順、逆向給棉方式對色紡紗性能的影響
2020-03-09 05:48:18詹華春
國際紡織導報 2020年12期
詹華春
青島宏大紡織機械股份有限公司(中國)
色紡紗指采用不同顏色的纖維均勻混合后紡制而成的有色紗線。色紡采用的是纖維先染色后紡紗的工藝,它顛覆了長期以來一直采用的先紡紗后染色的傳統工藝。色紡紗應用廣泛,產品時尚,且生產過程相對環保,因此有著巨大的市場前景。近年來,色紡工藝發展迅猛,色紡產品的產量倍增。
在色紡的實際生產過程中,不同的機械結構及紡紗工藝具有不同的特點,但均以“精準混色”和“解決色結問題”為根本出發點。纖維經染色后可紡性變差。相關試驗表明,棉纖維經染色工序后,單紗強力下降10%~20%,短絨率增加5%~10%,棉結數增加約10%。為減少色結的產生,生產過程中多采用“多清、多梳、多混”的工藝。盡管這種工藝可減少色結的產生,但其極易導致短絨增加,難以滿足對梳理質量的要求[1]。因此色紡生產過程中,除解決“精準混色”和“色結”兩項難題外,減少纖維損傷、提高紗線強力并降低紗線毛羽成為工藝難點。基于此,本文分別采用順、逆向給棉方式紡制色紗,并通過紗線性能測試分析,探討兩種給棉方式對色紡紗紗線質量的影響。
1 順、逆向給棉對比
喂入棉層在脫離握持點即將受刺輥打擊時,其運行線速度方向與刺輥線速度方向一致,稱為“順向給棉”;反之,兩者方向相反稱為“逆向給棉”。順向給棉與逆向給棉的示意圖如圖1所示。順向給棉時,棉流的運動方向與刺輥線速度方向一致,對纖維的打擊柔和,相當于順著氣流的方向自由開松,可防止纖維在此過程形成扭結或受折轉沖擊后斷裂。同時,順向給棉還具有對不同長度的纖維適應性好、分梳工藝長度靈活可調、喂入開松后棉層的內外層差異小等優點。逆向給棉時,喂入纖維受激烈沖擊并180°急轉,容易造成纖維扭結與斷裂,形成棉結和短絨,相對于順向給棉,逆向給棉開松后纖維間的糾纏抱合較多。
