引進天然氣透平膨脹機國產化改造實踐
2020-03-11 09:04:52鄒云
天然氣與石油 2020年1期
關鍵詞:設計
鄒 云
四川空分設備(集團)有限責任公司, 四川 簡陽 641400
0 前言
中海油上海分公司麗水終端處理廠90×104m3/d LPG處理裝置是由PROPAK公司成套的,配套的透平膨脹機組由Atlas Copco旗下的Mafi-trench公司生產,2014年7月Mafi-trench公司服務人員在終端廠調試時,發現壓縮機殼體有大量鐵銹,機體排污管線存有液態水,轉子不能自由轉動,進一步拆檢發現轉子部件底部生銹。因為水的存在導致膨脹葉輪輪體塊狀腐蝕,葉片點狀腐蝕嚴重,軸承銹蝕,主軸鋁合金涂層腐蝕,軸封環及軸封件不同程度腐蝕。Mafi-trench公司認為該機組需要返廠維修,維修周期18個月,維修費用與買一臺主機頭價格相當。基于以上情況中海油上海分公司決定開展國產化改造設計,并在與國內3家公司進行充分的技術交流后選中四川空分集團公司(以下簡稱川空)為其服務。
1 方案簡述及原機組設計控制參數
主機頭于2015年6月3日在川空集團低溫機械公司進行維修,采用兩個方案:方案一機械修復原腐蝕零件,修復后組裝試車,在保證機組安全可靠的基礎上提出現場保守運轉轉速;方案二保留機殼并維持原機組設計及控制參數,要求川空對機芯內部零件結構進行深入分析、比較,充分理解和推斷原機組的設計思路,再結合川空的加工能力及設計理念對國外機組零部件進行改造設計,改造設計后的零部件不但要有良好的加工工藝性,而且改造后的機組也要達到進口機組的轉子動力學、熱力學及氣動力學性能。原機組設計參數見表1。
表1 透平膨脹機機組參數表
Tab.1 Parameters of turboexpander compressor
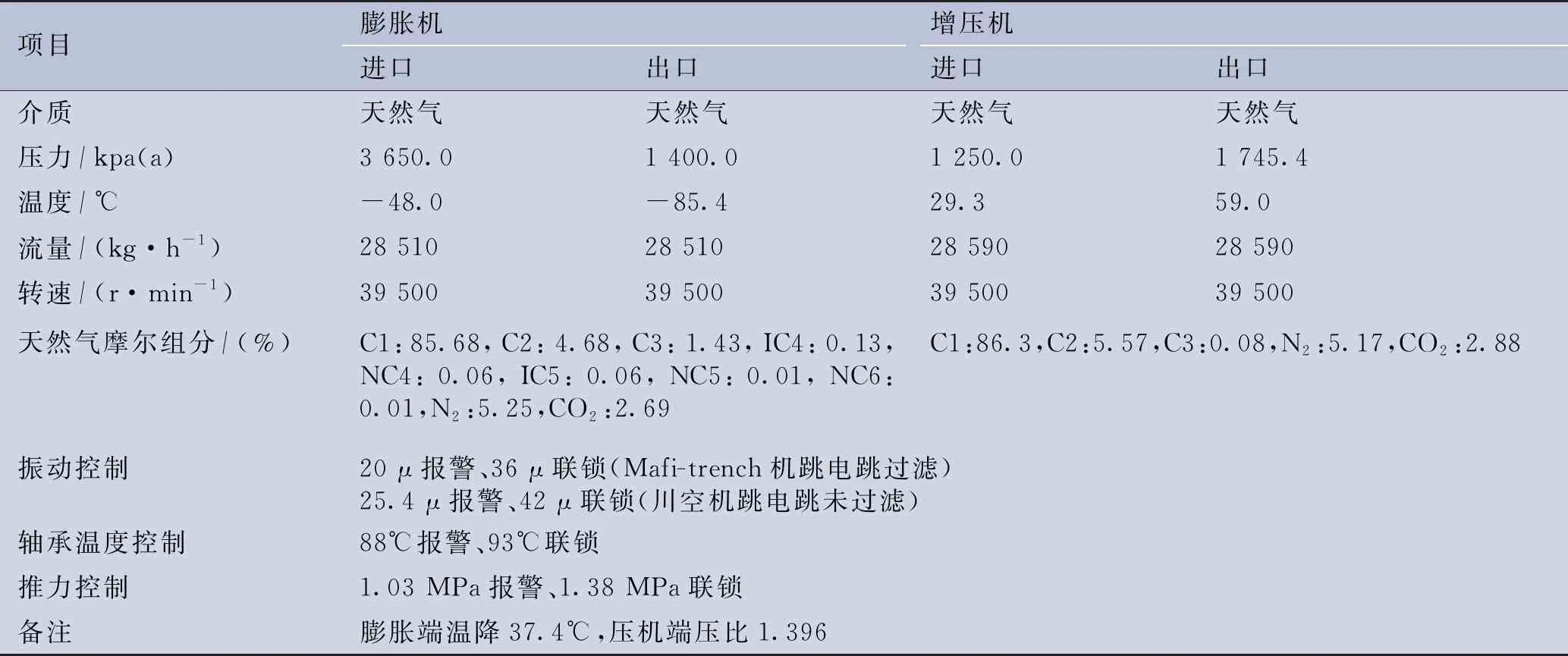
項目膨脹機增壓機進口出口進口出口介質天然氣天然氣天然氣天然氣壓力/kpa(a)3 650.01 400.01 250.01 745.4溫度/℃-48.0-85.429.359.0流量/(kg·h-1)28 51028 51028 59028 590轉速/(r·min-1)39 50039 50039 50039 500天然氣摩爾組分/(%)C1:85.68,C2:4.68,C3:1.43,IC4:0.13,NC4:0.06,IC5:0.06,NC5:0.01,NC6:0.01,N2:5.25,CO2:2.69C1:86.3,C2:5.57,C3:0.08,N2:5.17,CO2:2.88振動控制20 μ報警、36 μ聯鎖(Mafi-trench機跳電跳過濾)25.4 μ報警、42 μ聯鎖(川空機跳電跳未過濾)軸承溫度控制88℃報警、93℃聯鎖推力控制1.03 MPa報警、1.38 MPa聯鎖備注膨脹端溫降37.4℃,壓機端壓比1.396
