超聲沖擊去應力處理技術在牽引電機加工工藝中的應用
2020-03-06 11:41:10王梓林鮑泉毛曉軍
環境技術 2020年1期
王梓林,鮑泉,毛曉軍
(中車株洲電機有限公司, 株洲 412001)
引言
在某型窄軌出口電機的研制過程中,電機定子由于設計條件嚴酷,電機定子對應力釋放極其敏感,機座止口加工后應力變形嚴重無法到達設計要求。電機整體性能受到致命影響。
牽引電機定子在加工過程中,接線盒與機座、拉板與鐵心之間常采用焊接的方式,在焊接過程中產生內部殘余應力[1]。殘余應力值過大,導致定子關鍵尺寸應力變形,特別是定子兩端止口加工精度及同軸度,其變形結果會影響整個電機端蓋在定子上的裝配狀態,從而影響端蓋內軸承的相對位置關系,最終影響整臺電動機工作性能。因此,減小定子加工后過程中焊接殘余應釋放對精度尺寸加工的負面影響是保證電機最終裝配精度中的重要手段。
超聲沖擊去應力法是一種對零件或焊縫表面進行高頻做功已到達到釋放物體或焊縫表面原子團間應力的工藝方法[2]。對焊縫進行超聲沖擊去應力處理有利于優化應力分布、減小焊縫應力等級,進而減小物體加工后由應力釋放發生的變形,提高加工精度。本研究以某型加工后應力變形強烈的電機結構為例,對定子焊接后焊縫殘余應力對構件尺寸變形的影響進行了研究,為牽引電機定子的設計以及加工過程中涉及的應力變形控制提供了依據。
1 超聲沖擊技術簡介
超聲沖擊UTT/UP 技術最初在1972年,由Paton 焊接研究所(烏克蘭)在首先提出,并由俄羅斯量子研究院和Paton 焊接研究所和共同研發。本技術最早應用于艦船焊接機構,主要作用為降低焊縫的焊接殘余應力,改善焊縫的焊接應力分布。 Polozly 等人在1974年公開相關的學術論文。
