錫林刺輥速比對梳棉質量的影響
2020-03-10 08:32:26邵英海張明光曹繼鵬韓賢國
紡織學報 2020年1期
邵英海, 張明光, 曹繼鵬, 郭 昕, 韓賢國
(1. 遼東學院 服裝與紡織學院, 遼寧 丹東 118003; 2. 遼東學院 遼寧省功能紡織材料重點實驗室, 遼寧 丹東 118003; 3. 遼東學院 機械電子工程學院, 遼寧 丹東 118003)
在梳棉過程中,錫林速度和刺輥速度是影響梳理質量的2個重要因素,關于錫林速度對纖維長度分布的影響[1-2]、對雜質和棉結去除[3-4]的影響都有過系統的研究,并得出優化后錫林速度的范圍。張毅等[5]就錫林速度對紡色紗質量的影響進行系統的研究;文獻[6-8]分別就刺輥速度對落棉、纖維性能和大漏底落物的影響進行了研究。文獻[9-10]主要討論了刺輥速度對纖維長度分布的影響問題。上述研究主要集中在單一因素變化對梳理質量的影響。考慮錫林、刺輥具有分梳和轉移的綜合作用,翟展利等[11]研究了錫林與刺輥速比對生條質量的影響,并通過實驗得出:FA201B型梳棉機(青島凱利達紡織機械廠生產)在同配棉、同品種的條件下,錫林與刺輥的速比為2.14時,生條的棉結最少,生條的綜合質量最佳。于學智等[12]指出錫林與刺輥速比為1.79或1.98時,總體上有利于生條質量的改善。文獻[13]闡述了錫林刺輥速比與成紗質量的關系,指出最優錫林刺輥速比的確定還要結合所紡紗線的線密度來綜合考慮。
從上述研究可以看出,錫林與刺輥速比涉及到的因素較多,對梳理質量指標的影響也存在不同程度的差異,本文通過在不同刺輥速度下設置多種錫林刺輥速比進行對比實驗,分別對生條、一并條和二并條進行取樣檢測,進一步探討錫林刺輥速比對棉纖維梳理質量的影響。
1 實驗部分
1.1 實驗原料
