薄規(guī)格卷尺用50鋼冷軋鋼帶生產(chǎn)實踐
2020-03-10 15:37:20翟乃波侯元新汪麗麗趙麗明
山東冶金 2020年1期
翟乃波,侯元新,汪麗麗,趙麗明
(山東泰山鋼鐵集團有限公司,山東 萊蕪271100)
1 前言
鋼卷尺是日常生活和工作中廣泛使用的測量工具,擁有龐大的消費群體。據(jù)不完全統(tǒng)計,目前國內(nèi)市場鋼卷尺年消費量為6.5億把,國內(nèi)市場對卷尺用鋼帶的年需求量在10萬t左右。50鋼屬于中碳高強度碳素結(jié)構(gòu)鋼,具有高強度和高硬度,常用于制造動負載、沖擊載荷及要求耐磨性能好的機械零件,如鍛造齒輪、拉桿、彈簧墊圈、卷尺等。50鋼在冷軋過程中易出現(xiàn)邊裂、斷帶、軋不到目標厚度、成材率低等問題。泰鋼根據(jù)客戶產(chǎn)品質(zhì)量要求,通過優(yōu)化生產(chǎn)工藝,成功開發(fā)出了0.3~0.34 mm薄規(guī)格卷尺用50鋼冷軋鋼帶。
2 產(chǎn)品開發(fā)及工藝優(yōu)化
2.1 產(chǎn)品技術要求
產(chǎn)品厚度偏差-0.02~0 mm,寬度偏差0~+3 mm;表面均勻一致,不允許有明顯黑斑、黃斑、氧化色、銹蝕、折印、劃傷等影響使用的表面缺陷。板面平整,無中浪、邊浪、肋浪等缺陷;抗拉強度≥470 MPa,斷后伸長率≥13%。
2.2 生產(chǎn)工藝流程優(yōu)化
在薄規(guī)格50鋼冷軋鋼帶開發(fā)過程中,在冷軋工序共設計了以下3個生產(chǎn)工藝流程。
1)流程1:酸洗→軋制→退火→平整→精整→切邊→軋制→退火→平整→精整。
2)流程2:酸洗切邊→軋制→退火→軋制→精整卸張→退火→平整→精整。
3)流程3:酸洗→退火→軋制→退火→軋制→精整卸張→退火→平整→精整。
采用第1個流程生產(chǎn),鋼卷軋制后因邊裂缺陷產(chǎn)生大量的小件及計劃外產(chǎn)品,成材率僅為83.2%。采用第2個流程生產(chǎn),酸洗切邊后的鋼卷軋制后同樣因邊裂缺陷產(chǎn)生大量的小件及計劃外產(chǎn)品,成材率僅為82.2%。采用第3個流程生產(chǎn),由于酸洗鋼卷在軋制前進行了退火,解決了鋼卷軋制邊裂缺陷,未產(chǎn)生小件及計劃外產(chǎn)品。
2.3 煉鋼工藝設計
化學成分中碳、錳、鉻等元素按判定標準的中下限進行控制,化學成分控制準確、穩(wěn)定。50鋼化學成分控制見表1。

表1 50鋼化學成分 %
LF爐精煉時間為30~40 min,軟吹氬時間為10~15 min;中包溫度1 505~1 525℃;為保證鑄坯冷卻及鑄坯質(zhì)量,二冷水比水量控制為0.55 L/kg,澆注過程采用1.05 m/min恒拉速。
2.4 熱軋工藝設計
板坯下線后熱裝熱送,若生產(chǎn)條件不滿足時立即放入保溫坑進行保溫,板坯入加熱爐溫度不得低于400℃。熱軋時均熱段溫度控制在(1 300±20)℃;精軋終軋溫度控制在870±20℃,卷取溫度控制在(690±20)℃。控制軋制后鋼卷邊部冷卻速度,防止邊部急冷組織是消除邊部裂口缺陷的關鍵,因此鋼卷下線后必須緩冷,生產(chǎn)前確認鋼卷堆放位置,確保緩冷效果,緩冷48 h以后方可轉(zhuǎn)序冷軋。
2.5 酸洗表面質(zhì)量控制
由于50鋼熱軋鋼帶表面的氧化鐵皮較難酸洗,因此在酸洗50鋼熱軋鋼帶時,酸洗工藝參數(shù)在原來的基礎上進行了調(diào)整,酸洗鹽酸的濃度、溫度按規(guī)定值上限進行控制,并且在酸洗機組的4#酸槽中添加了1%~3%的緩蝕抑霧劑,酸洗機組的速度控制在30~40 m/min,對酸洗表面質(zhì)量達不到要求的鋼卷進行二次酸洗,保證了酸洗鋼帶的表面質(zhì)量。
2.6 軋制工藝設計
