高碳鋼82B不同連續冷卻條件下基體相變行為研究
2020-03-10 15:37:22王海賓
山東冶金 2020年1期
王 海 賓
(1河鋼集團宣鋼公司 技術中心,河北 宣化075100;2河北省鋼結構用鋼工程技術研究中心,河北 宣化075100)
1 前 言
82B是生產預應力鋼絞線的主要原材料。預應力鋼絞線在高鐵、高速公路橋梁、碼頭、港口、水利樞紐、機場、城市輕軌及地鐵、體育場館、高層建筑、礦山支護等方面應用非常廣泛,而且市場需求量巨大。我國2018年預應力鋼絞線年產量567萬t,2019年預計產量達到600萬t。82B軋制后不同冷卻速度對金相組織和力學性能的影響非常顯著,因此,82B軋制后合理控制冷卻速度,對產品質量的控制有著重要的意義。
本文以河鋼宣鋼生產的82B為研究對象,研究了在不同冷卻速度條件下,82B鋼內部組織的變化規律,測定了不同冷卻速度條件下對應的顯微硬度值,繪制了82B靜態CCT曲線,為提升82B熱軋盤條控冷效果提供了理論依據[1-2]。
2 試驗材料及方法
試驗所用材料為河鋼宣鋼生產的Φ12.5 mm規格82B盤條。試驗所用試樣如圖1所示,試樣頂端為加熱部位,其規格為Φ2 mm×2 mm圓柱。為了準確測量試驗過程中溫度的變化,需在試驗前利用點焊機在試樣的凹槽內焊接熱電偶。將準備好的試樣在Formastor-FII全自動相變儀上進行模擬試驗。
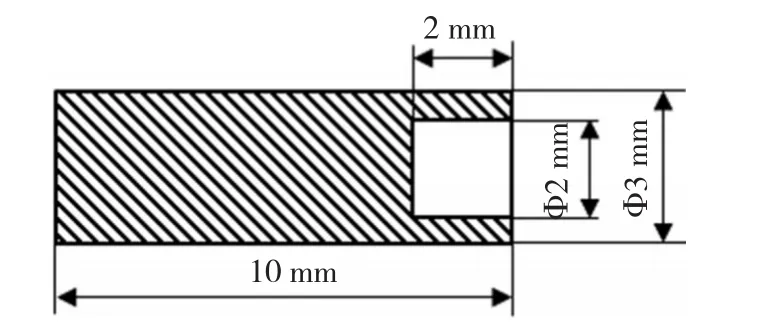
圖1 試樣示意圖
首先在真空狀態下,以10℃/s的速度加熱至500℃,再以0.05℃/s的速度升溫到1 200℃,并保溫5 min,最后以60℃/s的冷卻速度冷卻至室溫,得到升溫時的溫度-膨脹曲線,利用切線法確定Ac1和Ac3。然后將試樣以10℃/s的速度加熱至1 200℃,保溫5 min,保證試樣完全奧氏體化;隨后,以5℃/s的速度冷卻至900℃,保溫10 s,用以作為溫度緩沖區間,然后分別以不同的冷卻速度冷至室溫。試驗全程通入保護氣體,防止在升溫及降溫時發生高溫氧化。試驗結束后獲得冷卻過程中的膨脹曲線,根據切線法確定相變點,具體試驗工藝示意圖如圖2所示。模擬試驗結束后,利用電火花線切割沿試樣中部橫向取樣,將切割后的試樣使用超聲波清洗儀去除表面的油污。對試樣進行熱鑲嵌,依次用粒度尺寸 0.06、0.04、0.028、0.014、0.010、0.007、0.005、0.003、0.002 mm砂紙打磨,再經機械拋光,最后用4%硝酸酒精腐蝕,并用酒精烘干備用。利用光學顯微鏡來觀察試樣組織,并用顯微維氏硬度儀測定維氏硬度。