實驗原料為新疆棉(新疆沃普農業發展有限公司),采用微型清梳聯系統梳棉機,對原棉和筵棉分別使用先進的纖維信息系統(簡稱AFIS)進行檢測。實驗原棉和筵棉的AFIS檢測結果見表1。

表1 實驗原棉和筵棉的AFIS檢測結果Tab.1 Test results of raw cotton and mat with AFIS in experiment
1.2 實驗方案
實驗用FA203C型梳棉機(青島宏大紡織機械有限公司生產)。刺輥速度分別選用500、550、600、650、700、750、800、850、900 r/min共9種,每種速度下分別采用3種錫林刺輥速比(1.5、2.0和2.5),總計27個實驗方案見表2。
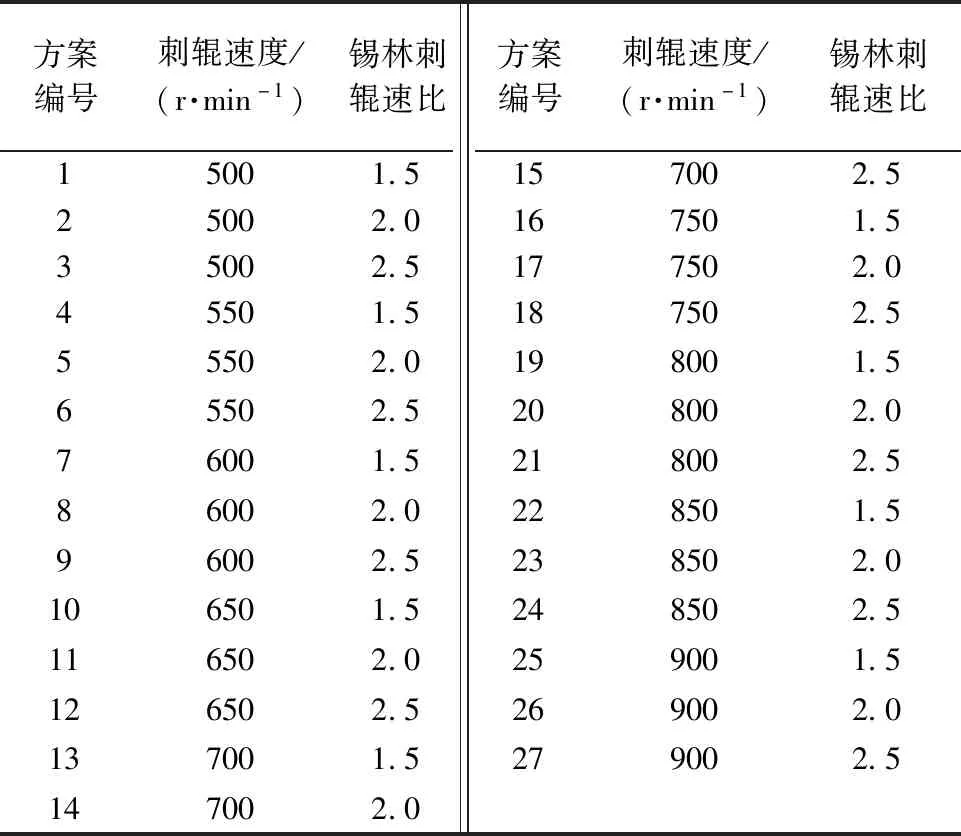
表2 實驗方案Tab.2 Experiment plans
梳棉出條速度設定為140 m/min,生條定量為25 g/(5 m),熟條定量為22.33 g/(5 m),刺輥與給棉板隔距為0.76 mm,刺輥與除塵刀90°、隔距為0.46 mm,刺輥與預分梳板隔距為1.0 mm,后固定蓋板(由下到上4根)隔距分別為0.76、 0.76、0.64、0.64 mm;前固定蓋板(由上到下4根)隔距分別為0.2、0.2、 0.18、 0.18 mm。紗線線密度為18.2 tex。
分別對每個實驗方案生產的生條、一并條、二并條各取30個樣進行AFIS檢測,以保證檢測結果的可靠性[14]。
2 實驗結果與討論
2.1 對長度指標的影響
不同梳理條件下加工的生條、一并條和二并條的長度指標檢測結果見表3。
由表3分析可知,刺輥速度在500~800 r/min之間變化時,生條中的6類長度指標(包括質量加權平均長度、根數加權平均長度、上四分位纖維質量加權平均長度、5%纖維根數加權平均長度、質量短絨率和根數短絨率)變化幅度較小,即使在同一刺輥速度3種錫林刺輥速比條件下,其變化幅度依然較小,但是當刺輥速度增加至850~900 