛刺和直線度超差出發,用光源檢測替代人工手測,解決人工干預的不穩定性和無溯源型。并且結合測量數值生成可視化表格,給人更直觀的視覺效果。系統進一步的計算分析后給出反饋的間隙的調整依據,進一步優化了上道工序的工作,系統生成的工作日志能夠建立完善的刀具管理臺賬。由此可見從單一解決檢測為目的的設計最終不但圓滿完成需求,還更進一步的滿足的操作、生產、管理上的需求。
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48