經過多年技術優化,現在市場上提供的超聲沖擊設備與傳統設備相比具有頻率高、能量大,聚焦性好、性能穩定等優勢。這種應力去除方式相對傳統的熱時效應力去除方式具有節能環保,作用區域集中,作業靈活等優點。非常適合焊接結構件(如焊縫去應力)局部去應力操作,不適合整體去應力操作(如鑄件)。超聲沖擊去應力的原理與傳統超聲沖擊去應力的作用原理完全一致。
焊接件殘余應力都集中在焊縫附近,研究殘余應力的影響不僅考慮其數值的大小,焊接殘余應力的方向也是個重要因素。焊接構件如果存在嚴重的殘余應力集中,焊接構件在其運輸和使用過程中也會因殘余應力的釋放而發生永久性的塑性變形,從而影響構件的尺寸精度。
超聲沖擊通過執行機構對金屬表面進行大功率的超聲沖擊,由于高頻、高效、聚焦下的大能量沖擊物體表面,造成金屬表面壓縮塑性變形,物體表面微觀結構更平滑(粗糙度降低),并產生一定數值的壓應力,使得金屬表面應力場重新分布,殘余應力值總體降低。
2 試驗方案制定與實施
2.1 方案制定
該型電機定子在加工過程中的焊接主要有機座和接線盒兩處焊縫,現有工藝是在焊接結束后進行止口的加工,沒有進行去應力處理,止口加工后出現止口由于應力釋放產生止口變形的現象,因此本研究在原工藝基礎上,在焊接結束后、止口加工前增加了超聲沖擊去應力處理工序,具體試驗方案如圖1 所示。
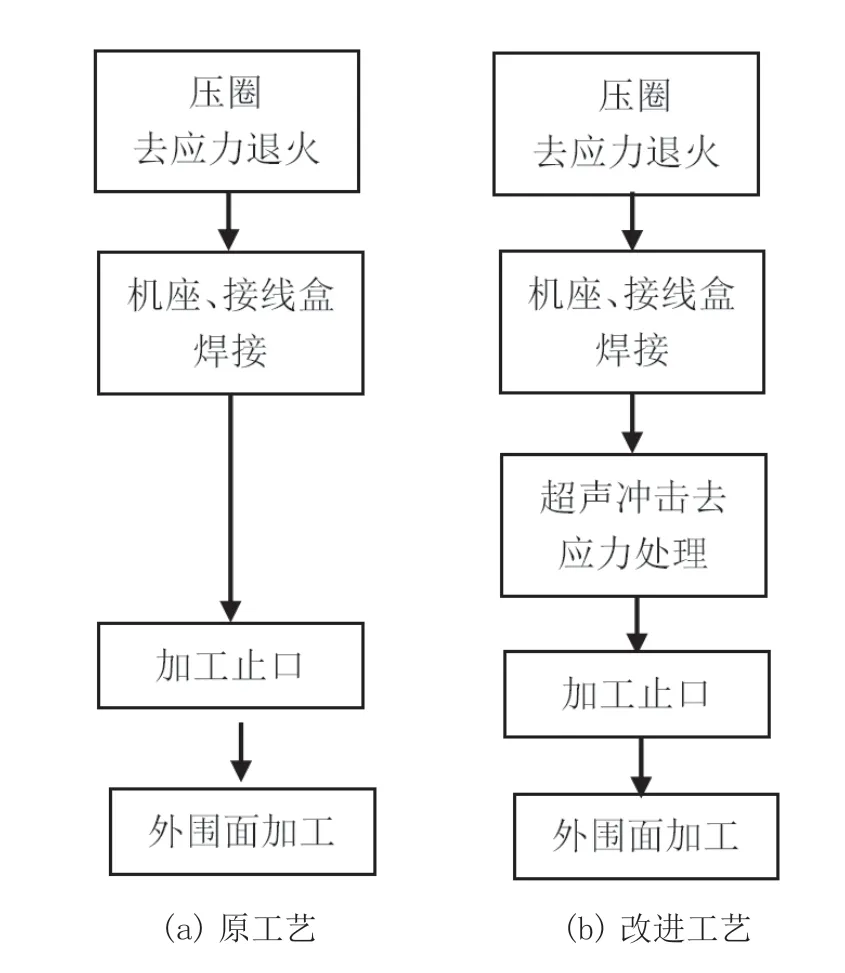
圖1 試驗方案
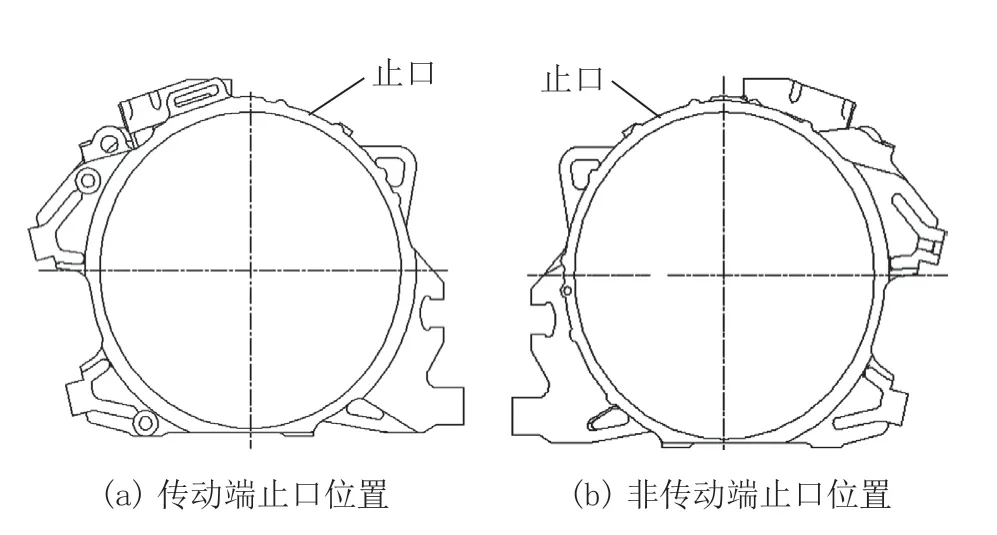
圖2 止口位置示意圖
2.2 試驗的實施
針對a、b 兩種工藝方法,每種方法采用10 個定子進行試驗,定子加工過程中除b 工藝中增加超聲沖擊去應力處理外其余加工參數完全一樣(包括車床的車削參數),分別測量圖2 中止口的尺寸以及止口圓度。