r/min時,質量加權平均長度、根數加權平均長度、上四分位纖維質量加權平均長度、5%纖維根數加權平均長度均出現較明顯的降低,質量短絨率和根數短絨率隨之出現明顯上升。這也是刺輥速度和錫林速度增加后對纖維的損傷程度加劇的結果,同時也說明錫林刺輥速比的變化與刺輥速度是緊密關聯的,不能脫離速度去單獨討論速比,在一定的速度條件下,速比對長度指標會發生重要影響。
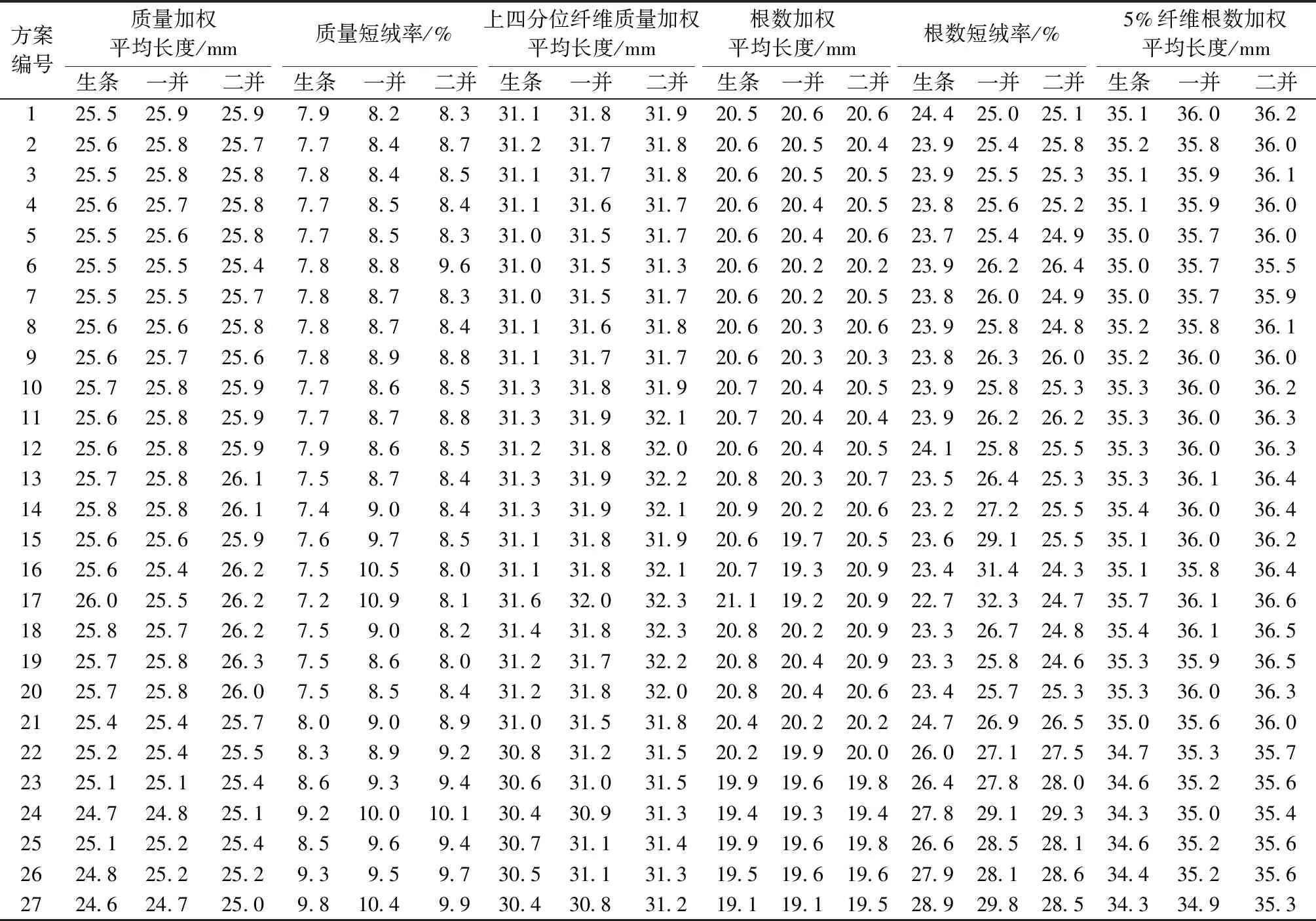
表3 不同梳理條件下加工的生條、一并條和二并條的長度指標檢測結果Tab.3 Test results of card sliver, breaker sliver and intermediate sliver in length under different experiment plans
注:表中的一并、二并為一并條、二并條、工序的簡稱。
表3中數據示出,一并條和二并條長度指標的變化趨勢與生條基本相似。在刺輥速度在850~900 r/min條件下,隨著錫林刺輥速比的增加,纖維長度呈現下降趨勢,短絨率呈現上升趨勢,規律性十分明顯。
2.2 對棉結和雜質等指標的影響
不同梳理條件下加工的生條、一并條和二并條的棉結測試結果見表4,雜質檢測結果見表5。
分析表4數據中可知,對于棉結總數指標,隨著每一種刺輥速度下錫林刺輥速比的增加,呈現明顯的降低趨勢,這說明增加錫林刺輥速比對加強梳理是有利的;隨著梳棉機刺輥速度的增加(錫林速度根據速比對應變化),棉結含量呈現降低趨勢,但在刺輥速度達到850 r/min以上時棉結總數出現較大幅度的增加,其每種刺輥速度條件下隨錫林刺輥速比增加而降低的趨勢仍然沒有改變。帶籽屑棉結數與棉結總數呈現同樣的變化趨勢。上述棉結的變化趨勢與長度指標的變化趨勢是有差異的。