2 維修改造方案選擇
2.1 方案一:機械修復原腐蝕零件
2.1.1 零件修復
工作輪腐蝕嚴重,通過物理和化學方法去除塊狀點狀腐蝕部分,見圖1~3,葉輪最大程度恢復金屬本色,但工作輪修復后經滲透檢查不合格。
壓機輪腐蝕較輕,通過物理方法去除腐蝕部分,見圖4~5,完全讓葉輪恢復金屬本色,壓機輪修復后經滲透檢查合格。
主軸測振鍍鋁層銹蝕,國外機組鍍鋁是為了過濾轉子的機電跳值[1],咨詢了相關的專業廠家,無法化驗鍍層金屬成分。川空通過磨削方式,去除所有銹蝕,提高測振部分光潔度,見圖6~7,同時對主軸進行退磁處理來滿足要求,這樣處理后振動顯示值肯定會比實際運行大些,因為機跳電跳[1]未過濾。

圖1 修復前的膨脹輪照片Fig.1 Photo of expander impeller before repair

圖2 修復后的膨脹輪照片Fig.2 Photo of repaired expander impeller

圖3 修復后的膨脹輪滲透檢查照片Fig.3 Photo of penetrant inspection of repaired expander impeller

圖4 修復前的壓機輪照片Fig.4 Photo of compressor impeller before repair

圖5 修復后的壓機輪照片Fig.5 Photo of repaired compressor impeller

圖6 修復前的主軸照片Fig.6 Photo of shaft before repair

圖7 修復后的主軸照片Fig.7 Photo of repaired shaft
2.1.2 修復零件后的整機性能測試
清除蝸殼、機芯等零部件的銹蝕進行整機組裝,裝配間隙按Mafi-trench公司《操作維護說明書》上的值進行調整。通過相似性能換算得到增壓端當量轉速33 600 r/min,當量流量2 602.4 m3/h[2-4],工廠測試臺位上用空氣介質,在33 616 r/min下測試壓比為1.446 7,等熵效率為82.3%;膨脹端測試須在額定轉速下進行,當轉速達到38 000 r/min(額定轉速為39 500 r/min)時,機組明顯發出了不正常聲音,為了保證機組的安全,川空與中海油駐廠技術員協商決定在37 025 r/min進行膨脹端測試,測試等熵效率為81.9%,轉速37 000 r/min也作為現場保守運轉轉速。
2.2 方案二:國產化改造設計
2.2.1 改造難點及改造措施