圖2 試驗工藝示意圖
3 試驗結果與分析
3.1 臨界相變點的確定
材料在發生相變時,新相和母相會因結構和比容不同,導致材料的體積發生顯著的變化,在溫度-膨脹量關系曲線上體現為拐點,據此可確定為相變點。圖3為82B升溫膨脹曲線,圖中實線為測量的膨脹量曲線,虛線為切線,其切點即為相變點。從圖中可知,試驗鋼82B的Ac1和Ac3點分別為700℃和724℃。
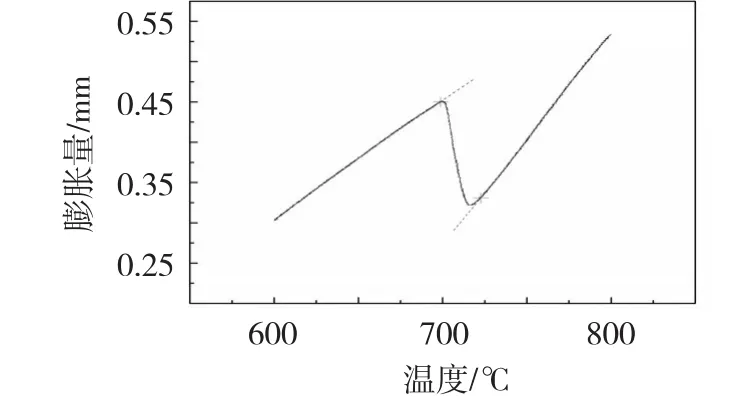
圖3 溫度-膨脹量關系曲線
3.2 82B基體組織相變行為研究
3.2.1 不同冷速下顯微組織及硬度
圖4為82B在不同冷卻速度下過冷奧氏體連續冷卻轉變后的顯微組織。當冷卻速度為0.1℃/s時,試樣組織為珠光體、索氏體和少量的二次滲碳體。當冷卻速度為0.5℃/s時,組織仍為珠光體、索氏體、少量的二次滲碳體,此時滲碳體含量減少。當冷卻速度達到1~3℃/s時,試樣組織為珠光體和索氏體,滲碳體完全消失。當冷速增加到5℃/s時,基體組織為珠光體、索氏體和馬氏體的混合物,且馬氏體開始出現。在7~10℃/s時,珠光體和索氏體含量逐漸減少,馬氏體含量逐漸增多。當冷速為15℃/s,試樣組織仍為少量珠光體、索氏體和馬氏體,此時由于生成的珠光體和索氏體含量少,溫度-膨脹量曲線上無法體現珠光體和索氏體的轉變過程。隨著冷速進一步提高,組織中馬氏體含量增多,當冷速為20、30、40、50 ℃/s時,組織主要為馬氏體。
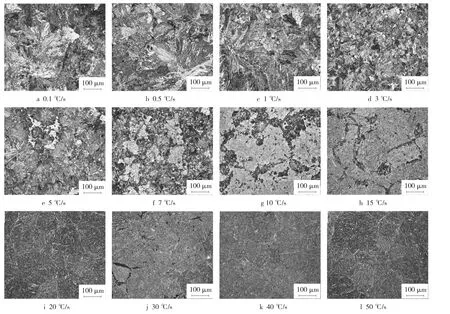
圖4 82B在不同冷卻速度下過冷奧氏體連續冷卻轉變后的顯微組織
利用型號為FM-700的顯微硬度計來測定不同冷卻速度下基體組織的顯微維氏硬度,其中測量載荷為100 N,保荷時間為10 s,每個冷卻速度下的試樣測量8~10個點,取其平均值作為試樣在此冷卻速度下的顯微維氏硬度值。將測量后的顯微維氏硬度與冷卻速度一一對應,得到如圖5所示的冷卻速度與顯微硬度值的關系曲線。當冷速<3℃/s時,隨冷速的增加,珠光體和索氏體片層間距減小,單位體積鋼中鐵素體和滲碳體相界面越多,對位錯運動的阻礙作用越大,硬度逐漸增大。當冷速達到5℃/s時,由于組織中出現馬氏體,其硬度迅速增加且增幅較大。當冷速從5℃/s增加到15℃/s時,馬氏體含量逐漸增多,珠光體和索氏體含量逐漸減少,硬度隨冷速的增加呈線性上升趨勢。當冷速達到20~50℃/s時,由于相變產物為穩定的馬氏體相,試驗鋼顯微硬度達到峰值且沒有顯著的變化[3]。
3.2.2 CCT曲線繪制
根據試驗鋼82B在不同冷卻速度下的溫度-膨脹量曲線,用切線法確定過冷奧氏體在不同冷卻速度下相產物的轉變開始溫度以及相轉變結束溫度。此外,結合金相顯微組織以及顯微維氏硬度,來確認不同冷卻速度下的顯微組織以及不同顯微組織的維氏硬度,統計結果如表1所示。從表中可看出,當冷卻速度達到5℃/s時,基體組織中出現馬氏體相,顯微維氏硬度也發生了顯著的變化。

圖5 82B不同冷卻速度與顯微硬度值的關系曲線

表1 不同冷速下相變溫度及微觀硬度
由表1可知不同冷卻速度下過冷奧氏體相轉變開始點及結束點,將相變點繪制到溫度-時間(對數)坐標上,用曲線將具有相同物理意義的點連接起來,標出Ac1、Ac3和Ms點即可得到試驗鋼82B靜態CCT曲線,如圖6所示。圖中冷卻曲線旁的數字為冷卻速度,曲線下端對應各冷速下的顯微維氏硬度。
從圖6可看出,CCT由珠光體(索氏體)轉變開始線、珠光體(索氏體)轉變結束線及馬氏體轉變開始線組成,當冷卻速度達到5℃/s時,組織中開始馬氏體組織;當冷卻速度>10℃/s時,珠光體(索氏體)轉變結束,只有馬氏體相轉變。馬氏體的臨界冷卻速度為5℃/s,觀察圖4e的金相組織可發現在盤條中心部位出現亮白色的馬氏體組織,經驗證,馬氏體的臨界冷卻速度為5℃/s。

圖6 82B靜態CCT曲線
4 結論
4.1 測得82B臨界點Ac1=700℃,Ac3=724℃,馬氏體臨界冷卻速度為5℃/s。
4.2 試驗鋼82B在冷卻速度為0.1~3℃/s時,轉變產物主要為珠光體和索氏體;冷卻速度達到5℃/s時,馬氏體開始出現;當冷速為5~15℃/s時,馬氏體逐漸增多,珠光體和索氏體逐漸減少。當冷速>20℃/s時,基體組織為穩定的馬氏體相。
4.3 82B在控冷過程中,最佳冷卻速度不應超過5℃/s,該條件下可避免產生馬氏體組織,得到大量珠光體和索氏體組織,有利于改善盤條的拉拔加工性能。