分析棉結和雜質平均尺寸的變化情況可知,在刺輥速度為800 r/min以下的方案中,其變化規律與棉結總數基本一致,在刺輥速度達到850 r/min以上時,由于棉結和雜質數量出現大幅度增加,其尺寸與數量相比呈現相對較小的降低趨勢。
分析表5中生條的雜質含量指標可看出,其與棉結總數的變化趨勢是基本一致的,但在刺輥速度達到850 r/min以上時,雜質數量突然增加的幅度很大,與800 r/min方案相比超過1倍以上。
分析雜質平均尺寸的變化情況可知,在刺輥速度為800 r/min以下的方案中,其變化的規律與棉結總數基本一致,在刺輥速度達到850 r/min以上時,由于棉結和雜質數量出現大幅度增加,其尺寸與數量相比呈現相對較小的降低趨勢。上述結果表明,刺輥速度過高對除雜是不利的,因為過高的刺輥速度使雜質破碎的概率增加。
2.3 生條與一并條和二并條指標的相關性
為進一步探究生條在并條過程中指標的變化趨勢,根據表3中數據,將27個實驗方案的同類指標使用SPSS軟件進行相關性分析,得到一并條和二并條長度對應指標的Pearson相關系數(顯著性數值),分析結果見表6。根據表4、5中數據,得到一并條和二并條棉結和雜質對應指標的Pearson相關系數(顯著性數值),結果見表7。
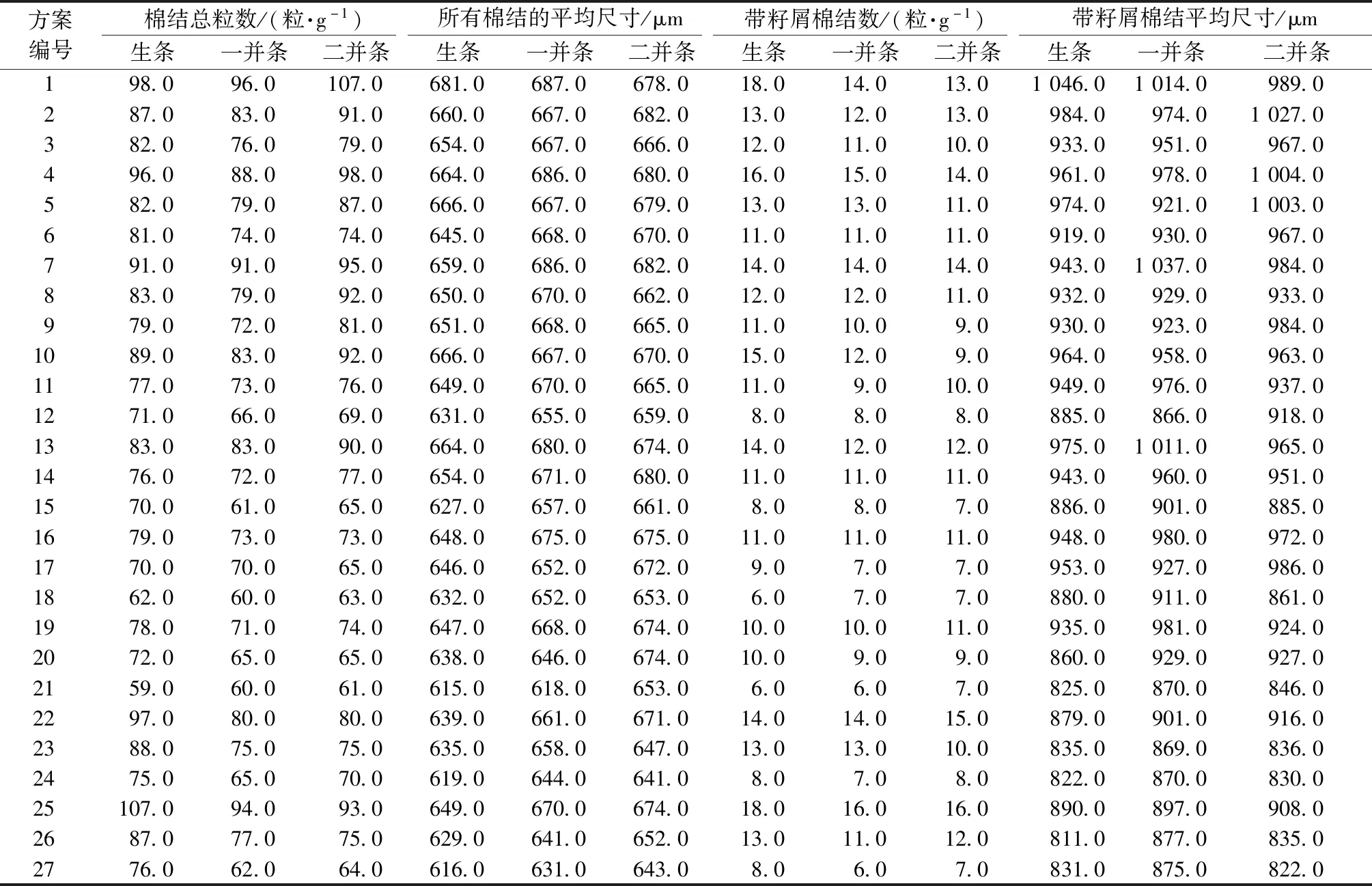
表4 不同梳理條件下加工的生條、一并條和二并條的棉結檢測結果Tab.4 Nep test results of card sliver, breaker sliver and intermediate sliver under different experiment plans
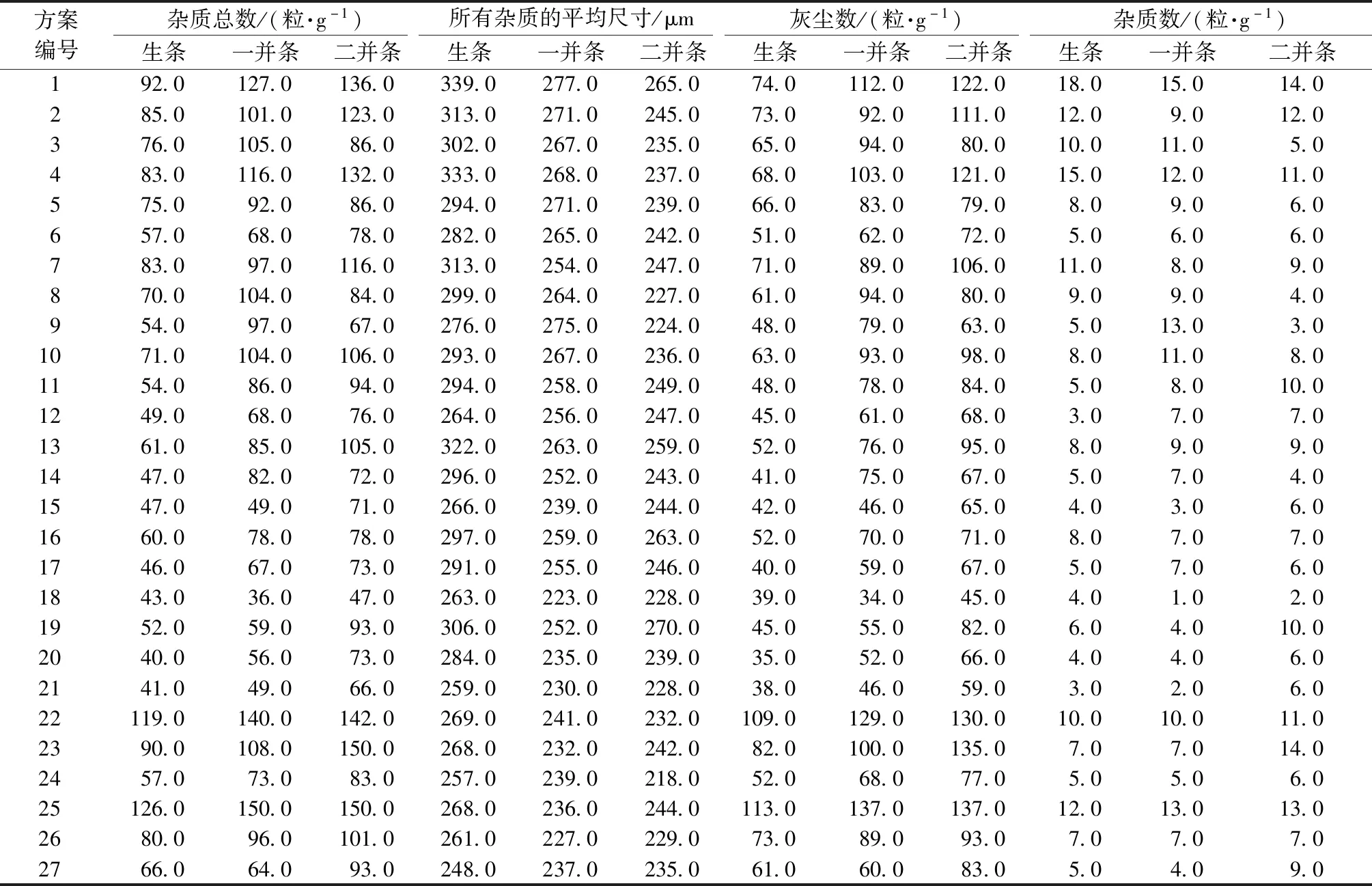