原機組是用一根細長螺桿穿過主軸Φ 9.5的通孔來同時軸向固定膨脹輪和壓機輪,細長桿徑向靠主軸的通孔定位見圖8。細長桿的材料、加工精度和主軸通孔的形位精度要求都非常高,任何一個環節出問題,都會導致機組振動大甚至無法開車。對該結構進行深入分析,抓住主軸Φ 9.5的通孔并非主要是為了減輕重量這一關鍵,更改為通過主軸兩端各外伸一根短螺桿分別軸向固定膨脹輪和壓機輪[5],見圖9,在磨床及車床上非常容易保證主軸每個臺階的圓度、同軸度等形位精度[6],根據運行環境并考究材料后主軸選用中碳合金鋼[7]。另外對新設計的轉子系統進行動力學分析、調整結構尺寸達到設計要求。
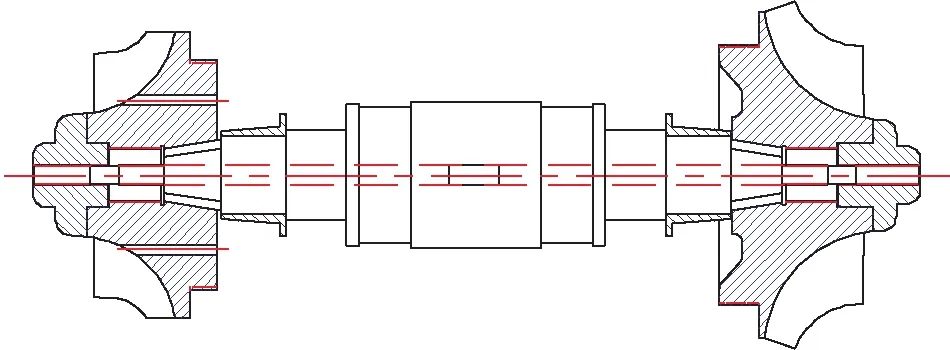
圖8 原機組一根細長螺桿示意圖Fig.8 Schematic diagram of the one long screw of the original unit
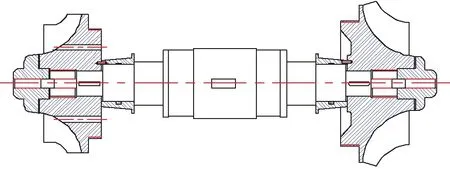
圖9 更改后的兩根短螺桿示意圖Fig.9 Schematic diagram of the two changed short screw
原機組葉輪與主軸連接采用錐型結構,見圖10,葉輪定心好。加工該結構,如果精度出現偏差,主軸與葉輪松配合導致振動,或者軸向定位不準確導致工作輪(壓機輪)與噴嘴(擴壓器)對中性不好,膨脹端(壓機端)氣動性能達不到設計要求。綜合考慮測繪誤差,錐型軸孔加工,葉輪流道對中、材料等原因更改為直型結構,見圖11。定心比原結構稍差主要是由葉輪孔與軸的間隙造成的,控制配合間隙小于0.01 mm來解決定心問題,Φ 25孔軸配合本身尺寸小,在保證傳遞扭矩的情況下減小軸向長度,這樣軸的形狀及位置精度可以通過雙頂磨得到保證;葉輪各外圓面、內孔、定位端面可以通過數控車并一刀落[8]來保證各外圓面與孔的同軸度及定位端面與孔的垂直度,短孔的圓度公差也容易保證。葉輪對中問題靠軸肩[9]軸向定位可很好解決。減少軸向長度還可提高轉子系統的剛性及轉子動力學性能[10]。
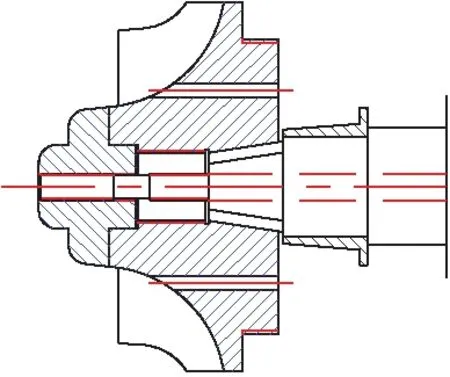
圖10 原機組錐形結構示意圖Fig.10 Schematic diagram of the cone structureof the original unit
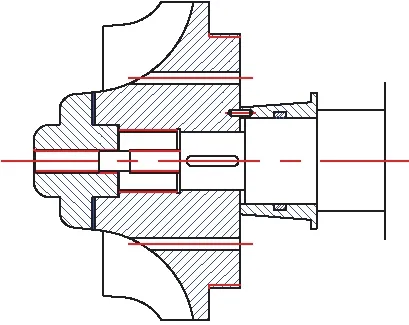
圖11 改后直型結構示意圖Fig.11 Schematic diagram of the modified straight structure
