金屬內襯壓力容器封頭焊接方式選型探討
2020-03-12 12:31:16汪華彬黎海洋
世界有色金屬 2020年24期
關鍵詞:設備
汪華彬,黎海洋
(江蘇中圣壓力容器裝備制造有限公司,江蘇 南京 211112)
隨著經濟的發展和各種技術的不斷進步,各種類型的壓力容器被廣泛的應用到各個領域。而隨著應用的范圍不斷擴大,對壓力容器各種工作參數的要求也不斷提高,于是,對壓力容器制造過程中焊接技術的要求也越來越高。只有保證較高的焊接質量,才能保證各種壓力容器的安全運行,防止各種事故的出現,最大程度保障操作人員的安全。在焊接處理過程中,由于工件及焊料的熔化與非熔化條件影響,可導致材料設備體之間形成不同寬度的焊縫組織。
因此,為實現金屬元件的無誤連接,還需在焊接過程中施加一定強度的外部干擾壓力。焊接能量的來源相對較為廣泛,如常見的超聲波、摩擦、電子束、激光、電弧、氣體焰等[1]。
1 金屬內襯壓力容器封頭堆焊技術
現階段我國工業生產中所使用的壓力容器運行多處于極端工況,受高溫、高壓、負壓、介質特性等因素的影響,壓力容器封頭需要進行焊接。從實用性的角度來看采用堆焊技術對結構進行補強效果明顯。
1.1 壓力型容器封頭堆焊技術的提出
堆焊是指將具有一定使用性能的合金材料借助一定的熱源手段熔覆在母體材料的表面,以賦予母材特殊使用性能或使零件恢復原有形狀尺寸的工藝方法。因此,堆焊既可用于修復材料因服役而導致的失效部位,亦可用于強化材料或零件的表面,其目的都在于延長零件的使用壽命、節約貴重材料、降低制造成本[2]。
將堆焊層與母材進行冶金結合是堆焊技術最大的特點,堆焊層在服役時的剝落傾向較小,使容器的封頭處具有耐腐蝕、耐高溫、耐磨、抗氧化等性能,另外其在工藝使用上也具有一定的靈活性。
1.2 堆焊技術分類及材料選擇
我國一部分堆焊專家為提高堆焊效率及質量開展了大量研究工作。
在堆焊方法方面相繼研究了帶極埋弧堆焊、氬弧堆焊、手工堆焊等。在堆焊材料方面根據壓力容器封頭堆焊的服役要求,可使用在碳鋼或低合金鋼表面進行堆焊耐磨硬質合金、S31603材料、S30403材料、N10276材料、等合金材料。我國在堆焊基礎理論方面與其他國家相比不相上下,但在堆焊材料的選擇及設備方面還存在一定差距,在這方面還需要進行深入研究。
(1)帶極埋弧堆焊用矩形截面的鋼帶代替圓形截面的焊絲,可提高填充金屬的熔化量,并且有小的熔深。常采用寬60mm,厚0.4mm~0.8mm的帶極堆焊,為提高生產率,可以將寬度提高到180mm。還可以采用雙帶極、多帶極和加入冷帶等方法提高熔敷速度。帶極埋弧堆焊常用于設備表面的修復中,也可用于化工和原子能壓力容器襯里等。
(2)氬弧堆焊是一種常用的非熔化極堆焊方法,這種方法的生產效率較低,但是能夠獲得質量高的堆焊層金屬,另外,還有稀釋率低,變形小,電弧穩定,飛濺小,堆焊層容易控制等優點。適合于質量要求高、形狀復雜的小零件上[3]。焊接時可以有絲狀、管狀、鑄棒狀和粉末狀的焊接材料,通常采用直流正接,可通過擺動焊槍和小電流的方法得到小的稀釋率。