表5 不同梳理條件下加工的生條、一并條和二并條的雜質檢測結果Tab.5 Impurity test results of card sliver, breaker sliver and intermediate sliver under different experiment plans

表6 生條中長度指標與一并條和二并條中對應指標的相關系數(顯著性數值)分析結果Tab.6 Correlation and significance analysis results between card sliver and breaker sliver, between card sliver and intermediate sliver in length parameters

表7 生條中棉結和雜質指標與一并條和二并條中對應指標的相關系數(顯著性數值)分析結果Tab.7 Correlation and significance analysis results between card sliver and breaker sliver, between card sliver and intermediate sliver in nep and impurity parameters
由表6可知,質量加權平均長度、根數加權平均長度、上四分位纖維質量加權平均長度和5%纖維根數加權平均長度4個指標,生條與一并條和二并條存在顯著的相關性,顯著性水平均達到0.01。生條中的質量短絨率和根數短絨率指標與一并條對應指標不存在顯著的相關性,但是與二并條對應的指標則存在顯著的相關性。
在相關系數上,生條與一并條和二并條中的根數平均長度指標雖然都存在顯著的相關性,但是生條與一并條的根數加權平均長度指標相關系數相對較低(0.580),與二并條的根數加權平均長度相關系數非常高(0.933)。生條中的質量短絨率和根數短絨率指標與一并條對應指標相關系數只有0.355和0.295,不存在顯著的相關性,但是與二并條對應的指標相關系數卻很高,分別為0.871和0.930。