由于軸封是易損件,原機組隔板、軸封由一體結構改為分體結構[5]見圖12~13,對曲折形、平滑形、階梯形、錐型等迷宮形式及迷宮齒的結構尺寸進行研究[11],選擇錐型并在運轉中咬合成鑲嵌形的迷宮密封,減少密封氣泄露。更換軸封時只換中心軸封部分,備件成本低且加工更方便快捷,還可加大結構傳熱阻尼[12],降低冷量向熱端傳播。
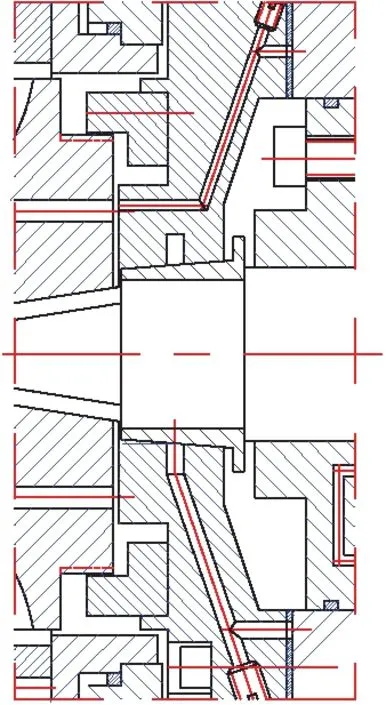
圖12 隔板與軸封一體示意圖Fig.12 Schematic diagram of the integrated clapboard and shaft seal

圖13 隔板與軸封分體示意圖Fig.13 Schematic diagram of the split clapboard and shaft seal
工作輪和壓機輪均是三元流葉輪,五坐標銑床通過測繪數據點銑加工才能完成,公司加工軟件暫時只有直紋加工模塊無法通過測繪數據加工葉輪;由于時間緊,外協廠家對葉輪數據的消化、處理緩慢,決定重新設計葉輪流道來解決加工及時間緊張等問題。
工作輪流道一是對工作輪測繪的葉片數據進行分析,近似轉化為直紋面加工;二是通過設計參數進行熱力學計算,按一元流動確定工作輪邊界尺寸[13],再對工作輪(向心渦輪)的動態參數進行研究選擇[14],最后進行葉輪流道的三元流動核算[15]得到膨脹輪氣流通道;在工廠內通過熱力測試[16]進行比對。
因壓機輪葉片測繪數據無法近似轉化為直紋面,故舍棄葉片測繪數據,通過以下兩種方式來得到壓機輪葉片流道:一是通過設計參數結合川空已有的空氣壓機輪模型級模化壓機輪流道(非嚴格意義上的相似)并修正[2-4];二是通過川空研發的混流葉輪[4]作為模型級模化壓機輪流道[17],在工廠內模擬測試進行比對。
另外,對軸承零件進行了全新設計并強化其抑振性能,轉子系統重新設計調整并核算其臨界轉速[18]為61 913 r/min,工作轉速為臨界轉速的0.638(≤0.7)倍[19],主機裝配間隙做了相應調整,這里不再贅述。
2.2.2 國產化主機工廠內性能測試
國產化主機組裝好后在額定轉速39 500 r/min下進行機械運轉,并在41 536 r/min下超速1 min一切正常,機械性能測試考核通過;為了對照的科學性,膨脹端在原機組機械修復后能達到的轉速37 000 r/min下進行了相應熱力學[20]及氣體動力學性能[21]測試,其中測繪數據轉化為直紋面加工的膨脹輪,在37 557 r/min下測得的膨脹端等熵效率為82%;模擬熱力計算得到流道加工的膨脹輪,在37 050 r/min下測得的等熵效率為81.2%。而增壓端在相應的當量轉速和當量流量的基礎上進行寬泛的相似性能模擬測試,按空氣壓機模型級模化的壓機輪,在當量轉速33 554 r/min下測得的壓比為 1.376 9,等熵效率為75.8%;按混流葉輪模型級模化的壓機輪,在當量轉速33 212 r/min下測得的壓比為1.424 8,等熵效率為81.2%,見表2。從理論上講LPG膨脹機在工廠內測試工況(空氣介質)和實際運行工況(天然氣介質)不相似[2-4],熱力學性能及氣動性能測試只能作為出廠驗收的參考,現場實際開車數據才是最終性能考核的依據。