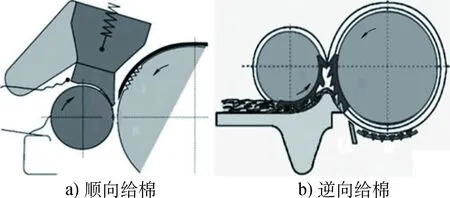
圖1 順向及逆向給棉結構示意
2 對比試驗
為對比順、逆向給棉裝置對色紡梳棉生條及紗線質量的影響,尤其是對有色纖維損傷、紗線毛羽和紗疵數,以及紗線強力等的影響,本文在“定臺定眼定錠”及相同原料的條件下,紡制18.2 tex的色紡精梳環錠紡紗線,并對所得紗線的性能進行測試和對比分析。有色纖維在被往復抓棉機抓取后,輸送至多倉混棉機內存儲。在多倉混棉機內原料參數相同的條件下,分別安裝順向給棉裝置與逆向給棉裝置,在同一臺JWF 1211型梳棉機上獲取棉樣,梳棉機其他工藝參數均相同。本文的紡紗試驗自往復抓棉機開始,經開清棉、梳棉、精梳、并條、粗紗及細紗等工序,最后紡制成紗。
2.1 試驗原料
采用等級為3級的原棉進行紡紗試驗,棉纖維長度為29 mm,紡制線密度為18.2 tex的色紡精梳環錠紡紗線。JWF 1211型梳棉機的出條速度為124 m/min,產量為29 kg/h。
2.2 紡紗試驗
紡紗試驗中,纖維原料在機器中的加工流程如下:
將混合好(按比例精確混合)的有色纖維均勻排列于圓盤抓棉機上,采用輸棉風機將有色纖維輸送至重物分離器中,以去除原棉中的大塊雜質。采用輸棉風機將纖維輸送至單軸流開棉機,對纖維進行粗開松,粗開松后的纖維輸送至多倉混棉機,再次進行均勻細致的混合,為后續消除色差做充分準備。將有色纖維喂入精開棉機,對其進行充分細致的分梳,確保梳棉機筵棉的質量。有色纖維由輸棉風機經棉箱進入梳棉機中,通過刺輥、錫林、蓋板及固定蓋板進行分梳和混合,最大限度地去除棉結、短絨和雜質[2],獲得紡紗所需的生條。生條經并條機、精梳機、粗紗機、細紗機及絡筒機的進一步加工,制成試驗用成紗。