2.3 試驗結果
兩種工藝下傳動端止口直徑尺寸和圓度測量結果的平均值如圖3 所示,非傳動端止口直徑尺寸和圓度測量結果的平均值如圖4 所示。
從圖中可以看出,在定子機座加工完成后與定子機座放置24 h 后止口圓度的變化量相對于剛加工完后與加工24 h 后的變化量很小,說明應力釋放產生的變形得到了有效的降低,止口因應力釋放所產生的變形已基本能夠有效的控制。
從圖中尺寸的變化可以看出,在原有工藝下,止口在加工完成之后,直徑以及圓度的變化量均較大,這是由于焊縫在沒有經過去應力處理情況下殘余應力較大,由應力釋放產生的變形也較大。采用超聲沖擊去應力處理之后,和原有工藝相比,最終定子加工完成后的尺寸及圓度相對于剛加工之后的變化明顯較小,說明對焊縫進行超聲沖擊去應力處理能夠在很大程度上提高定子止口的加工精度,滿足工藝需求。
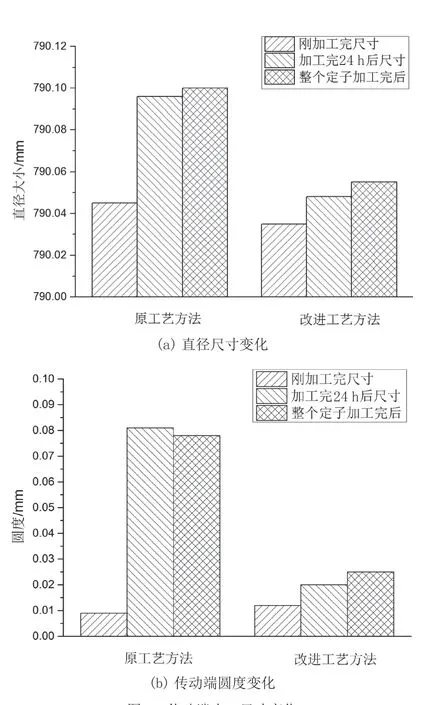
圖3 傳動端止口尺寸變化
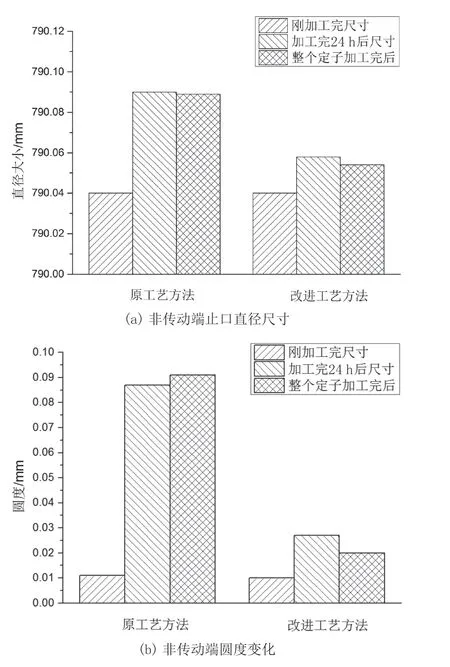
圖4 非傳動端止口尺寸變化
3 結語
本研究采用對比的方法,研究了增加超聲沖擊去應力處理后,牽引電機定子止口在加工完成后,其直徑及圓度隨時間的變化量,其結果表明:
1)定子止口加工放置24 h 后,直徑和圓度的變化量較小,止口因應力釋放所產生的變形已基本有效的控制。
2)對焊縫進行超聲沖擊去應力處理的方法,能夠減小定子止口加工后,其直徑和圓度由于殘余應力釋放引起的的變形,進而提高牽引電機定子止口的加工精度。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39