表2 方案二廠內性能試驗參數表
Tab.2 Parameters of factory performance test of scheme 2
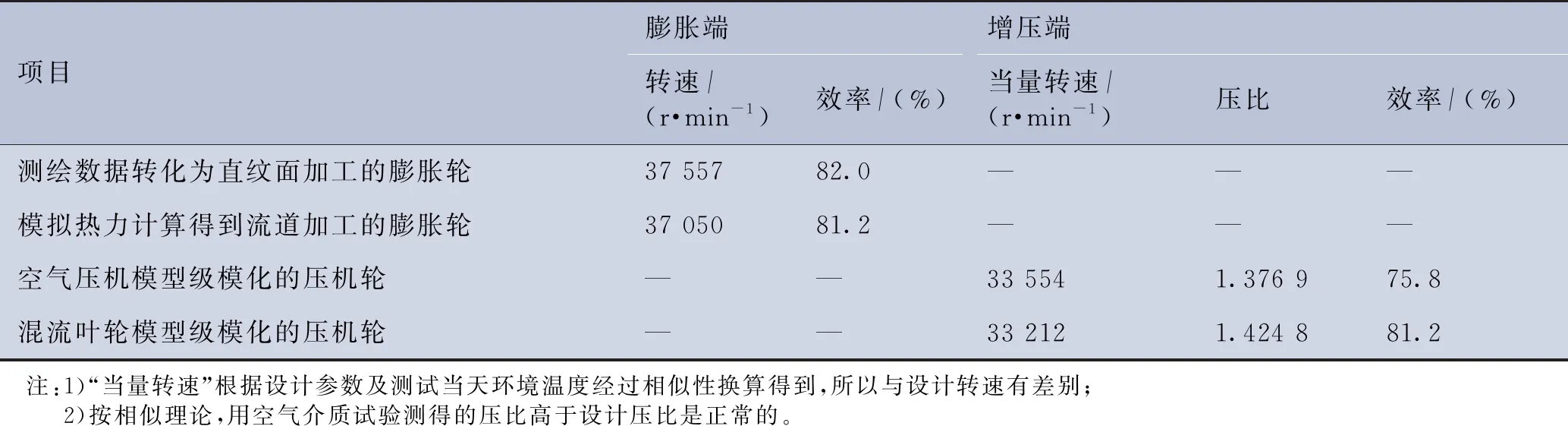
項目膨脹端增壓端轉速/(r·min-1)效率/(%)當量轉速/(r·min-1)壓比效率/(%)測繪數據轉化為直紋面加工的膨脹輪37 55782.0———模擬熱力計算得到流道加工的膨脹輪37 05081.2———空氣壓機模型級模化的壓機輪——33 5541.376 975.8混流葉輪模型級模化的壓機輪——33 2121.424 881.2 注:1)“當量轉速”根據設計參數及測試當天環境溫度經過相似性換算得到,所以與設計轉速有差別;2)按相似理論,用空氣介質試驗測得的壓比高于設計壓比是正常的。
3 維修改造方案結果對比
3.1 工廠內性能測試對比
3.1.1 運轉轉速
從2.1.2和2.2.2中可知,原機組修復后在38 000 r/min時機組有異常聲音;國產化機組不但能順利達到額定轉速39 500 r/min,且在41 536 r/min下超速1 min,也一切正常。
3.1.2 熱力學及氣動力學性能
工廠內測試的熱力學及氣動力學性能和原機組非常接近,如果考慮測試偶然誤差因素,國產化機組和原機組在熱力學及氣動力學性能上完全可以互換。
3.2 出廠方案選擇
中海油上海分公司經過慎重考慮,最終確定整個主機按國產化方案出廠,其中膨脹輪選用按測繪數據近似轉化直紋面加工的葉輪,壓機輪選用按混流葉輪模型級模化的葉輪;國外相應修復零件散件包裝發回麗水終端處理廠作為應急備用。
3.3 國產化機組現場調試結果
國產化后的主機于2015年8月31日出廠,11月11日開車調試,轉速達到38 935 r/min(接近額定轉速39 500 r/min),膨脹端進出口溫降達到39℃(PROPAK在膨脹端進出口未設置溫度計,只能從裝置的氣液分離罐及冷箱復熱的溫度計推算得到),膨脹機出口溫度太低,超過整個裝置最低溫度限制,為了保障整個裝置運行安全,麗水終端決定在38 935 r/min下短時間運轉考核機組的機械性能;軸振動為13.97~19.81 μ,軸承溫度53~54℃,軸承推力0.816 MPa。由于下游用氣原因,膨脹機在35 000~37 000 r/min運轉就能滿足工藝流程要求,壓機端壓比為1.36。經過連續運行72 h考核,中海油上海分公司于2015年11月19日簽字驗收。