(3)手工堆焊使用的火焰設備較簡單,機動靈活、所用成本低,采用實心堆焊焊條和管狀焊條可得到范圍較大的堆焊合金,手工堆焊也具有一定的應用價值,但是這種堆焊方式也存在一定缺陷如稀釋率較高、生產率低、堆焊層不平整,完成堆焊后的加工量大,所以該方式只應用在少量的零件修復和強化工作中。
1.3 堆焊技術在金屬內襯壓力容器封頭焊接中的應用
堆焊焊接操作技術應用在壓力容器、船舶、石油、汽車等多個金屬工業制造領域中已經較為成熟。該技術可以彌補傳統焊接技術所存在的不足之處,從而解決各項技術性應用難題,達到理想化的加工效果。
傳統的大功率金屬焊接激光器的應用會造成嚴重的資源浪費。壓力型容器封頭焊接采用帶極埋弧是目前較為常用的堆焊技術,隨著堆焊材料和堆焊工藝技術的發展,單層帶極堆焊技術因其具有更高的熔敷效率,更低的焊帶及焊劑消耗以及更優的外觀成型等優點,為壓力容器封頭焊接帶來較好的經濟效益。
氬弧焊堆焊優點在于可以不使用粉末堆焊設備,即可利用合金粉末材料進行堆焊,堆焊使用設備簡單,更易操作。采用傳統焊堆焊方式時,特別是壓力容器內壁及堆焊中最容易產生的焊接裂紋和剝離現象,使用手工焊堆焊后這一問題得到了有效的控制。該工藝實際應用效果良好,滿足了焊接生產的要求。
采用帶極埋弧不需要任何輔助設備和裝置,為防止液態金屬從間隙流失而引起燒穿,坡口加工可采用龍門刨床,以確保焊件裝配時不留間隙或所留間隙很小(通常不超過1mm)。壓力容器封頭厚度在16mm~22mm之間時,應選擇如下圖所示坡口,采用這種坡口可使反面焊接易焊透。

圖1 封頭厚度在16mm~22mm時選用的坡口形式
2 實驗方法
堆焊工藝實驗中采用3種堆焊方式,在特定環境下對比實驗結果。
當粉塊厚度增加時氬弧焊堆焊困難,容易焊不透,大量粉末未融化,焊層中合金元素減少,硬度下降,壓力容器封頭易出現開裂。使用帶極埋弧進行堆焊焊接過程穩定,飛濺小,渣殼整體能夠自動脫落;焊道表面無粘渣、壓坑、咬邊等工藝缺陷,堆焊層焊道之間搭接平整,焊道直線度較好,堆焊層硬度符合壓力容器封頭焊接的要求。
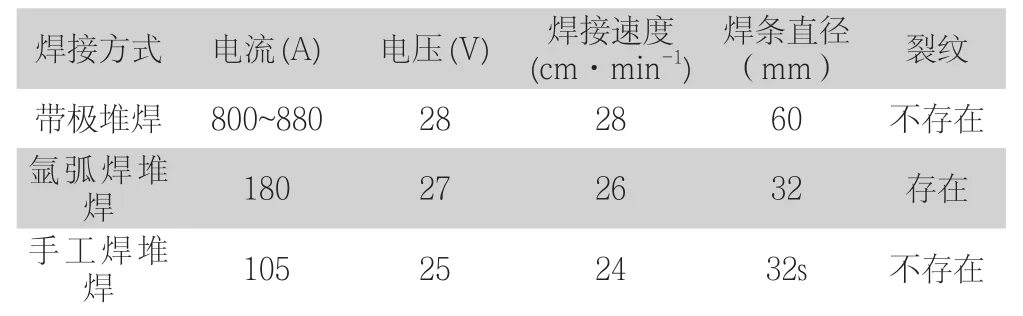
表1 3種不同堆焊下的焊接實驗結果
因壓力容器封頭焊接工作量較大,手工堆焊焊接具有一定局限性,不建議使用。
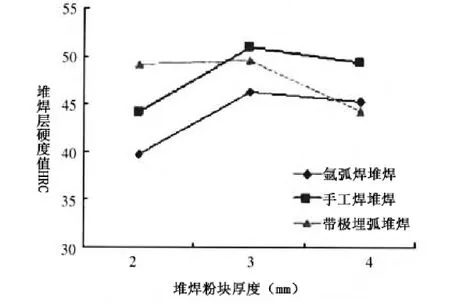
圖1 采用不同焊接方法時堆焊層的硬度對比
3 結束語
隨著金屬內襯壓力容器應用范圍的不斷增大,如何對封頭設備進行更好焊接處理已經成為了一項亟待解決的操作難題。
基于此對各項焊接技術進行選型,采用不同堆焊電流和不同厚度的合金粉塊進行堆焊,所得到的堆焊層性能也有所不同,堆焊電流(800~880)A,電壓28V,電極埋弧焊接法在金屬內襯壓力容器封頭焊接中的效果良好。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00