2.3 各工序棉樣的棉結和短絨率測試結果與分析
對紡紗流程中各工序的制成品進行取樣,并采用AFIS單纖維測試儀測試試樣的棉結數和短絨率,試驗結果如表1所示。
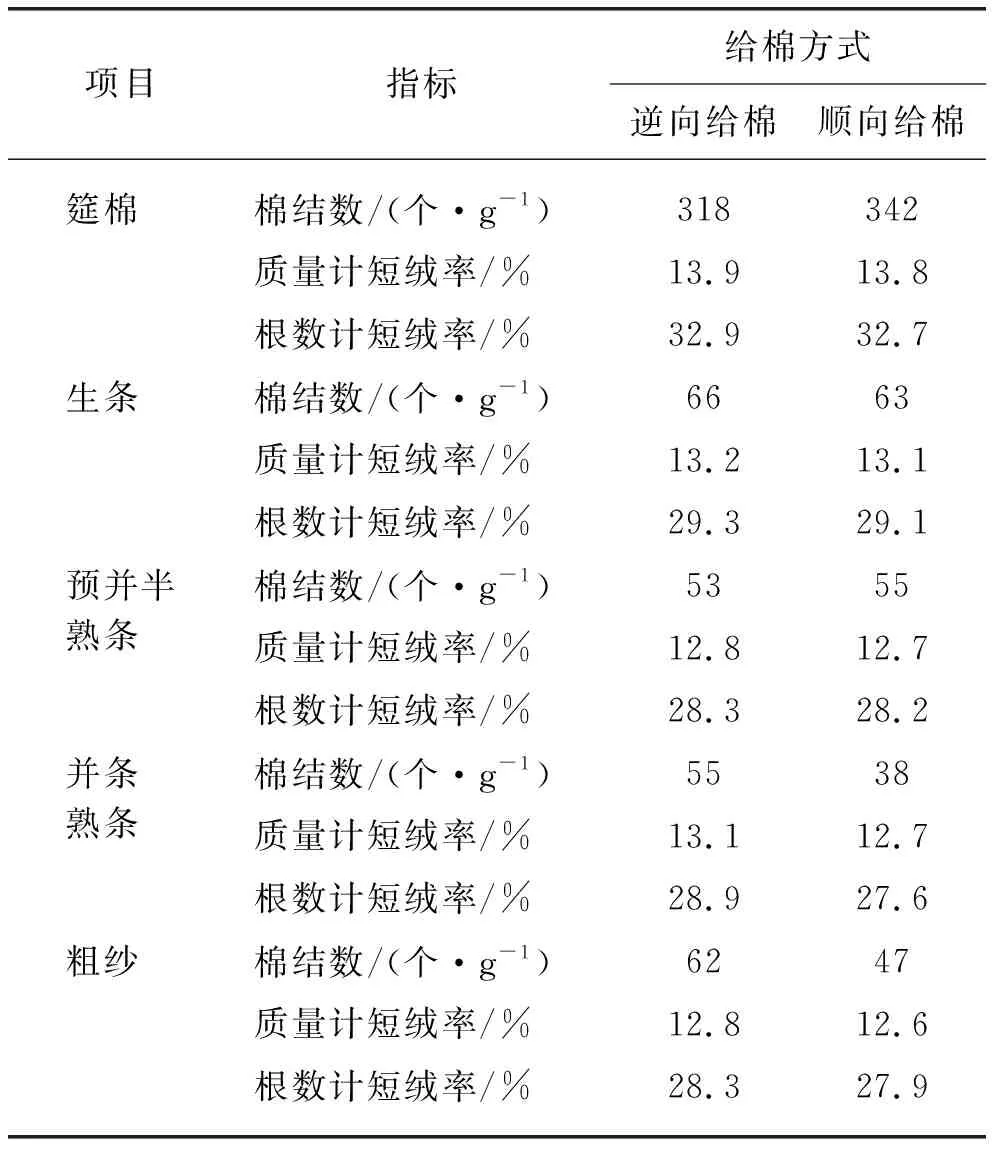
表1 順、逆向給棉下各工序棉樣的棉結數與短絨率測試結果
由表1可以看出:
——分別安裝順向給棉與逆向給棉裝置的JWF 1211型梳棉機,對應所得生條的棉結數分別為63個/g和66個/g,兩者數值相當;預并半熟條的棉結數分別為55個/g和53個/g,兩者數值相當;并條熟條的棉結數分別為38個/g和55個/g,順向給棉比逆向給棉的棉結數減少了17個/g;粗紗的棉結數分別為47個/g和62個/g,順向給棉比逆向給棉減少了15個/g。表明順向給棉在棉層通過給棉羅拉與給棉板再喂入刺輥后的開松效果更好,纖維間的糾纏抱合少。
——對于安裝順向給棉裝置的JWF 1211型梳棉機的生條及后續的半熟條、熟條及粗紗,無論是質量短絨率還是根數短絨率,其均比安裝逆向給棉裝置的JWF 1211型梳棉機的低。表明順向給棉在減少纖維損傷方面優于逆向給棉。對成紗管紗進行取樣測試,順向與逆向給棉所得紗線的質量對比見表2。
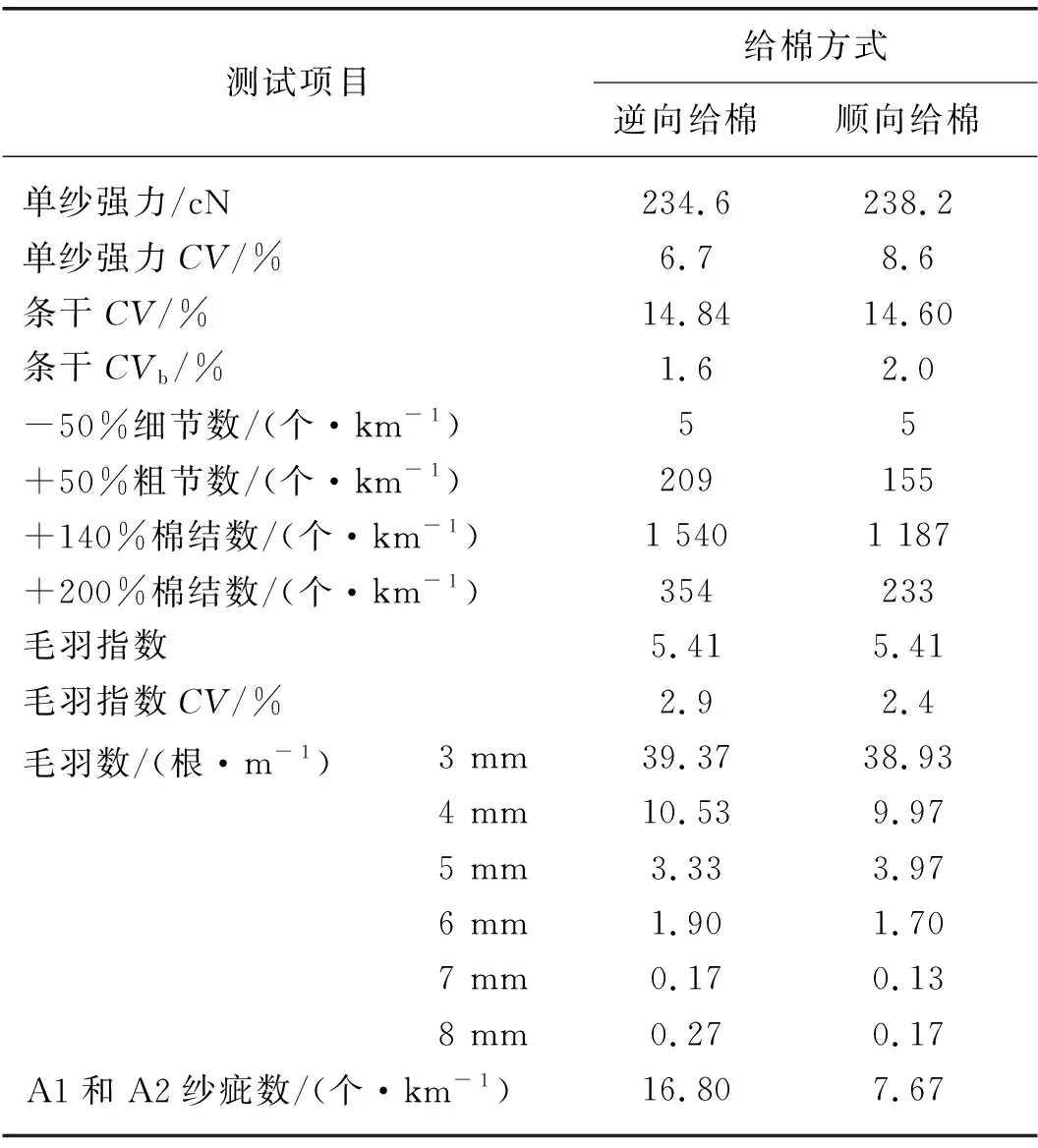
表2 順、逆向給棉所得紗線的質量對比
由表2可以看出:
——分別安裝順向與逆向給棉裝置的JWF 1211型梳棉機,后續對應加工所得紗線的+50%粗節數分別為155個/km和209個/km,順向比逆向減少了54個/km,降低率為25.8%;紗線+140%棉結數分別為1 187個/km和1 540個/km,順向比逆向減少了353個/km,降低率為22.9%;紗線+200%棉結數分別為233個/km和354個/km,順向比逆向減少了121個/km,降低率為34.2%。
——分別安裝順向與逆向給棉裝置的JWF 1211型梳棉機,后續對應加工所得紗線的十萬米A1和A2紗疵數和分別為1 680個和767個,順向比逆向減少了913個,降低率高達54.3%。
——分別安裝順向與逆向給棉裝置的JWF 1211型梳棉機,后續對應加工所得紗線的3 mm長毛羽數分別為39.37根/m和38.93根/m,且相比逆向給棉,順向給棉所得紗線的長毛羽(4~8 mm長的毛羽)根數減少。
——順向給棉與逆向給棉所得紗線的毛羽指數相同,但逆向給棉紗線的毛羽CV值為2.9%,順向給棉紗線的毛羽CV值為2.4%,相比逆向給棉,順向給棉所得紗線的毛羽長度離散程度低。
——順向給棉與逆向給棉所得紗線的強力基本相同,順向給棉的紗線強力略高于逆向給棉。
3 結論
本文旨在探討梳棉機順、逆向給棉方式對后續所紡制的色紡紗性能的影響。采用同一臺梳棉機,分別安裝順向給棉與逆向給棉裝置后,在相同的色紡工藝流程下采用同種纖維原料進行紡紗試驗,并對紡紗流程中各工序的棉樣及成紗質量進行測試與對比分析。試驗結果表明,色紡紗生產過程中,安裝使用順向給棉裝置的梳棉機,所得紗線的各項質量指標均優于逆向給棉。其中,紗線的粗節數和棉結數顯著減少;紗線的A1和A2紗疵數改善程度最明顯,減少率超過50%;紗線毛羽數減少,毛羽指數CV值明顯降低;紗線強力略有提高。