4 改造結果分析
4.1 國產化機組轉子動力學及機械性能
運行轉速:38 935 r/min,非常接近設計轉速39 500 r/min;
膨脹端軸振動:X軸13.97 μ,Y軸14.48 μ,均小于報警值20.32 μ;
增壓端軸振動:X軸19.81 μ,Y軸19.3 μ,均小于報警值20.32 μ;
前軸承溫度54℃,后軸承溫度53℃,均小于報警值88℃;
軸承推力0.816 MPa,小于報警值1.03 MPa;
4.2 膨脹端熱力學及氣動力學性能指標
運行轉速38 935 r/min時膨脹端進出口溫降達到39℃,溫降大于設計值85.4℃-48℃=37.4℃;
4.3 增壓端熱力學及氣動力學性能指標
從現場運行DCS畫面可知機組在36 554 r/min壓機端壓比ε=(1 701.1+100)/(1 221+100)=1.36(當地大氣壓約為100 kpa),根據該變工況按相似理論及增壓機能量頭關系[2-4],可以推出如下公式(限于篇幅不詳細推導):

(1)
其中:ε1為n1=36 554 r/min下的壓比1.36;ε2為n2=39 500 r/min下的壓比;k為壓機端絕熱指數 1.299 9。
代入式(1)得

解得在39 500 r/min下壓比ε2=1.429,大于設計壓比1.396。
從以上分析可知,川空改造設計思路、方案是切實可行的;零部件的加工工藝性好,轉子動力學、熱力學及氣動力學性能優良。
5 結論及建議
2016年1月22日中海油上海分公司在麗水終端處理廠召開了膨脹機國產化項目總結會,認為這次膨脹機組國產化改造實踐非常成功,各項性能指標達到要求,改造成本低,機組提前一年運行,經濟效益非常可觀,因此中海油麗水作業公司以感謝信的方式表達了對此次國產化改造的認可。
國產化機組的成功運行,證明了川空膨脹機在LPG領域的技術實力,有能力為國內用戶需求的LPG膨脹機免遭國外公司壟斷提供強有力的技術、制造、備件供應及服務保障。當然川空也從中學到了先進的設計理念和方法,實現了中海油上海分公司與川空雙贏的目標。
雖如此,國產化后的機組在設計轉速下振動最高值19.81 μ,接近Mafi-trench公司提供的報警值20.32 μ。如果能很好地過濾掉機電跳值,設計轉速下振動值應在12.7 μ以下,非常接近國外水平。今后工作中要努力提升設計及加工水平,提高轉子等部件的加工精度,降低轉子的機跳值;并從工藝角度研究在轉子上鍍層金屬以降低電跳值,使川空膨脹機質量更上一層樓。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04