同樣由表7可知,生條中棉結和雜質數量及尺寸指標與一并條和二并條中的對應指標均存在較高的相關性。上述分析結果表明,刺輥速度和錫林刺輥速比對生條、一并條和二并條中的多數指標影響趨勢是一致的,生條與一并條和二并條中的絕大多數指標存在顯著的相關性,尤其與二并條中的指標相關性更高。值得一提的是,本文實驗結果顯示,生條與一并條中的質量短絨率、根數短絨率2個指標的相關性并不顯著,但是與二并條中的指標相關性非常高。
4 結 論
1)錫林刺輥速比對梳理質量是有影響的,對生條、一并條和二并條的長度指標影響較小,對棉結和雜質指標影響較大,隨著錫林刺輥速比的提高,生條、一并條和二并條中的棉結和雜質數量和尺寸均呈現下降趨勢,本文實驗結果顯示刺輥速度在750~800 r/min之間是比較合理的,而且以較大速比為優。
2)刺輥速度在500~800 r/min之間變化時,生條、一并條和二并條中的長度指標變化幅度較小,當刺輥速度增加至850~900 r/min時,質量加權平均長度、根數加權平均長度、上四分位纖維質量加權平均長度、5%纖維根數加權平均長度均出現較明顯的降低,質量短絨率和根數短絨率隨之出現明顯上升,這是刺輥和錫林速度增加后對纖維的損傷程度加劇的結果。
3)對于質量加權平均長度、根數加權平均長度、上四分位纖維質量加權平均長度、5%纖維根數加權平均長度4個指標,生條與一并條和二并條存在顯著的相關性;生條中的質量短絨率和根數短絨率指標與一并條對應指標不存在顯著的相關性,但是與二并條對應的指標存在顯著的相關性。
4)生條中棉結和雜質數量及尺寸指標與一并條和二并條中的對應指標均存在非常高的相關性。