0.3~0.34 mm卷尺用50鋼冷軋鋼帶屬于薄規(guī)格產(chǎn)品,對產(chǎn)品的尺寸精度及表面要求很高。為了減少50鋼在軋制過程中出現(xiàn)的邊裂、斷帶幾率,使產(chǎn)品軋到目標厚度,對軋制總壓下率進行了設計,由軋制常規(guī)產(chǎn)品的1軋程軋制設計為兩軋程軋制。為了降低軋制壓力,減少軋制道次,采用具有高皂化值的301軋制油進行軋制,乳化液的濃度由0.8%~1.5%提高到2.0%以上。采用小輥徑工作輥進行軋制,工作輥的硬度(HRB)達到93以上,工作輥的輥徑差控制在≤0.1 mm。
為了提高工藝潤滑效果,減少乳化液濃度波動,自制乳化液機械攪拌裝置代替壓縮空氣攪拌。首先對950軋機的乳化液箱體高度進行了測量,根據(jù)乳化液箱體的體積,確定了與箱體液位相適應的攪拌器長度,計算出了合理的攪拌器的轉(zhuǎn)速及電機功率。通過增加減速機來實現(xiàn)轉(zhuǎn)速的穩(wěn)定,采用皮帶動力傳輸和懸浮式安裝的方法來提高乳化液攪拌效果及使用壽命。對攪拌器葉片的高度、長度及角度進行了多次調(diào)試,明確了乳化液機械攪拌裝置的準確尺寸及安裝位置。通過在950軋機安裝乳化液機械攪拌裝置,保證了產(chǎn)品的表面質(zhì)量及板形質(zhì)量。
2.7 退火工藝設計
退火裝爐時,選用參數(shù)穩(wěn)定的爐臺、加熱罩生產(chǎn)。并對薄板專用對流盤進行檢查并打磨。一軋程鋼帶退火時,在420℃設置2 h的保溫平臺。溫度<420℃時全速升溫;溫度>420℃后升溫速率按照35℃/h控制。升至700℃時保溫,保溫時間12 h,保溫結(jié)束后悶罩2 h。二軋程鋼帶退火時,升溫控制與一軋程鋼帶退火相同。升至630℃時保溫,保溫時間15 h,保溫結(jié)束后悶罩2 h,過程中溫度波動控制在5℃范圍之內(nèi)。退火工藝參數(shù)見表2。
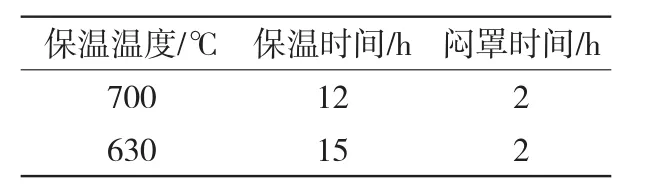
表2 退火工藝參數(shù)
2.8 精整松卷張力控制
為防止薄規(guī)格卷尺用50鋼冷軋鋼帶在退火時出現(xiàn)粘結(jié)缺陷,在二次退火前轉(zhuǎn)精整機組松卷卸張。卸張時開卷張力控制在9 kN以下。精整所用的套筒不能寬于鋼卷寬度,同時保證卷取整齊。
2.9 平整工藝
950平整生產(chǎn)50鋼冷軋鋼帶時采用粗糙度為1.5~1.8 um的毛化工作輥,生產(chǎn)時根據(jù)來料厚度調(diào)整平整壓力,保證成品厚度偏差控制在-0.02~0 mm。對卷尺用50鋼冷軋鋼帶,平整軋制力控制在1 700 kN時,保證了產(chǎn)品的物理性能和厚度精度。具體平整工藝參數(shù)見表3。

表3 平整工藝參數(shù) kN
3 產(chǎn)品實物質(zhì)量分析
產(chǎn)品物理性能檢驗表明,產(chǎn)品抗拉強度≥470 MPa,斷后伸長率≥13%;組織為均勻的鐵素體+碳化物組織;產(chǎn)品厚度偏差控制在-0.02~0 mm,寬度偏差控制在0~+3 mm;表面均勻一致,無明顯的黑斑、黃斑、氧化色、銹蝕、折印、劃傷等缺陷;板面平整,無中浪、邊浪、肋浪等缺陷。
4 結(jié)語
通過對生產(chǎn)工藝流程進行優(yōu)化,對煉鋼、熱軋、酸洗、軋制、退火、平整等工藝參數(shù)進行設計,解決了鋼卷軋制邊裂缺陷,提高了產(chǎn)品的成材率,泰鋼成功開發(fā)出了薄規(guī)格卷尺用50鋼冷軋鋼帶。產(chǎn)品經(jīng)客戶使用反饋,滿足了客戶質(zhì)量要求,廣泛應用于各種卷尺的制作,具有廣闊的市場前景。
猜你喜歡
現(xiàn)代裝飾(2022年4期)2022-08-31 01:39:32
現(xiàn)代裝飾(2022年3期)2022-07-05 05:55:06
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
Coco薇(2015年1期)2015-08-13 02:23:50
石油化工應用(2014年8期)2014-03-11 17:40:03
機械制造文摘(焊接分冊)(2013年6期)2013-03-20 13:57:28
玩具(2009年10期)2009-11-04 02:33:14